1
Изобретение относится к области сварки пластмасс, а именно к устройствам для изготовления кожгалантерейного изделия, например футляра, методом сварки токами высокой частоты.
Известны устройства для изготовления .кожгалантерейного издел.ия методом сварки токами высокой частоты, содержащие основание, установленные на нем внутренний электрод и наружные подпружиненные электроды с падпружияеннымиПрижимами,краев заготовки, верхнюю плиту с клиньями, взаимодействующими с наружными электродами, и щарнирно смонтированные «а опорной плите основания прижимные рычаги.
Недостаток указанного устройства заключается В том, что W.3. нем нельзя осуществить соединение нескольких заготовок изделия одновременно.
Целью изобретения является повышение нроизводительносхи за счет обеспечения возможности сварки нескольких швов.
Указанная цель достигается тем, что внутренний электрод выполнен в виде рамки, снабженной закрепленным по ее наружному контуру фиксатором,шодпружиненными боковыми прижимами и механизмом фиксации внутренней подкладки изделия, причем концы прижимных рычагов снабжены замыкаюшим механизмом, а на -верхней подв1ижной плите закреплены пальцы, взаимодействующие с подпружиненными прилчимами, шарнирно установленными Еа наружных электродах, а механизм фиксации внутренней подкладки изделия выполнен в виде упругих зажимов, закрепленных снарул.и внутреннего электрода, которого установлены с возможностью перемещения пластины с профильными пазами, взаимодействующие через подпружиненные пальцы с упругими зажимами.
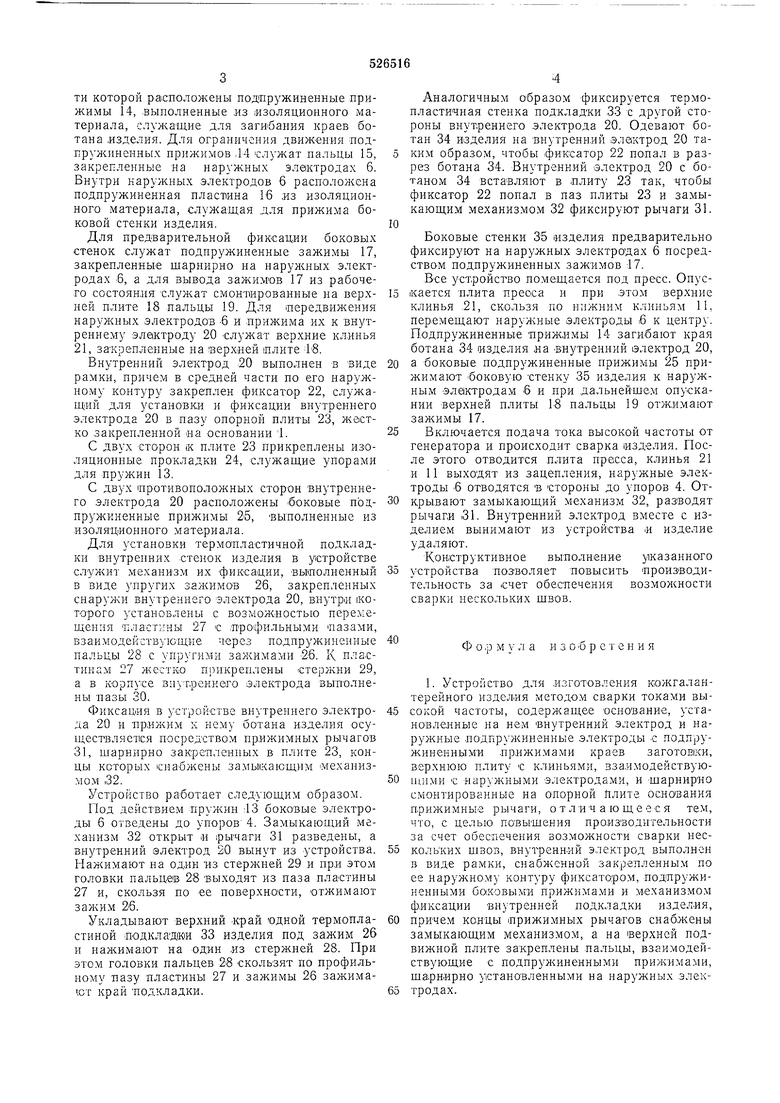
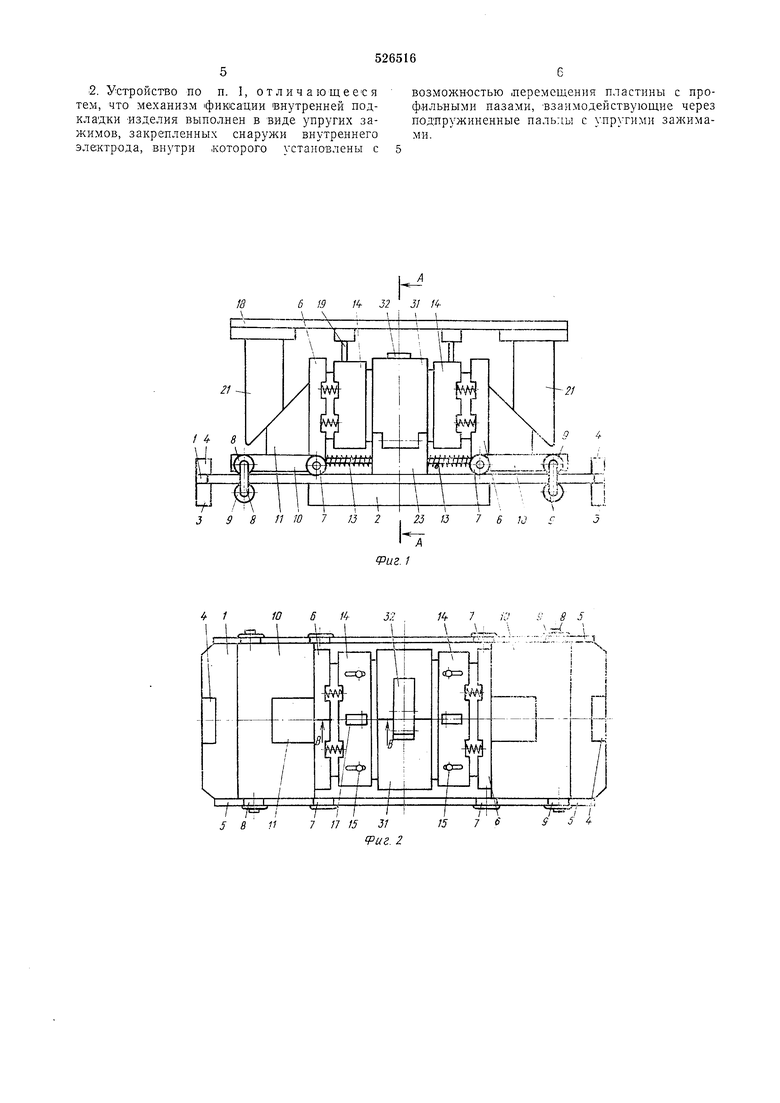
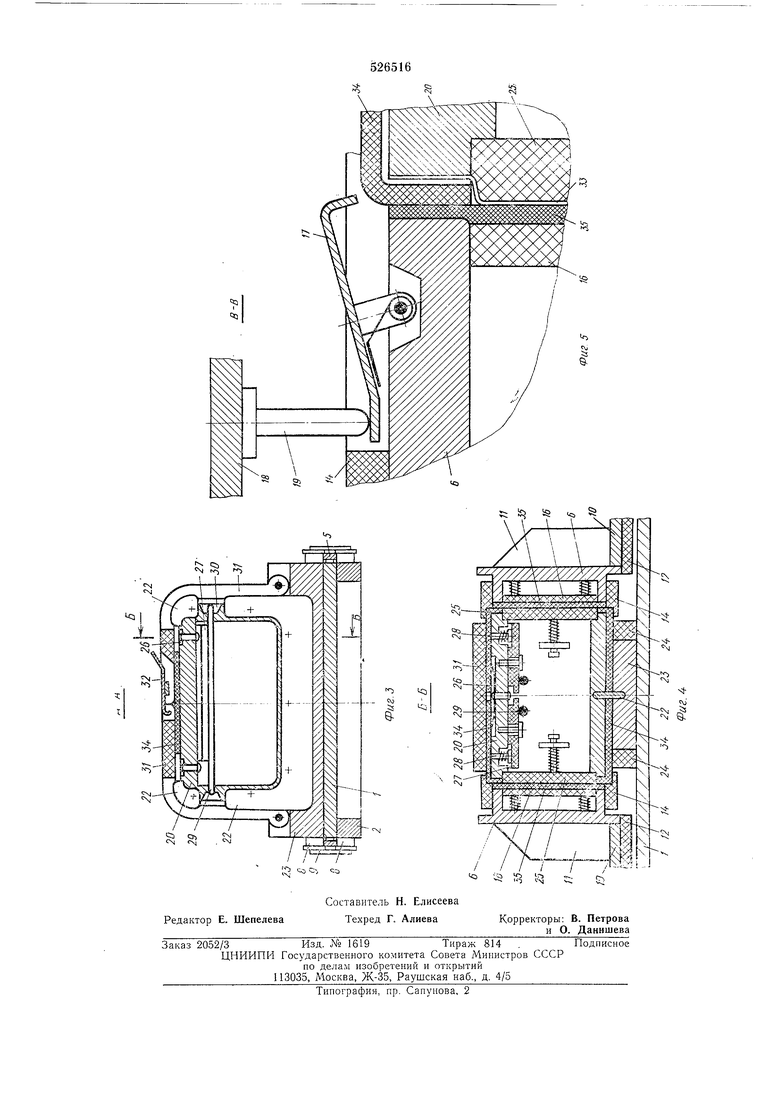
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 3; на ф|ИГ.
5 - разрез ио В-В на фят. 2.
Устройство содержит основание 1, к которому жестко прикреплен нижний электрод - опора 2, боковые опоры 3 и упоры 4, а также направляющие рейки 5, по которым перемещаются наружные электроды 6 посредством изоляционных одинарных роликов 7 и сдвоенных с помощью Пластины 8 роликов 9.
Верхние ролики 9 прикреплены к пластине 10, к которой жестко прикреплен наружный
электрод 6 и нижний клин И. К нижней поверхностп пластины 10 прикреплена изоляционная прокладка 12.
Наружные электроды 6 отжимаются посредством пружины 13 до упоров 4 и выполйены в виде рамки, на нарул ной поверхности которой располол ены подпружиненные прижимы 14, .выполненные из изоляционного материала, служащие для загибания краев ботана изделия. Для ограничения движения подпрул иненных прижимов Л4 служат пальцы 15, закрепленные на наружных электродах 6. Внутри наружных электродов 6 расположена подпружиненная пласт1ина 16 ,из изоляционного материала, для прижима боковой стенки изделия.
Для предварительной фиксации боковых стенок служат подпружиненные зажимы 17, закрепленные шарнирно на нарул пых электродах 6, а для вывода зажимов 17 из рабочего состояния служат смонтированные на верхней плите 18 пальцы 19. Для передвижения нарул ных электродов б и прижима их к внутреннему электроду 20 служат верхние клинья 21, закрепленные на верхней плите 18.
Внутренний электрод 20 выполнен в виде рамки, причем в средней части по его нарул :ному контуру закреплен фиксатор 22, служащий для установки и фиксации внутреннего электрода 20 в пазу опорной плиты 23, жестко закрепленной иа основании 1.
С двух сторон к плите 23 прикреплены изоляционпые прокладки 24, служащие упорами для пружии 13.
С двух противоположных сторон внутреннего электрода 20 расположены боковые поп,пружиненные прижимы 26, выполненные из изоляЦионБого материала.
Для установки термопластичной подкладки внутренних стенок изделия в устройстве слулчит механизм их фиксации, выполненный в виде упругих зажимов 26, закрепленных снарулчи внутреннего электрода 20, внутри которого установлены с возможностью перемещения пластины 27 с лро фильными пазами, взаимодействующие через подпружиненные пальцы 28 с упругими зажимами 26. К пластинам 27 лсестко прикреплены стерл ни 29, а в корпусе внутреннего электрода выполнены пазы 30.
Фиксация в устройстве внутреннего электрода 20 и к нему ботана изделия осуп ествляет1ся посредством прижимных рычагов 31, шарнирно закрепленных в плите 23, концы которых 1снабл ены замыкающим механизмом ,32.
Устройство ра-ботает следующим образом.
Под действием 13 боковые электроды 6 отведены до упоров 4. Замыкающий механизм 32 открыт « 1рычаги 31 разведены, а внутренний электрод 20 вынут из устройства. Нажимают на один из стерл ней 29 и при этом головки пальцев 28 выходят из паза пластины 27 и, скользя по ее поверхности, отжимают зажим 26.
Укладывают верхний «рай одной термопластиной подклад ки 33 изделия под зажим 26 и нал имают на один из стержней 28. При этом головки пальцев 28 скользят по профильному пазу пластины 27 и зажимы 26 зажимают край подкладки.
4
Аналогичным образом фиксируется термопластичная стенка подкладки 33 с другой стороны внутреннего электрода 20. Одевают ботан 34 изделия на внутренний элактрод 20 таким образом, чтобы фиксатор 22 попал в разрез ботана 34. Внутренний электрод 20 с ботаном 34 вставляют в плиту 23 так, чтобы фиксатор 22 попал в паз плиты 23 и замыкающим механиз.мом 32 фиксируют рычаги 31.
Боковые стенки 35 изделия предварительно фиксируют на наружных электродах 6 посредством подпружиненных зажимов 17.
Все устройство помещается под пресс. Опускается плита пресса и при этом верхние клинья ,21, скользя по нижним клиньям 11, перемещают нарул ные электроды 6 к центру. Подпружиненные 14 загибают края ботана 34 изделия .на внутренний электрод 20, а боковые подпружиненные прижимы 25 прижимают боковую стенку 35 изделия к наружным электродам 6 и при дальнейшем опускании верхней плиты 18 пальцы 19 отжимают зажимы 17.
Включается подача тока высокой частоты от генератора и происходит сварка изделия. После этого отводится плита пресса, клинья 21 и 11 выходят из зацепления, наружные электроды 6 отводятся в стороны до уноров 4. Открывают замыкающий механизм 32, разводят рычаги i31. Внутренний электрод вместе с изделием вынимают из устройства и изделие удаляют.
Конструктивное выполнение указанного устройства позволяет повысить производительность за счет обеспечения возмол ности сварки нескольких швов.
Ф о .р м л а и 3 о б р е т е н и я
1. Устройство для изготовления кожгалантерейного изделия методом сварки токами высокой частоты, содержащее основание, установленные на нем внутренний электрод и наружные подпрул иненные электроды ,с подпрул иненными прижимами краев заготовки, верхнюю плиту с клипьями, взаимодействующими с нарул :нь ми электродами, и шарнирно смонтированные на опорной йлите основания прил :имнь е рычаги, отличающееся тем, что, с целью повышения производительности за счет обеспечения возможности сварки нескольких швов, внутренний электрод выполнен в виде рамки, снабл енной закрепленным по ее наружному контуру фиксатором, подпружиненными боковыми прижимами и м-еханизмо.м фиксации внутренней подкладки изделия, причем концы прижимных рычагов снабжены замыкающим механизмом, а на верхней подвижной плите закреплены пальцы, взаимодействующие с подпрул иненными прижимами, ша.рнирно установленными на наружных электродах.
2. Устройство по п. 1, отличающееся тем, что механизм фиксации внутренней подкладки изделия выполнен в виде упругих зажимов, закрепленных снаружи внутреннего электрода, внутри которого установлены с
возможностью .перемещения пластины с профильными пазами, взаимодействующие через подпружиненные пальлы с упругими зажимами.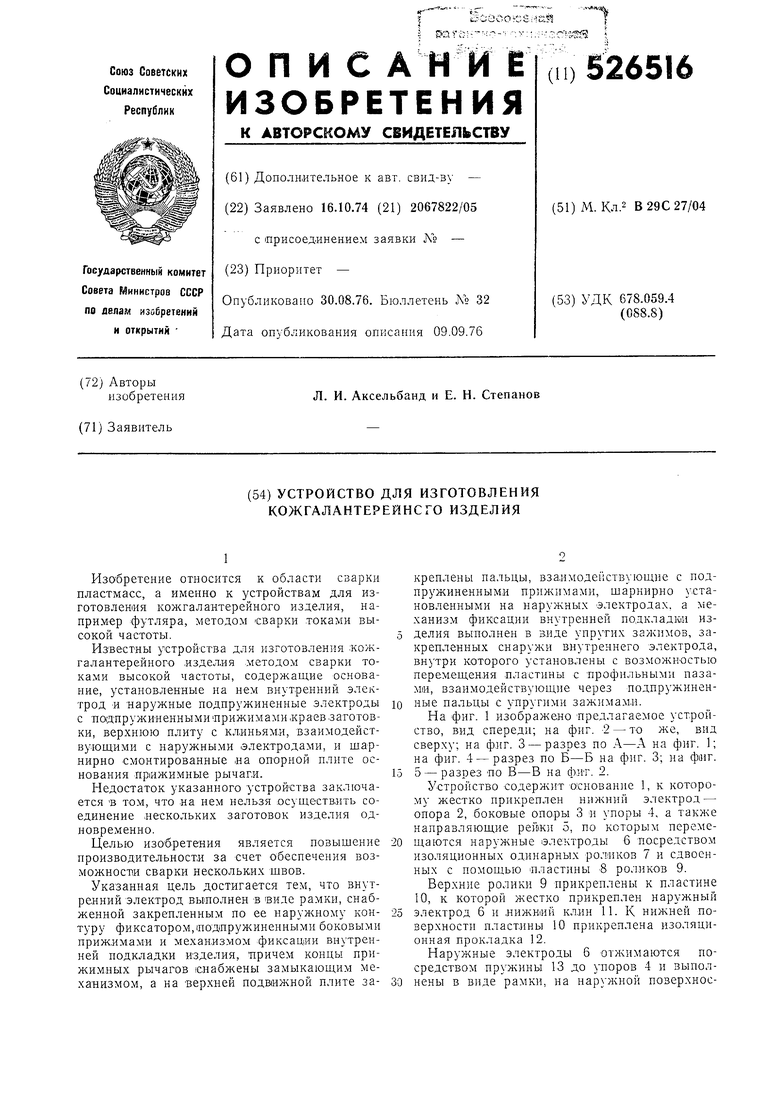
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1974 |
|
SU510375A1 |
| Приспособление для изготовления кожгалантерейного изделия | 1975 |
|
SU613914A2 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU516535A1 |
| Приспособление для соединения деталей кожгалантерейных изделий | 1973 |
|
SU512990A1 |
| Устройство для изготовления кожгалантерейных изделий | 1981 |
|
SU969665A1 |
| Устройство для изготовления кож-гАлАНТЕРЕйНОгО издЕлия МЕТОдОМСВАРКи ТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU846289A1 |
| Приспособление для изготовления кожгалантерейных изделий | 1971 |
|
SU479647A1 |
| Устройство для изготовления узла кожгалантерейного изделия | 1974 |
|
SU735564A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| Устройство для закрепления сепарации наэлЕКТРОдАХ ХиМичЕСКиХ иСТОчНиКОВ TOKA | 1979 |
|
SU828271A1 |
/10 Б «
г4
