(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗЮТОВЛЕНИЯ КОЖГАЛАНТЕРЕИНОГО ИЗДЕЛИЯ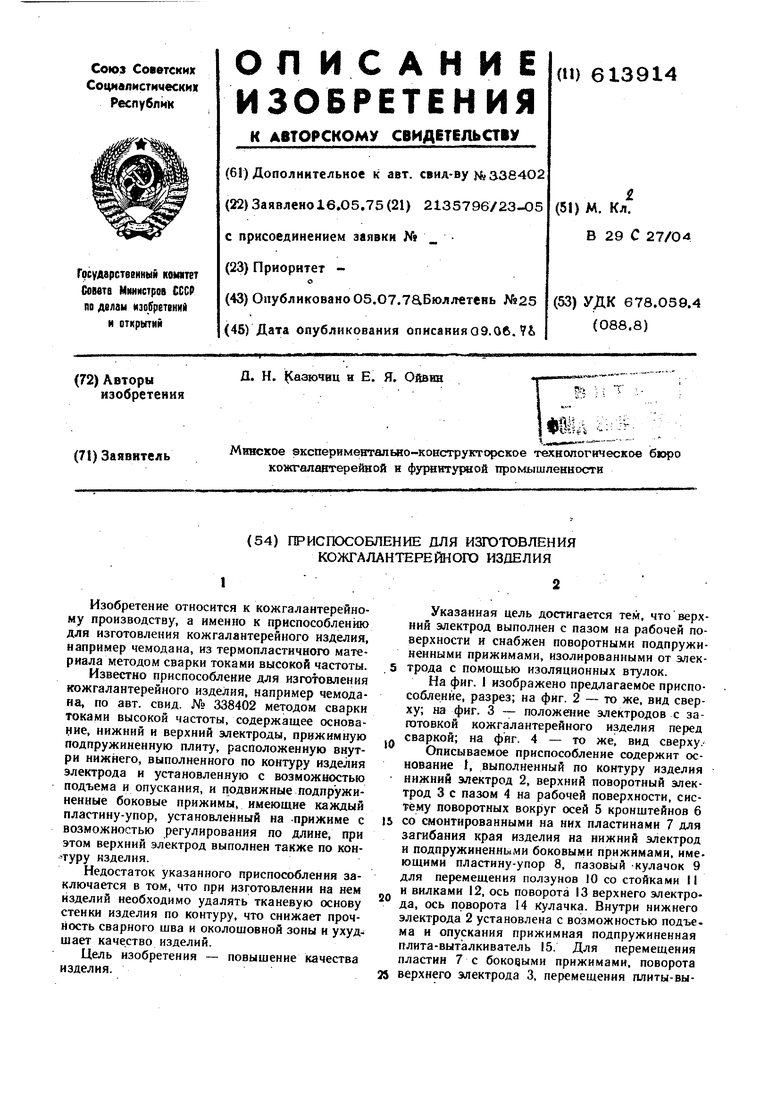
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделия из термопластичного материала методом сварки токами высокой частоты | 1983 |
|
SU1106665A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1974 |
|
SU510375A1 |
| Приспособление для изготовления кожгалантерейного изделия | 1975 |
|
SU561677A1 |
| Устройство для изготовления кожгалантерейного изделия | 1973 |
|
SU763250A1 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Приспособление для изготовленияКОжгАлАНТЕРЕйНОгО издЕлия | 1979 |
|
SU802050A1 |
| Устройство для изготовления узла кожгалантерейного изделия | 1974 |
|
SU735564A1 |
| Приспособление для изготовления кожгалантерейных изделий | 1971 |
|
SU479647A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1979 |
|
SU772880A1 |
Изобретен не относится к кожгалантерейному производству, а именно к приспособлению для нзготовления кожгалантерейного изделия, например чемодана, из термопластнчного материала методом сварки токамн высокой частоты.
Известно приспособление для изготовления кож галантерейного изделия, например чемодана, по авт. свид. № 338402 методом сварки токами высокой частоты, содержащее основание, иижний и верхний электроды, прижимную подпружиненную плнту, расположенную внутри ннжнего, выполненного по контуру изделия электрода и установленную с возможностью подъема и опускания, и подвижные подпружиненные боковые прижимы, имеющие каждый пластнну-упор, установленный на -прижиме с возможностью регулирования по длине, при этом верхний электрод выполнен также по изделня.
Недостаток указанного приспособления заключается в том, что при изготовлении на нем изделий необходимо удалять тканевую основу стенки изделия по контуру, что снижает прочность сварного шва и околошовной зоны и ухудшает качество изделий.
Цель изобретения - повышение качества изделия.
Указанная цель достигается тем, что верхний электрод выполнен с пазом на рабочей поверхности и снабжен поворотными подпружинеиными прижимами, изолированными от электрода с помощью изоляционных втулок.
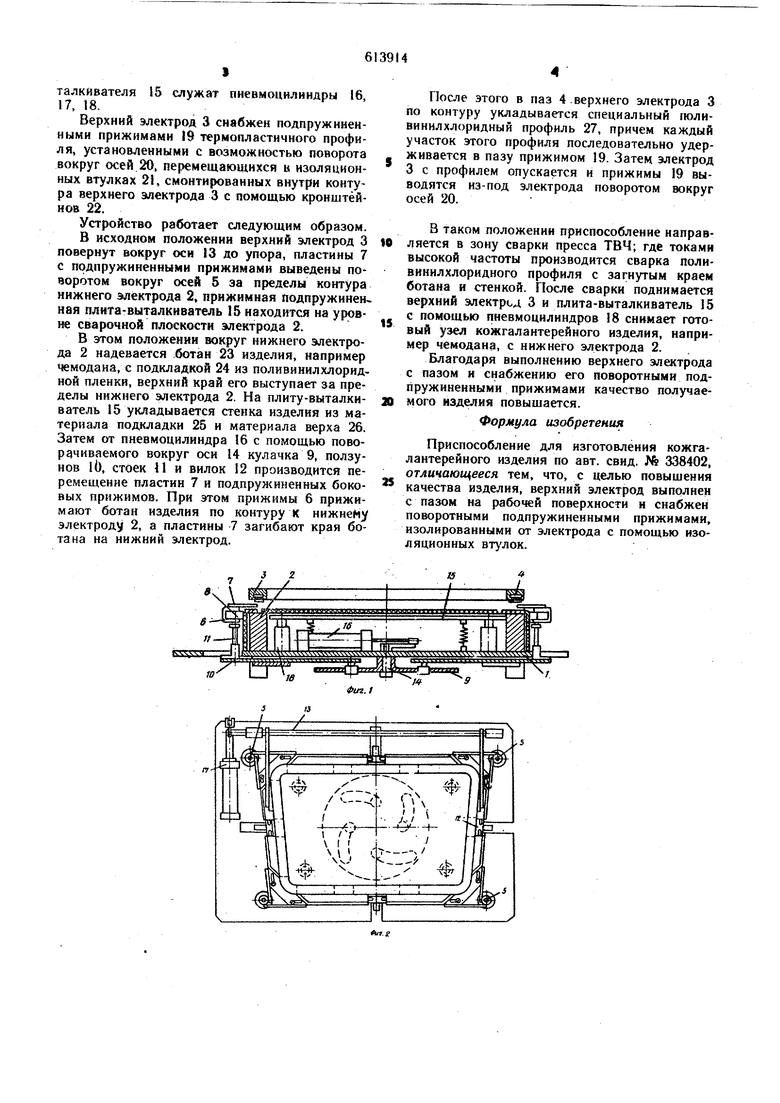
На фиг. I изображено предлагаемое приспособление, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - положение электродов с заготовкой кожгалаитерейного изделия перед сваркой; на фиг. 4 - то же вид сверху/
Описываемое приспособление содержит основание t, выполненный по контуру изделия нижний электрод 2, верхний поворотный электрод 3 с пазом 4 на рабочей поверхности, систему поворотных вокруг осей 5 кронштейнов 6 5 со смонтированными на них пластинами 7 для загибания края изделия на нижний электрод и подпружиненными боковымн прижнмами, име. ющими пластину-упор 8, пазовый -кулачок 9 для перемещения ползунов 10 со стойками II и вилками 12, ось поворота 13 верхнего электрода, ось поворота 14 кулачка. Внутри нижнего электрода 2 установлена с возможностью подъема и опускания прижимная подпружиненная плита-выталкиватель 15, Для перемещения пластин 7с боковыми прижимами, поворота верхнего электрода 3, перемещения плиты-выталкивателя 5 служат пневмоцилиндры 16, 17, 18.
Верхний электрод 3 снабжен подпружиненными прижимами 19 термопластичиого профиля, установленными с возможностью поворота вокруг осей 20, перемещающихся в изоляционных втулках 21, смонтированных внутри контура верхнего электрода 3 с помощью кронштейнов 22.
Устройство работает следующим образом.
В исходном положении верхний электрод 3 повернут вокруг оси 13 до упора, пластины 7 с подпружиненными прижимами выведеиы поворотом вокруг осей 5 за пределы контура нижнего электрода 2, прижимная подпружинен, ная плита-выталкиватель 15 находится на уровне сварочной плоскости электрода 2.
В этом положении вокруг нижнего электрода 2 надевается ботан 23 изделия, например чемодана, с подкладкой 24 из ПОЛНЕЙнилхлоридной пленки, верхний край его выступает за пределы нижнего электрода 2. На плиту-выталкиватель 15 укладывается стенка изделия из материала подкладки 25 и материала верха 26. Затем от пневмоцилиидра 16 с помощью поворачиваемого вокруг оси 14 кулачка 9, ползунов 1(), стоек И и вилок 12 производится перемещение пластин 7 и подпружиненных боковых прижимов. При этом прижимы 6 прижимают ботан изделия по контуру К нижнему электроду 2, а пластииы 7 загибают края ботана на нижний электрод.
to
ITN
После этого в паз 4.верхнего электрода 3 по контуру укладывается специальный гюливинилхлоридный профиль 27, причем каждый участок этого профиля последовательно удерживается в пазу прижимом 19. Затем электрод 3 с профилем опускается и прижимы 19 выводятся из-под электрода поворотом вокруг осей 20.
В таком положенни приспособление иаправляется в зону сварки пресса ТВЧ; где токами высокой частоты производится сварка поливиннлхлоридного профиля с загиутым краем ботана и стенкой. После сварки поднимается верхиий электрод 3 и плита-выталкиватель 15 с помощью пневмоцилиндров 18 снимает готовый узел кожгалантерейного изделия, например чемодана, с нижнего электрода 2.
Благодаря выполнению верхнего электрода с пазом и снабжению его поворотными подпружиненными прижимами качество получаемого изделия повышается.
Формула изобретения
Приспособлеиие для изготовлеиия кожгалантерейного изделия по авт. свид. № 338402, отличающееся тем, что, с целью повышения качества изделия, верхний электрод выполнен с пазом на рабочей поверхности н снабжен поворотными подпружнненными прижимами, изолированными от электрода с помощью изоляционных ВТ}ЛОК.
Фиг.1
I -. 4
I ) (
Л-/
/
ф
