(54) МНОГОМЕСТНЫЙ ПАТРОН
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместный патрон | 1977 |
|
SU733871A1 |
| Многоместный патрон | 1972 |
|
SU438502A1 |
| Многоместный патрон | 1981 |
|
SU952462A1 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| Моноколесо осевого компрессора и ротор компрессора низкого давления авиационного газотурбинного двигателя | 2019 |
|
RU2740442C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2392091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Ротор турбины низкого давления (ТНД) газотурбинного двигателя (варианты), узел соединения вала ротора с диском ТНД, тракт воздушного охлаждения ротора ТНД и аппарат подачи воздуха на охлаждение лопаток ротора ТНД | 2018 |
|
RU2684355C1 |
| РАБОЧЕЕ КОЛЕСО ТУРБОМАШИНЫ | 1998 |
|
RU2146767C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РОТОРА ГАЗОВОЙ ТУРБИНЫ | 2010 |
|
RU2443869C2 |
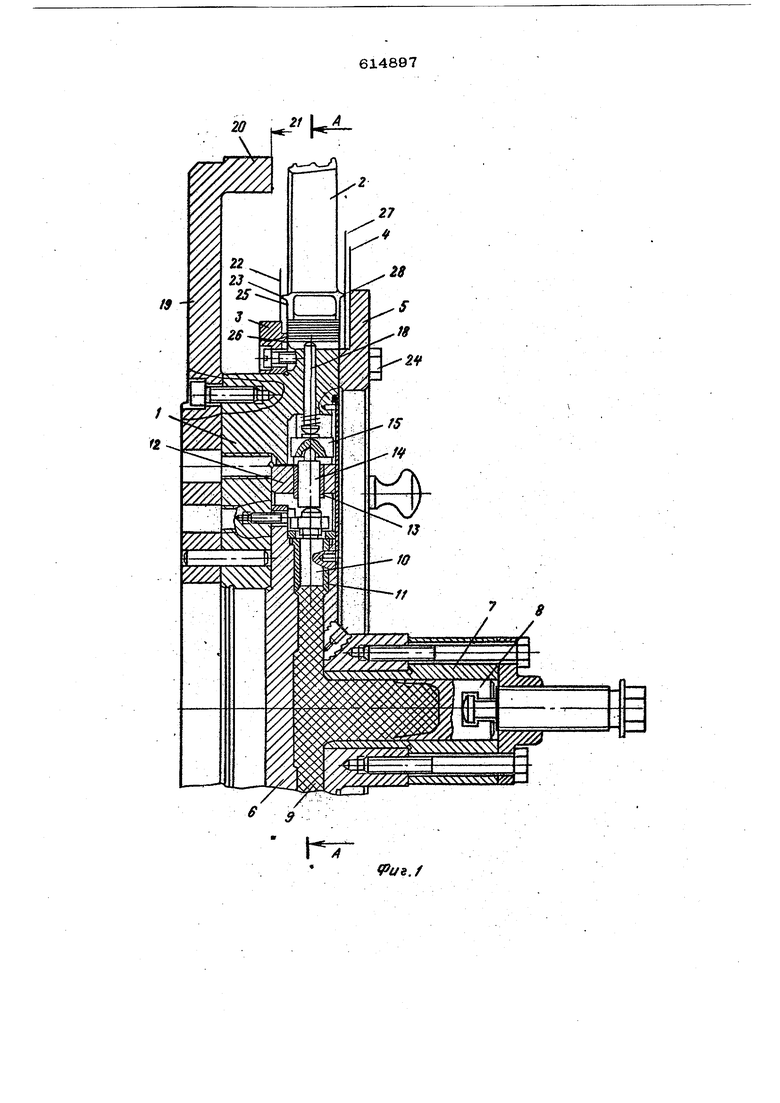
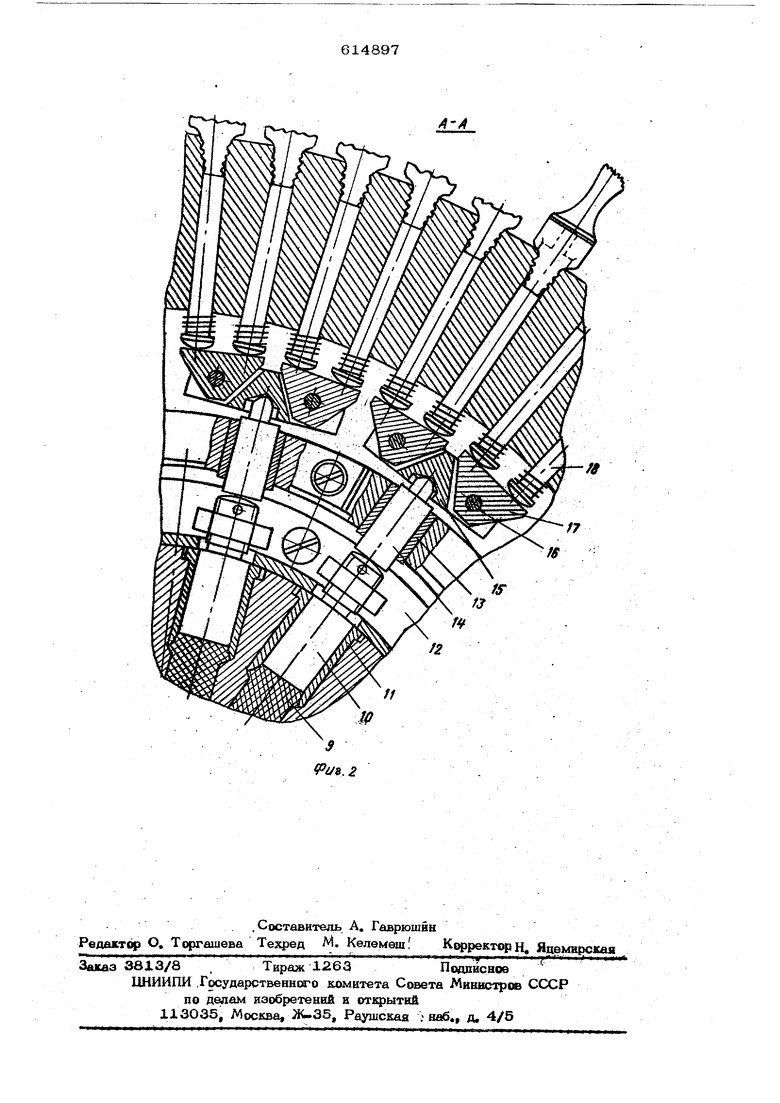
}:1зо6ретение относится к области станн костроения и может быть использовано рри обработке лопаток турбин на станках 1гокврвой группы. Иавестны многоместные патронь дпя обработки бандажа н попок замка лсшаток 1урбвны, на плайшайбе которых смонтиро- Ьаны базирующие апементы, например елочные установки замковой лопатки Недостатком известных патронов $шляе1 ся низкая точность установки лопаток а базирующих элементах планшайбьг.ч Предлагаемое устройство обеспечивает высокую точность установки лопаток а также быстрое и надежное их закрепление С этой целью, оно снабжено опорным съемным кольцом, базирующим лопатки в рсевом направлении, и распевными апеме амн, установленными в корпусе с возмше Гостью радиального перемещения и.пре назначенными для взаимодействия с замкб выми частями лсшаток. На фиг. 1 представлен многоместный патрон, осевой разрез; на фиг. 2 - разрез по на фиг. 1. Многоместный патрон содержит плавщайбу 1, по ее периферии расположены базирующие элементы (елочные пазы), в Которых обрабатываемые лопатки 2 уствч наш1иваются по профшгю елочного замка до упора передним (или задним) торцом замка в опорную плоскость жестко за1фе1 lieHHoro кольца 3. Установка лопатки в рсевом положении для обработки переднегЬ i(ifflH заднего) Ttqjua замка осуществляется относительно базовой поверхности 4 рао положенной на торце съемного кодьаа 5. Ь радиа/шном направлении лопатка фиксируется при помощи разжимного мехвнизм(« f.opnyc 6 которого за1феплен на плашиайбе I.В корпусе механизма размещены цилиндр ,7 с порщнем 8 а замкнутый объем ynpyri го материала 8 (наприкюр, гидропласта), расподоженяого между поршнем 8 я плунжерами 10, перемещающимися во втулке II,К планшайбе 1 крепится кольцо 12 с втулками 13 н штоками 14, На сфер ческих выступах штоков 14 расположены ic возможностью свободного покачивания ксн ромысла 15, в которых на штифтах 16 расположены двуплечие рычаги 17, взаимр действуюшве с подпружиненными зажимам IS, передающими усилие зажима на обрач батыв емые лопатки 2, На планшайбе 1 жестко за1феш1ены Габаритные планки 19, на которых вы- попнены KOHTponbHbie поверхности 20, 21 для: преведения замеров, при обработке наружных диаметров и торцов лабиринтных уплотнений лопаток. Патрон работает следующим образом. Лопатки р предварительно обработанной установочной поверхностью 22 передней попки замка 23, совпадающей с конструкт торской базой (на фиг. 1 - лопатки для этого попожения должны быть установлены перевернутыми на , устаыавли вают в базирующие элементы планшайбы 1 к прикрепляют к ней при помощи болтоЬ 24 объемное кольцо 5. Затем лопатки сдвигают вправо вдоль оси елочного паза до упора поверхностью 22 передней полхи замка 23 в базовую поверхность 4, расположенной на торце кольца 5, тем самым совмещая установочные поверхноо тн с конструкторсйоЙ базой, что приводит к уменьшению технологических припускда при обработке торцов, замков и бандажны полок. Установленные в осевом положении лон патки закрепляются подпружиненными зажимами 18, усилие которых направлен. нов от центра патрО1Ш вдошь радиуса но кшочает влияние радиальных зазоров ме;н ду елочными замками лопаток и базирую щими элементами планшайбы на оконч тельшлй размер наружного диаметра лабиринтных уплотнений и внутреннего диаметра полок замка при их с работке. Усилие закрепления от поршня 8, разч мешенном в цилиндре 7, упругого материала 9 (гидропласта} равно ерно через плунжеры. 1О, штоки 14 в свободно покачивающиеся коромысла IS передается заи сифтованным .; двуплечим рычагом 17. на KOTOpbix размещеЕШ раввораспопожевк ные по окружности подпружиневвые ааж мы 18, Демонтировав съемвое кольцо &, npt изводят обработку цередвего торце 25 замка. После обработки перва№№о замка хаугорь1& для дальнейшей обработка выбг ран за базовыйуЛ(шатяи освобождают от закрепления, извлекают вз базируюшвя аламектов ялавшайбы 1 в, перевернув ах на 180°, устававливают обратно до упо- ра обработаввой поверхностью в плоскость 26 жестко закреоленного кошьцй 3 н закрепляют оодпруживеввымн зажимамв. В ,Ьлучае, если уставовочвЫ1 поверхностыо вдоль осв замка является торед 27 за ;ней полкв замка 28 у ставовка лопаток аналогична. Таким образом, лстатки имеют жесть кий освво& упор н завреплевы в радиальх | ном направлении, благодаря чему возмож ва обработка с одвс установки торцов бандажных полок, наружного диаметра в торцов лаёвринтых уплотнений, а также полок в торцов замка. Формула взобретенвя Многоместный патров для обработкв бандажа в попок замка лопаток турбины, на планшайбе которого смонтированы базирующие элементы, например елочные пазы для установки замковой части лопат ки, о т л и ч а ю щ в и с я тем, что, с целью повышения точности установки лопаток, патрон снабжен опорным сьемвым кольцом, базирующим лопатки в осевом направленвв, и распорвымв элементамв, установленными в корпусе с возможностью радиальвсяго перемещения в предназначен ными для взаимодействия с замковыми чаотями лопаток. Источники информации, прввятые во внимание прв экспертизе: 1, Авторское свидетельство №438502. кл. В 23 В 31/32, 1972.
иг./
АА
/f
/7
№
