Изобретение относится к производству газотурбинных двигателей (ГТД), турбонасосов, вентиляторов, турбокомпрессоров и других лопаточных машин, изготавливаемых с применением профилешлифовальных автоматов с устройством числового программного управления (УЧПУ), адаптивной системой управления (АдСУ), микро- и мини-ЭВМ.
Известен способ изготовления лопаточной машины путем профильного шлифования на шлифовальных центрах хвостовиков и полок рабочих лопаток ротора турбины газотурбинных двигателей (Werkstatt und Betrieb, 116/1988/6, с. 323-329).
Недостатком этого способа является раздельное шлифование, контроль и лазерное упрочнение ротора и статора вне профилешлифовального автомата или обрабатывающего центра, что ведет к неизбежным погрешностям при их изготовлении или высокому проценту брака из-за невозможности его исправления.
Наиболее близким аналогом к предлагаемому техническому решению является способ изготовления лопаточной машины, включающий предварительную сортировку лопаток по их механическим и химическим свойствам, механическую обработку замковых соединений елочного типа в лопатках и пазах дисков путем шлифования с последующим деформационно-упрочняющим или лазерным воздействием на них от единых конструкторско-технологических баз с одной установки изделия, установку в пазах дисков рабочих лопаток и вытягивание их в пределах радиального зазора между деталями ротора и статора с последующим шлифованием торцевых поверхностей лопаток (патент РФ N 2047464, МПК6 B 24 B 1/00, оп. 10.11.95 г. , БИ N 31, 1995, прототип).
Недостатком способа является невозможность исправления дефектов шлифования на сопрягаемых поверхностях замковых соединений лопаток с дисками, торцовых шлицевых соединений Хирта между дисками разных ступеней роторов, концевых, лабиринтных и профильных соединений лопаток статора с корпусом и рабочими лопатками машины непосредственно на профилешлифовальном станке по результатам автоматического контроля с помощью повторного шлифования и/или лазерного разупрочнения
Известен шлифовальный станок с числовым программным управлением (ЧПУ) для обработки различных поверхностей деталей, содержащий станину со столом, размещенным на ней с возможностью продольного перемещения, приспособление для закрепления обрабатываемых деталей, установленное на столе с возможностью перемещения, вертикальную стойку с установленными на ней с возможностью врезного поперечного перемещения двумя шлифовальными бабками со шпинделями, на каждом из которых установлены по меньшей мере два шлифовальных круга различного диаметра и профиля (патент DE N 3005606, МПК7 B 24 B 7/02, оп. 20.08.1981 г., прототип).
Недостатком известного шлифовального станка является отсутствие возможности одновременно осуществлять обработку, контроль и упрочнение замковых, шлицевых и профильных соединений лопаток, дисков и корпусов лопаточных машин, а также контроль прошлифованных профилей с исправлением выявленных дефектов непосредственно на станке.
Задачей, на решение которой направлены заявленные способ изготовления лопаточной машины и шлифовальный станок, является повышение КПД лопаточной машины путем стабилизации радиального зазора между лопатками и корпусом машины, между лопатками ротора и статора в осевом и меридиональном (угловом) положении относительно пазов в ободе диска и между торцами дисков при уменьшении расхода энергии и снижении вредных выбросов в окружающую среду.
Задача решается тем, что в способе изготовления лопаточной машины, включающем предварительную сортировку лопаток по их механическим и химическим свойствам, механического обработку замковых соединений елочного типа в лопатках и пазах дисков путем шлифования с последующим деформационно-упрочняющим воздействием на них от единых конструкторско-технологических баз с одной установки изделия, установку в пазах дисков рабочих лопаток и вытягивание их в пределах радиального зазора между деталями ротора и статора с последующим шлифованием торцевых поверхностей лопаток, лопатки ротора и лопатки статора шлифуют от одних конструкторско-технологических и измерительных баз с одной установки изделия с возможностью обеспечения при сборке заданных пределов осевого зазора, угловых шагов или меридиональных зазоров между смежными лопатками каждой ступени ротора и статора, при этом сопрягаемые профильные поверхности газовоздушного тракта в радиальном, осевом и меридиональном направлениях и между наружными поверхностями входных и выходных кромок, спинки, корыта и внутренними полостями полых охлаждаемых лопаток и дисков шлифуют в интервале рабочих температур с учетом перепада температур в соответствующих сечениях, а также в интервале рабочих и температурных напряжений для конкретных ступеней с учетом перепада напряжений в зоне их концентрации, причем значения указанных параметров выбирают в соответствии с их величиной при эксплуатации изделия.
Деформационно-упрочняющее воздействие можно осуществлять гидроабразивной струей, включающей частицы шлифовального шлама обрабатываемого материала каждой ступени изделия, после сборки изделия при вращении ротора.
Шлифование лопаток ротора и статора от одних конструкторско-технологических и измерительных баз с одной установки изделия с возможностью обеспечения при сборке заданных пределов радиального осевого зазора, угловых шагов или меридиональных зазоров между смежными лопатками каждой ступени ротора и статора, а также шлифование сопрягаемых поверхностей газовоздушного тракта в интервале рабочих температур с учетом перепада температур в соответствующих сечениях, а также в интервале рабочих и температурных напряжений для конкретных ступеней с учетом перепада напряжений в зоне их концентрации, позволяет осуществлять разупрочнение или упрочнение прошлифованных профилей с более высокой точностью и улучшенными характеристиками параметров качества поверхностного слоя лопаток. Повышение контактной, длительной и усталостной прочности упрочненных поверхностей сопрягаемых профилей увеличивает несущую способность замковых и шлицевых соединений при одновременном обеспечении высокой стабильности вышеуказанных зазоров в сопрягаемых элементах, узлах и модулях проточной части лопаточных машин, что позволяет в итоге повысить КПД. Возможность обеспечения тренированности материалов приповерхностных слоев в зоне концентрации напряжений при регламентации температурных градиентов повышает термоусталостную долговечность основных высоконагруженных деталей, узлов и модулей ГТД.
Задача решается тем, что известный шлифовальный станок с числовым программным управлением для обработки различных поверхностей деталей, содержащий станину со столом, размещенным на ней с возможностью продольного перемещения, приспособление для закрепления обрабатываемых деталей, установленное на столе с возможностью перемещения, вертикальную стойку с установленными на ней с возможностью врезного поперечного перемещения двумя шлифовальными бабками со шпинделями, на каждом из которых установлены по меньшей мере два шлифовальных круга различного диаметра и профиля, снабжен устройством для контроля шлифуемых поверхностей, дополнительными стойками, установленными на столе с возможностью взаимодействия с приспособлением для закрепления обрабатываемых деталей, элементами для направления смазочно-охлаждающей жидкости, выполненными в виде крестовины, размещенной в указанных стойках с возможностью поворота вокруг оси, при этом приспособление для закрепления обрабатываемых деталей выполнено в виде установленной с возможностью поворота крестовины, на каждом выступе которой размещены узлы фиксации обрабатываемых лопаток с возможностью одновременного синхронного поворота вокруг собственных продольных осей симметрии каждого ряда гнезд в каждом выступе крестовины, ось симметрии которой совмещена с осью поворота приспособления.
Устройство для контроля шлифуемых поверхностей может быть расположено непосредственно за зоной обработки в герметичном кожухе с лотком для отвода смазочно-охлаждающей жидкости.
Шлифовальный станок может быть снабжен средством для деформационного упрочнения деталей ротора.
Кроме того, устройство для контроля шлифуемых поверхностей и средство для деформационного упрочнения могут быть совмещены друг с другом.
При этом устройство для контроля шлифуемых поверхностей, в частности елочного профиля хвостовика лопатки или межпазового выступа (на ободе диска ротора), может быть выполнено в виде размещенных на корпусе в направляющих каретки измерительных наконечников с контактными поверхностями, попарно параллельными между собой и перпендикулярными направляющим поверхностям наконечников, и с упорами, размещенными между парами контактных поверхностей, при этом измерительные наконечники снабжены установленными на их концах калиброванными шариками разного диаметра в количестве, равном числу контролируемых параметров, а на противоположных концах - одноразмерными калиброванными элементами, опорные торцы которых расположены в плоскостях, параллельных контактным поверхностям, причем измерительные наконечники установлены с возможностью вращения вокруг своей продольной оси, а упоры выполнены в виде поворотных втулок с возможностью их фиксации на направляющих поверхностях измерительных наконечников.
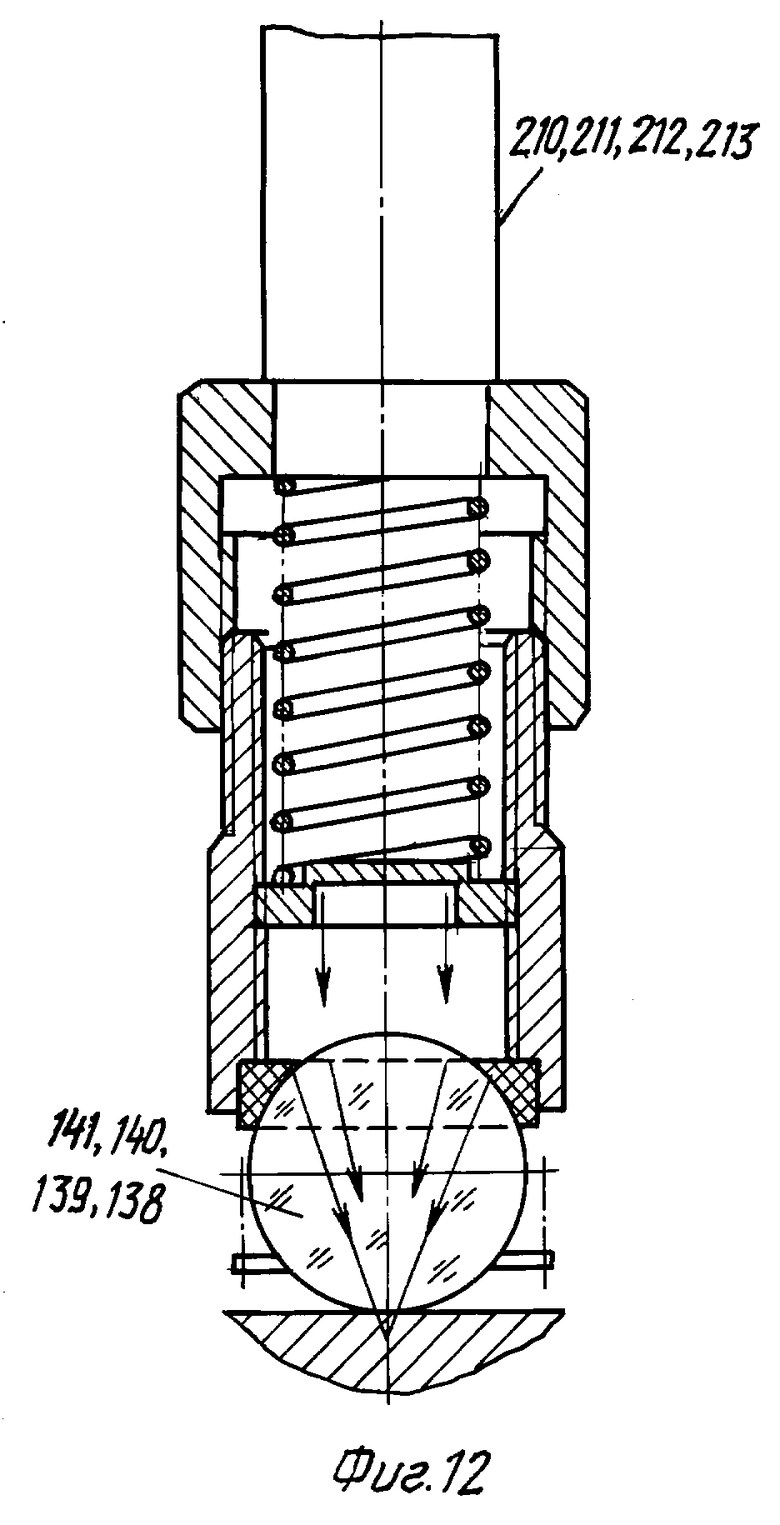
Наконечник может быть выполнен в виде стержня, на котором жестко закреплен калиброванный шарик, изготовленный из оптически прозрачного теплостойкого материала типа сапфира или рубина и связанный с импульсным излучателем лазерного генератора, сфокусированным в зоне контакта каждого из калиброванных шариков.
Выполнение шлифовального станка с устройством для контроля шлифуемых поверхностей, дополнительными стойками, установленными на столе с возможностью взаимодействия с приспособлением для закрепления обрабатываемых деталей, элементами для направления смазочно-охлаждающей жидкости (СОЖ), выполненными в виде крестовины, размещенной в указанных стойках с возможностью поворота вокруг оси, выполнение приспособления для закрепления обрабатываемых деталей в виде установленной с возможностью поворота крестовины, на каждом выступе которой размещены узлы фиксации обрабатываемых лопаток с возможностью одновременного синхронного поворота вокруг собственных продольных осей симметрии каждого ряда гнезд в каждом выступе крестовины, ось симметрии которой совмещена с осью поворота приспособления позволяет сконцентрировать ряд операций на одном станке и достичь единства конструкторско-технологических и измерительных баз. При этом процесс контроля прошлифованных профилей, исправления дефектов шлифования с последующим деформационным воздействием при упрочнении (разупрочнении) ведут от тех же баз на том же станке с обеспечением минимальных погрешностей позиционирования порядка нескольких микрометров, то есть точности, ранее не достижимой.
Впервые на одном станке появляется возможность проводить обработку, контроль, упрочнение замковых, шлицевых и профильных соединений лопаток, дисков и корпусов лопаточных машин с последующим контролем прошлифованных профилей, исправлением дефектов непосредственно на станке по результатам автоматического контроля, упрочнением локальных зон с концентраторами напряжений на деталях ротора и/или статора ГТД.
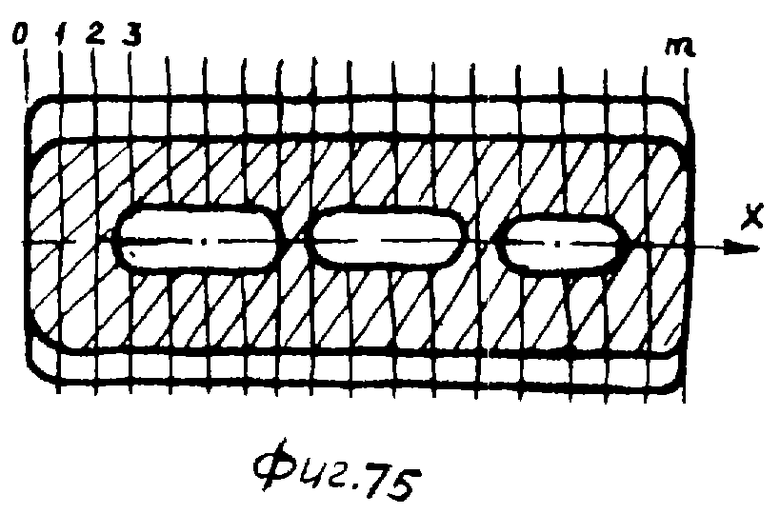
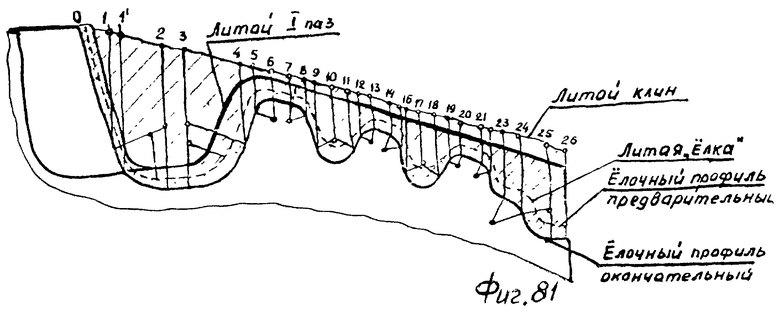
На фиг. 1 показаны межпазовые выступы на ободе диска ротора турбины и шлицы на торце втулочной части ступицы диска, выполненные по предлагаемому способу на предлагаемом станке;
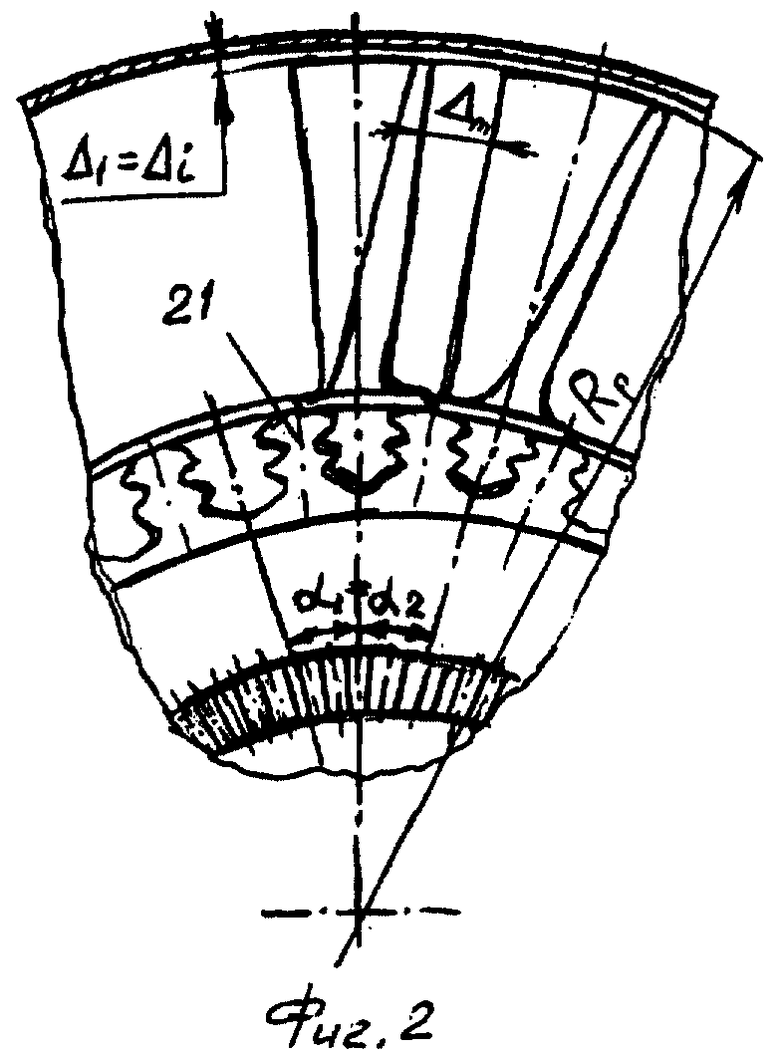
- фиг. 2 - пазы елочного профиля между выступами гребней на ободе диска с фиг. 1 выполнены по способу-прототипу, а пазы на дне впадин елочных пазов и на торцах втулочной части ступицы диска выполнены шлифованием;
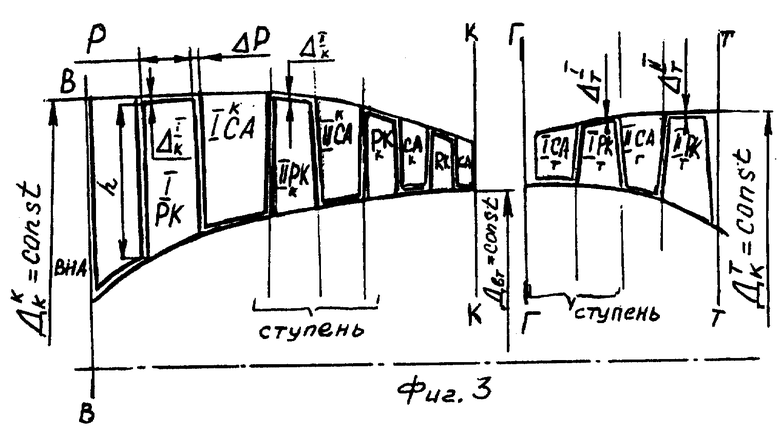
- фиг. 3 - схема проточной части многоступенчатой лопаточной машины - двухконтурного турбокомпрессора ГТД, где
В, К, Г, Т - сечения, соответственно проточной части на входе в компрессор, на выходе из него, перед турбиной и на выходе из нее;
РК - лопатки рабочего колеса ротора турбокомпрессора ГТД;
СА - лопатки соплового аппарата турбокомпрессора;
I, II - соответственно первая и вторая ступени ротора турбокомпрессора;
ВНА - входной направляющий аппарат;
P и ΔP - ширина лопаточного венца и осевой зазор между РК и СА;
h - длина пера лопаток ротора или статора;
Δ - радиальный зазор между торцами периферии пера лопаток РУК, СА;
- Дк, Дср, Двг - наружный, средний, втулочный диаметры РК;
- J1, J2, J3 угловой шаг (меридиональный зазор) между лопатками/пазами на ободе диска РК или между лопатками СА ГТД;
- RK - радиус РК ГТД;
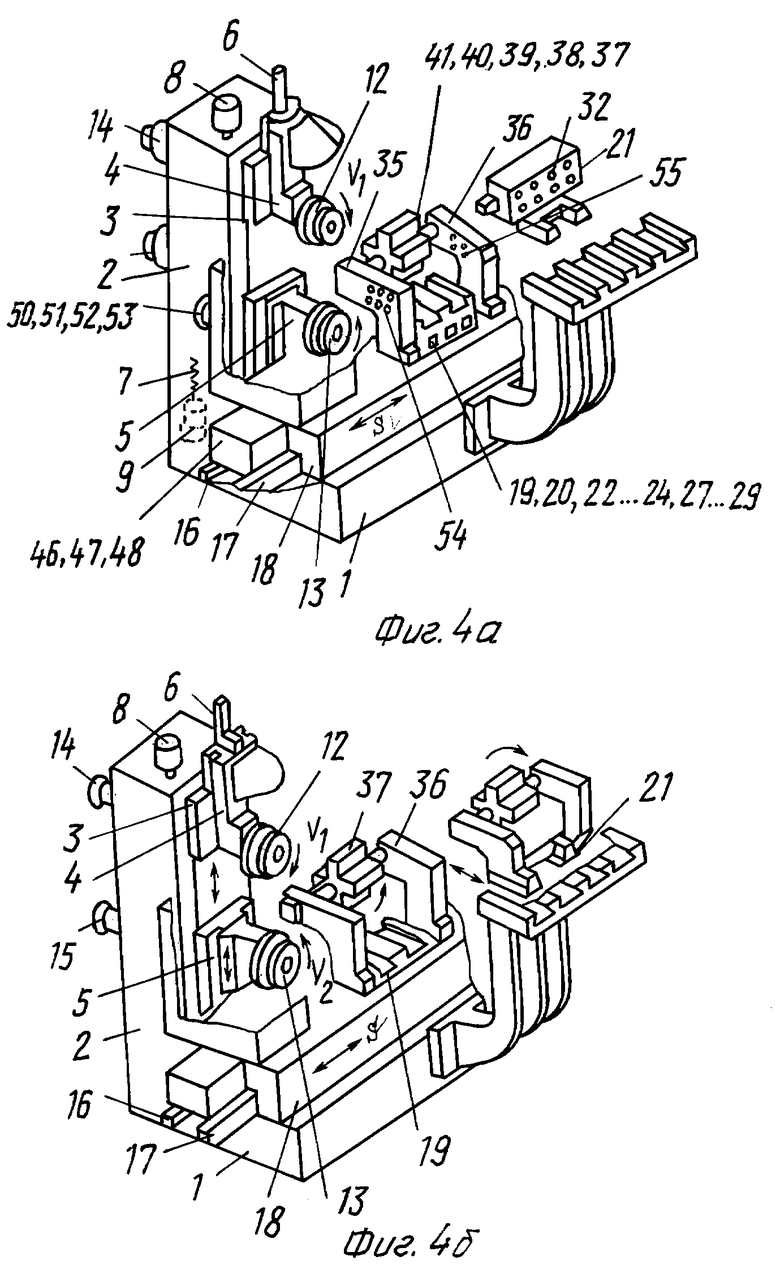
- фиг. 4 - общий вид станка в момент установки пары подвижных стоек крестовины держателя обрабатываемых заготовок типа лопаток ГТД в станочное приспособление на столе станины при разведенных блоках абразивных инструментов;
- фиг. 4а - общий вид станка в момент установки двухрядной кассеты с лопатками, закрепленными в поворотных втулках гнезд кассеты 21;
- фиг. 4б - момент установки многорядной многогранной крестовины держателя обрабатываемых заготовок типа лопаток или выступов диска;
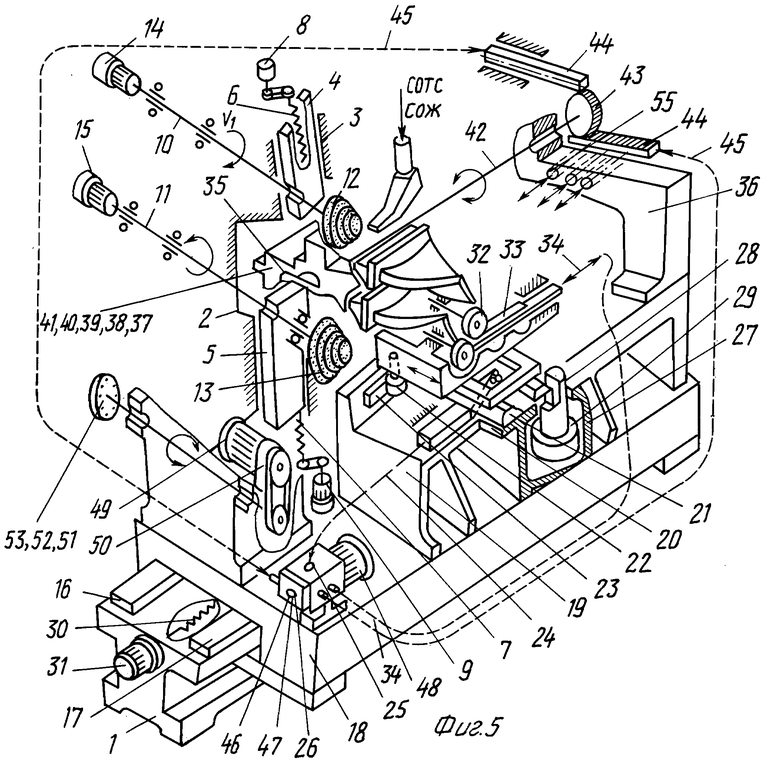
- фиг. 5 - упрощенная кинематическая схема станка с фиг. 4а;
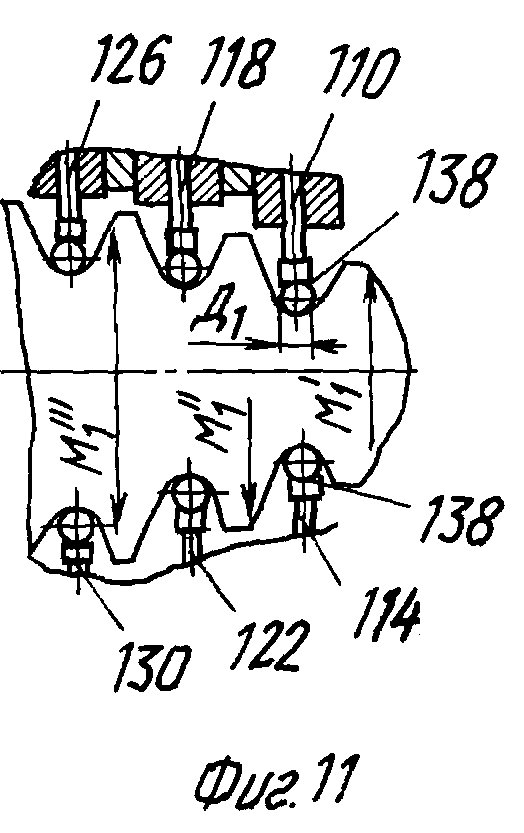
- фиг. 6 - 11 - устройство для автоматического контроля елочного профиля полого хвостовика охлаждаемой рабочей лопатки ротора турбины ГТД, установленное непосредственно за зоной шлифования;
- фиг. 6 - вид спереди, в разрезе - два противонаправленных ряда измерительных наконечников с калиброванными шариками разного диаметра, расположенными в елочных пазах полого хвостовика рабочей лопатки;
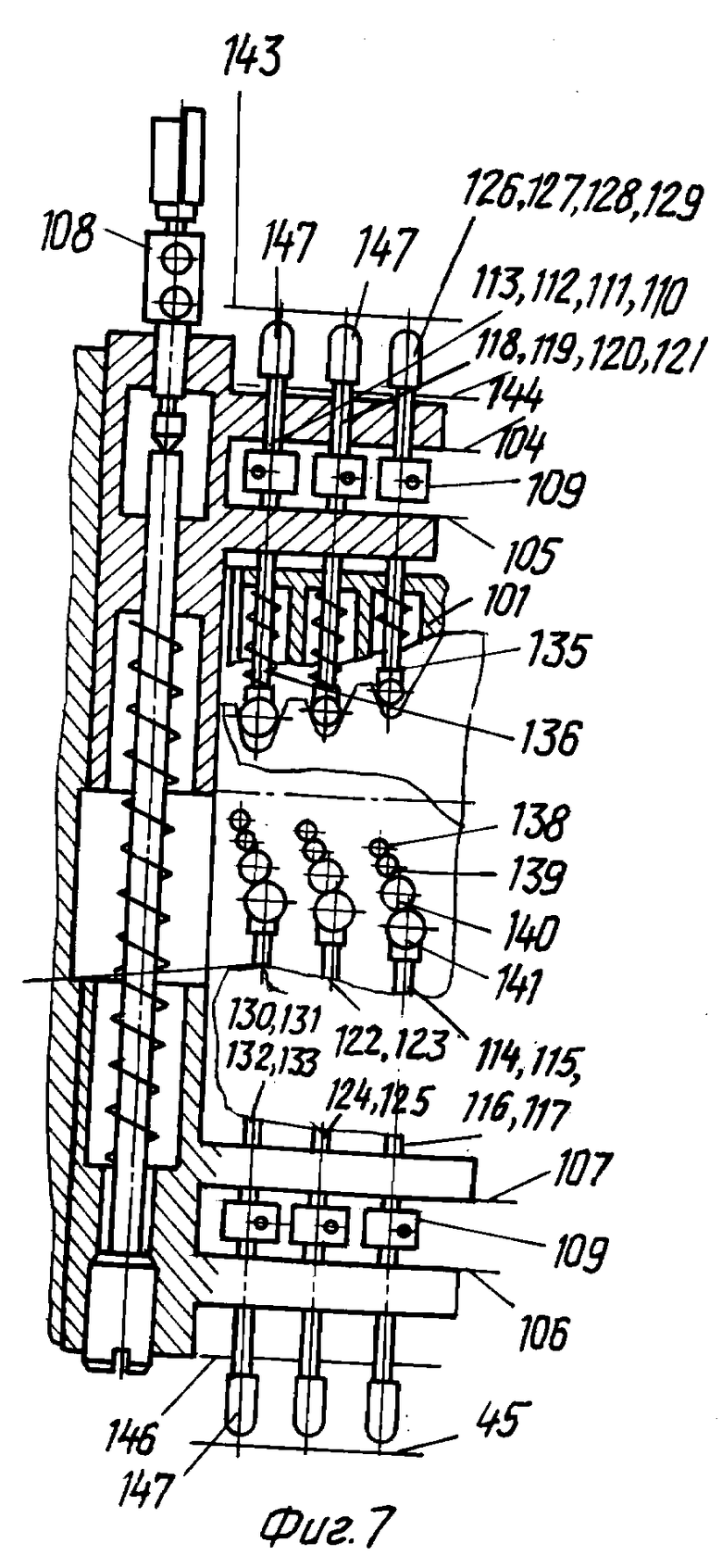
- фиг. 7 - вид сбоку в разрезе на фиг. 6 - устройство для контроля елочного профиля непосредственно на предлагаемом станке за зоной шлифования;
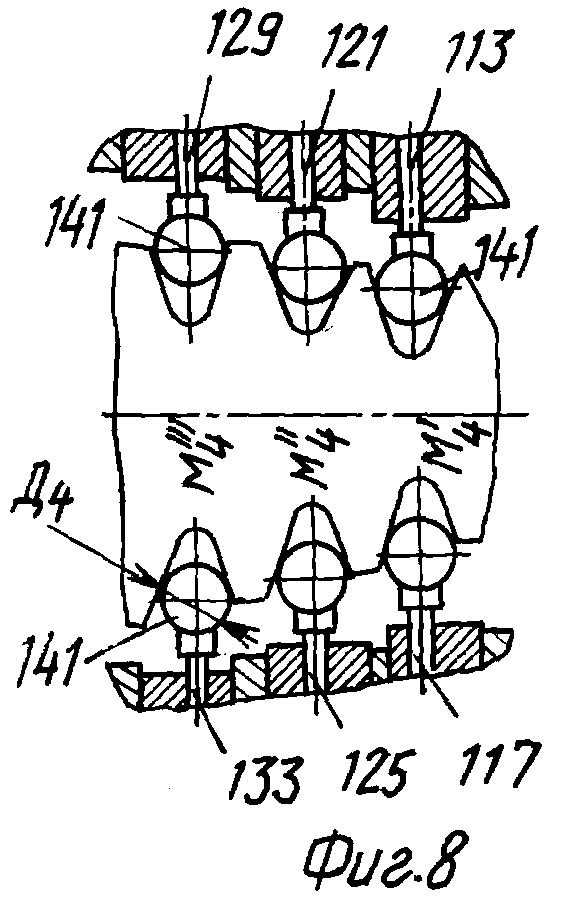
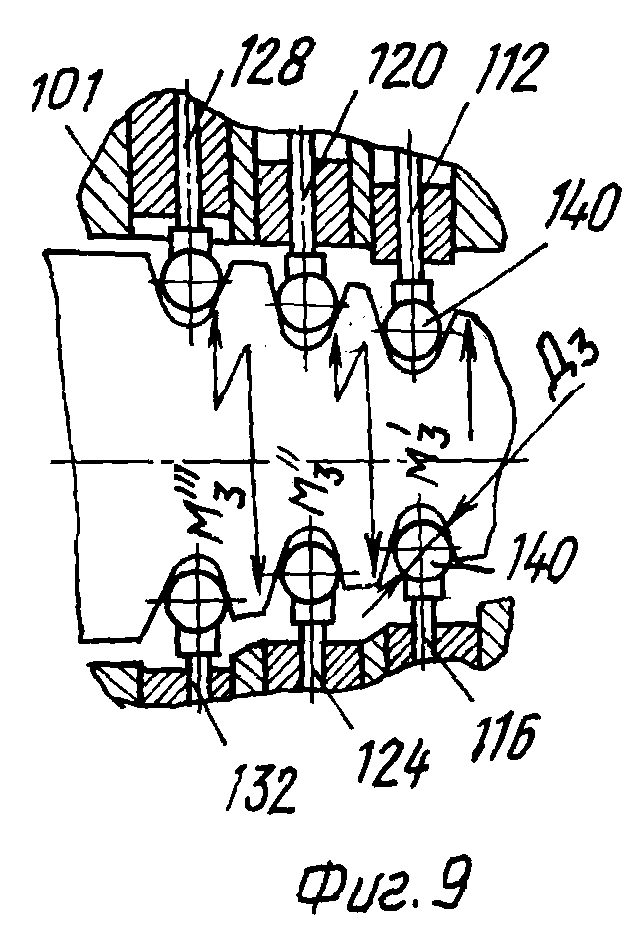
- фиг. 8-10 - поперечное сечение елочного хвостовика лопатки и/или межпазового выступа диска в момент контакта калиброванных шариков Д4, Д3, Д2, Д1, соответственно установленных на сферических концах измерительных наконечников 110-133 при измерении блочных размеров (по роликам) M1, М2, М3, M4;
- фиг. 11 - поперечное сечение с фиг. 8-10 в момент измерения по дну впадин минимального размера елочных пазов на хвостовиках лопаток и/или межпазовых выступов на ободе дисков ротора ГТД;
- фиг. 12 - продольный разрез калиброванного шарика из оптически прозрачного материала;
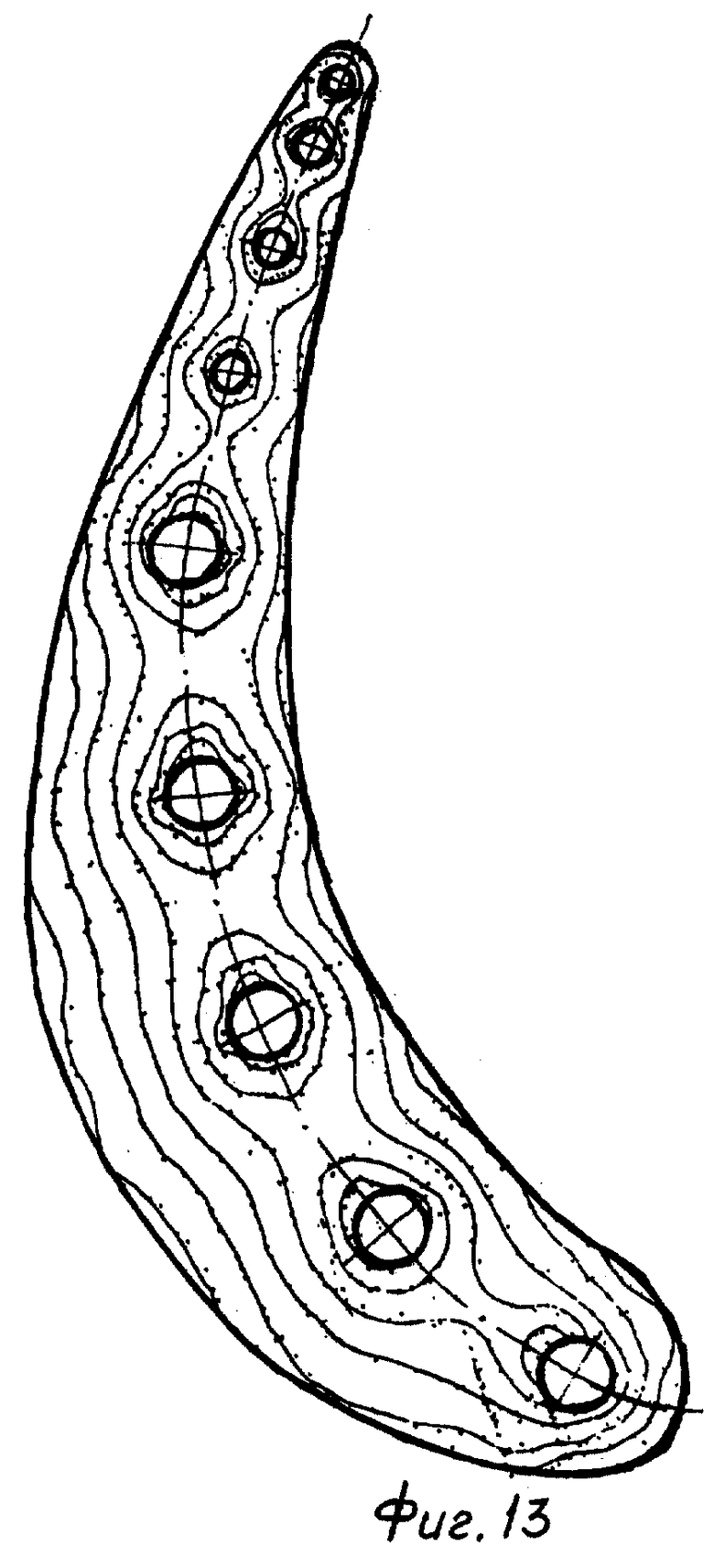
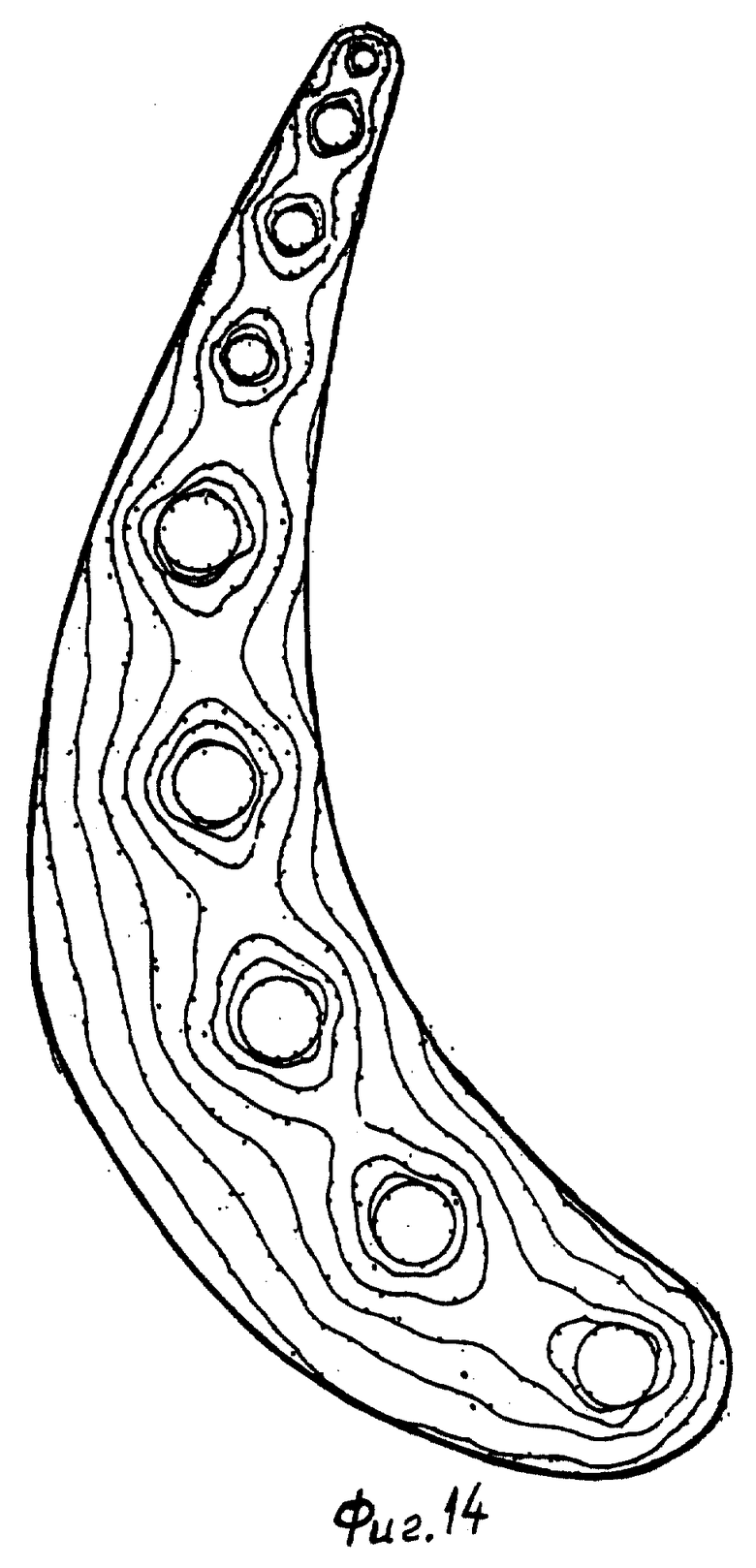
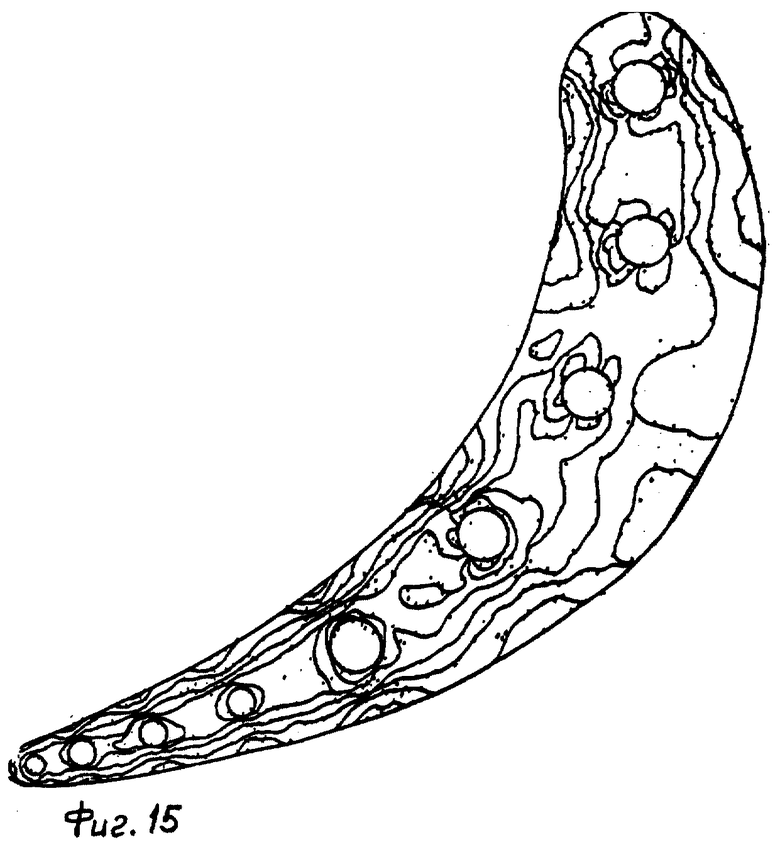
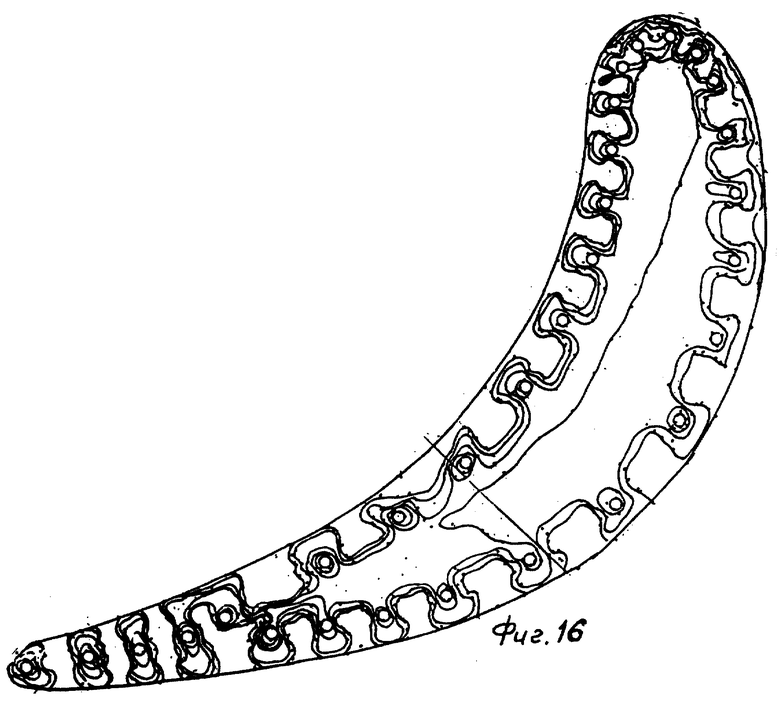
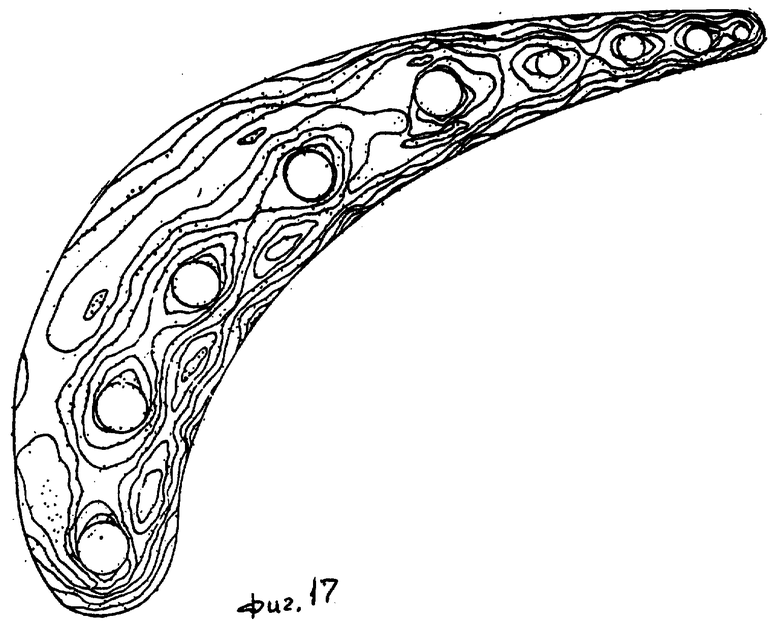
- фиг. 13 - 17- поперечное сечение полой охлаждаемой рабочей лопатки в момент нагрева при эксплуатации на экстремальных режимах и/или в момент изготовления с полями температур эксплуатации или шлифования;
- фиг. 13 - поле температур в поперечном сечении пера лопатки при расчете методом конечных элементов (МКЭ), число КЭ 1422;
- фиг. 14 - поле температур сечения пера лопатки при расчете температурного состояния методом элементарных тепловых балансов (МЭТВ);
- (МЭТВ), число элементов в сечении 711;
- фиг. 15 - изменение температуры поверхностного слоя по профилю пера лопатки и по окружности охлаждающих каналов при расчете температурного состояния по МКЭ при числе КЭ 1422;
- фиг. 16 - изменение интенсивности напряжений по поверхности пера и по окружности охлаждающих каналов при расчете по МКЭ, число КЭ 1422;
- фиг. 17 - интенсивность напряжений в сечении пера рабочей лопатки при расчете по МКЭ, число КЭ 1422;
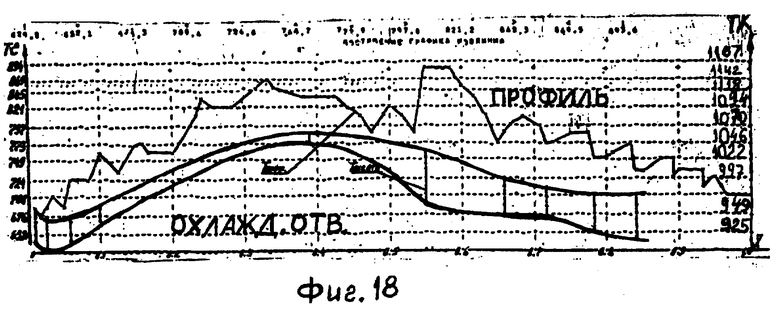
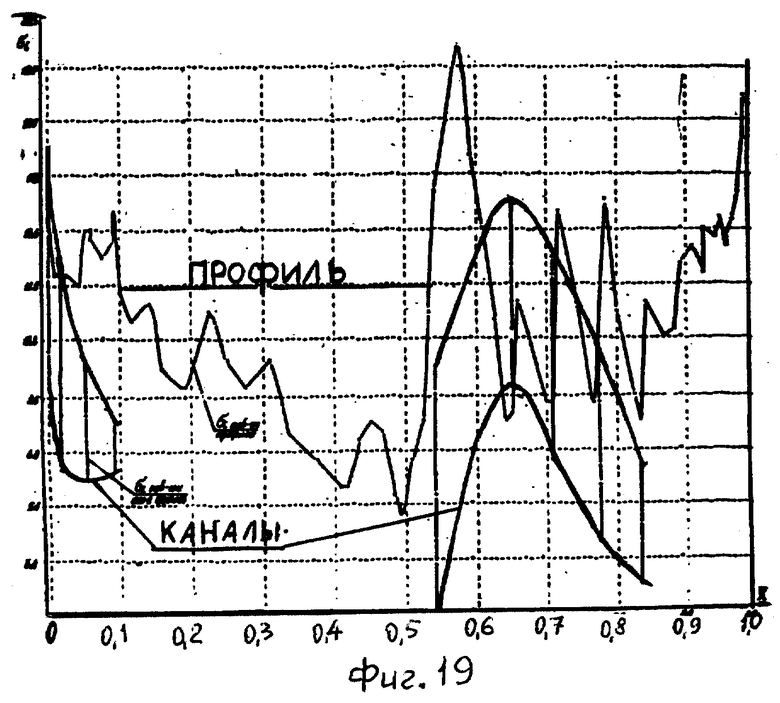
- фиг. 18 - изменение температуры поверхности металла со стороны действия газа и со стороны внутренней полости охлаждаемой лопатки;
- фиг. 19 - изменение напряжений на поверхности внутренней полости охлаждаемой лопатки 4;
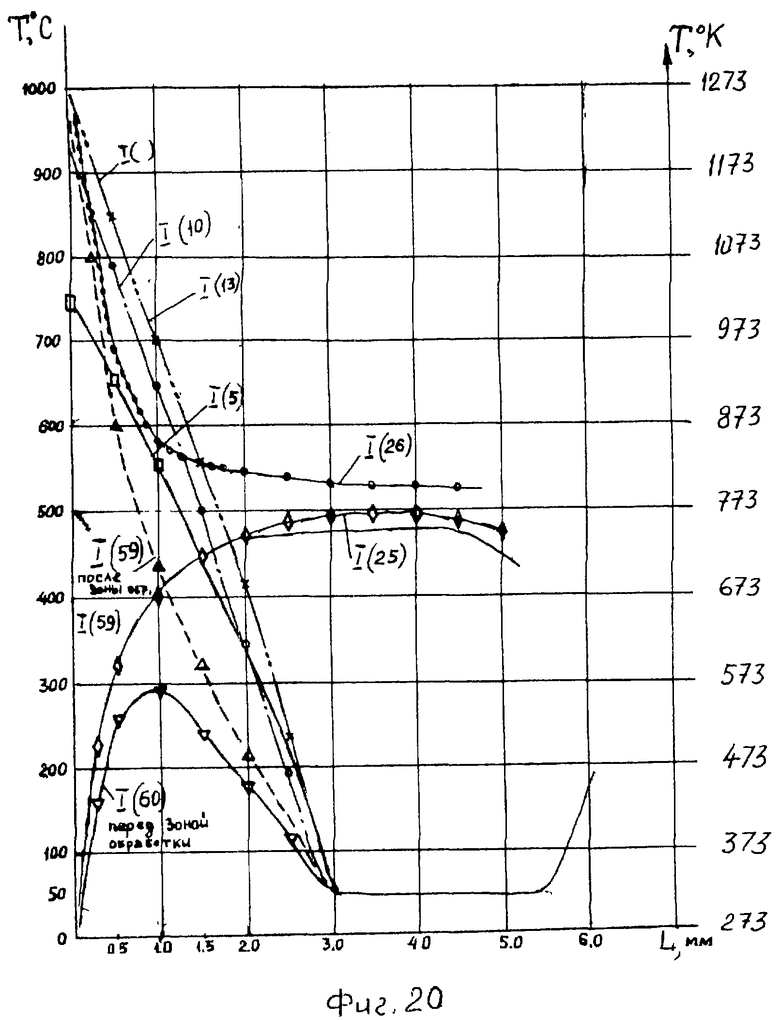
- фиг. 20 - поле температур в сечении пера рабочей лопатки с терморегулированием поверхности при лазерном упрочнении (разупрочнении);
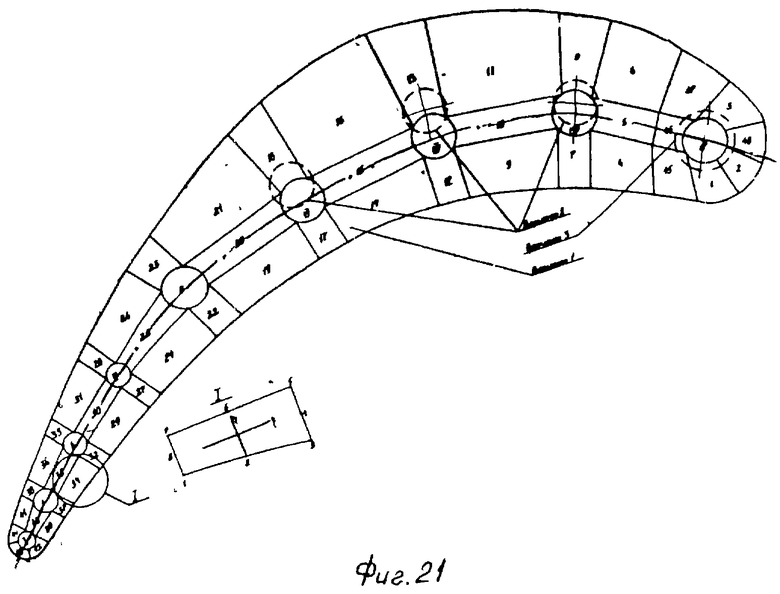
- фиг. 21 - схема разбивки сечения пера рабочей лопатки на изопараметрические элементы при трех вариантах исполнения отверстий;
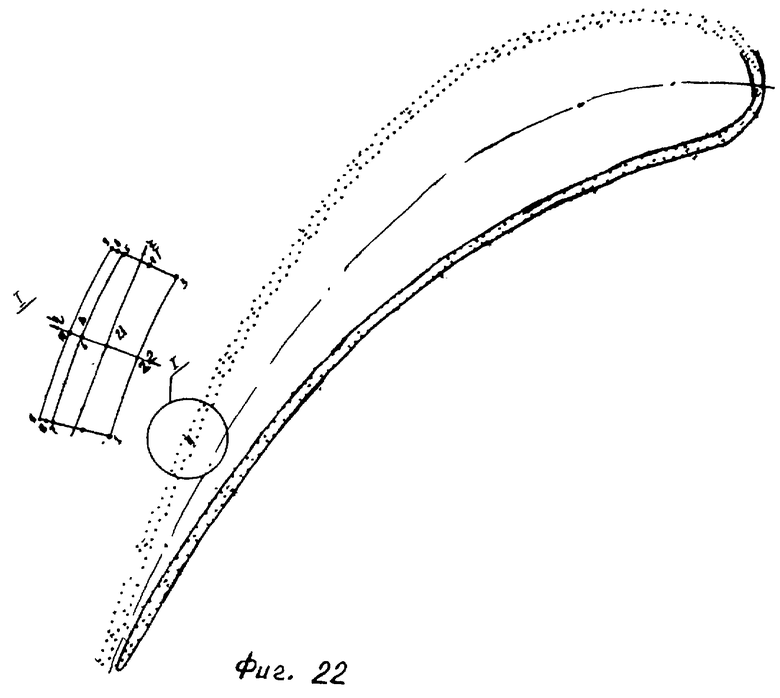
- фиг. 22 - пример разбиения пера сопловой лопатки на изопараметрические элементы: в сечении I позициями 21 и 22 обозначены, соответственно основной металл и упрочненный лазерным лучом подслой на предлагаемом станке;
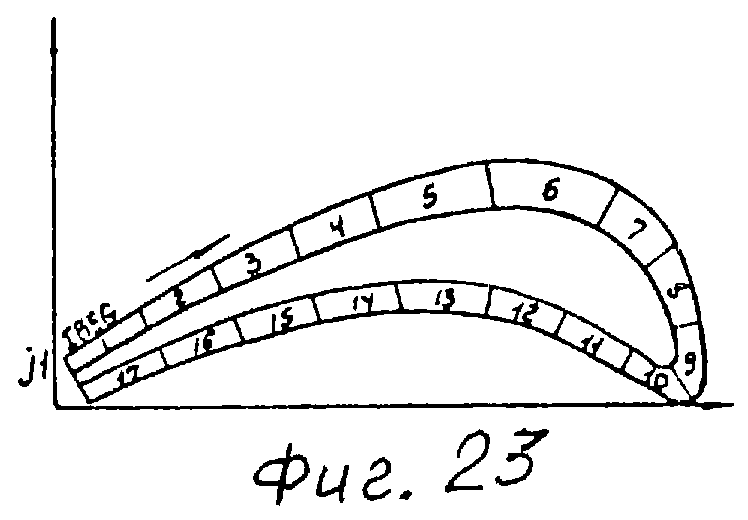
- фиг. 23 - примеры разбиения сечения пера на изопараметрические элементы рабочих и сопловых лопаток охлаждаемых турбин;
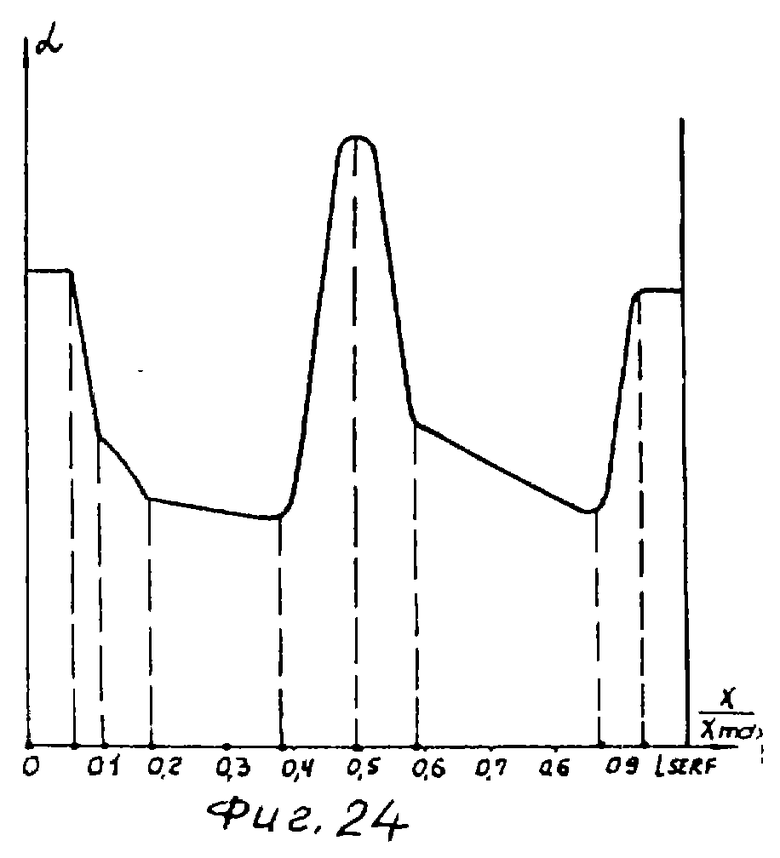
- фиг. 24 - граничные условия теплообмена по развертке профиля поперечного сечения пера лопатки;
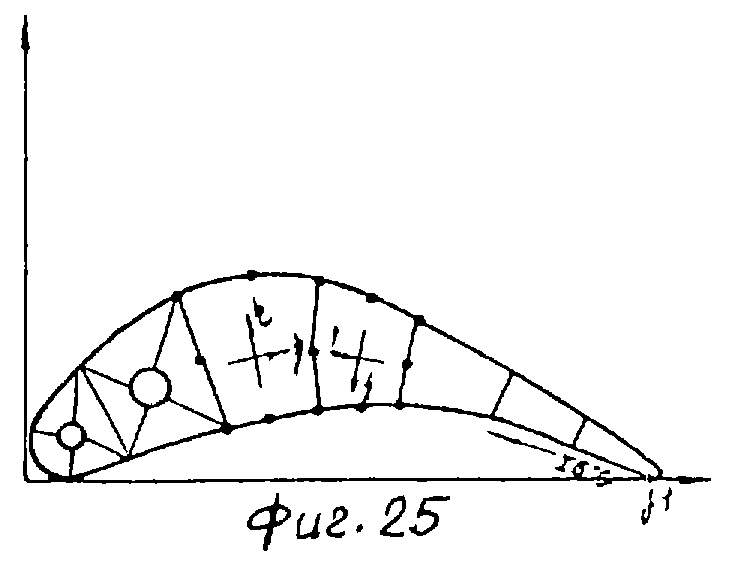
- фиг. 25 - выбор начала отсчета для построения развертки профиля;
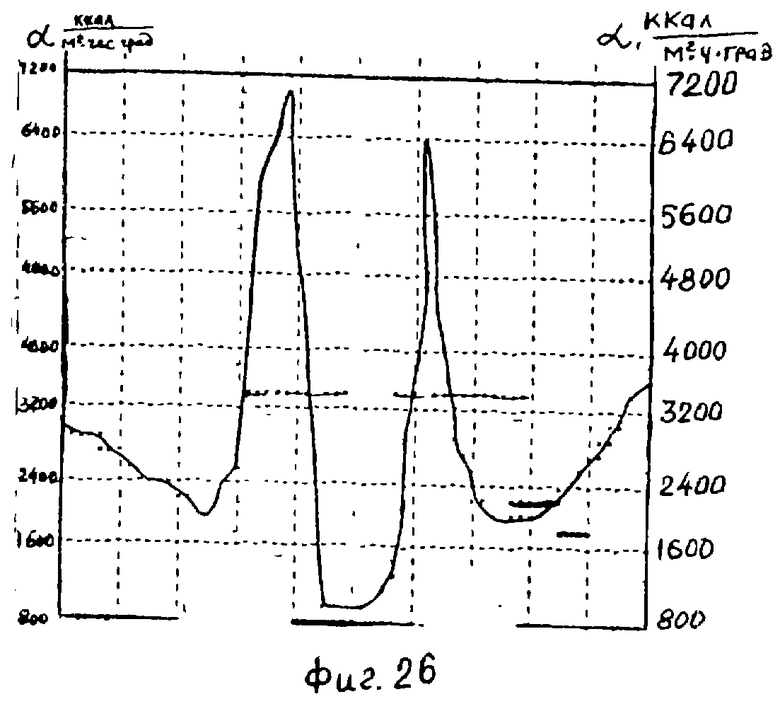
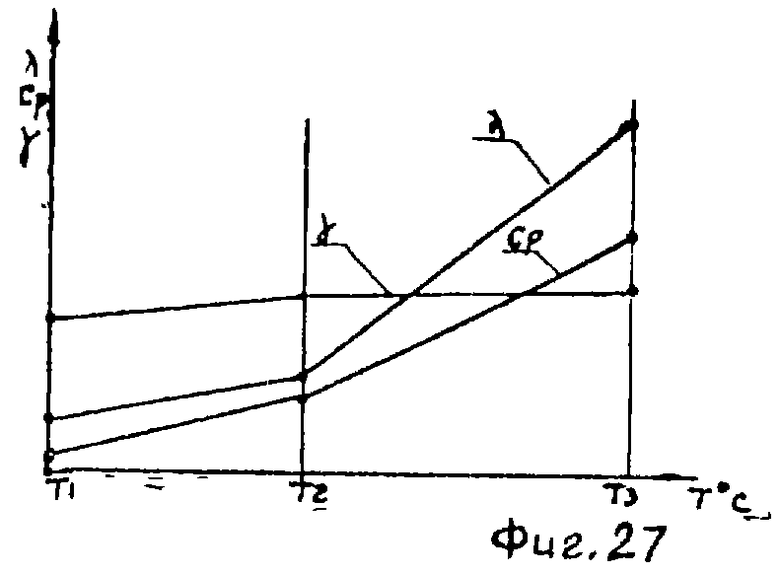
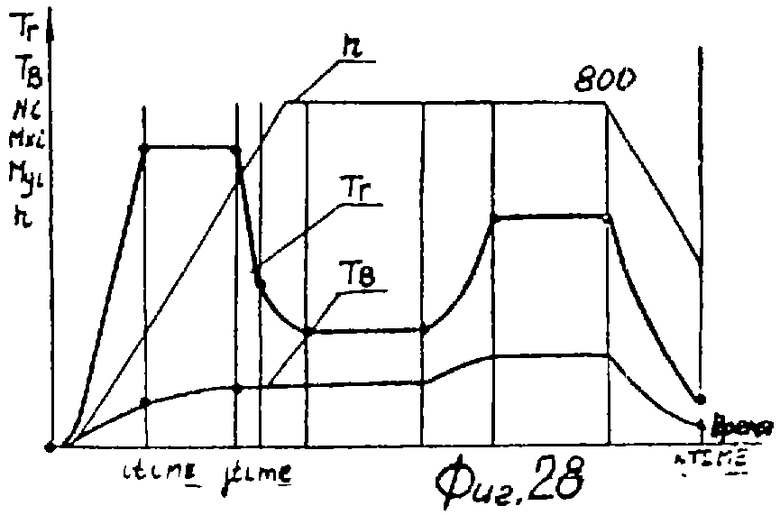
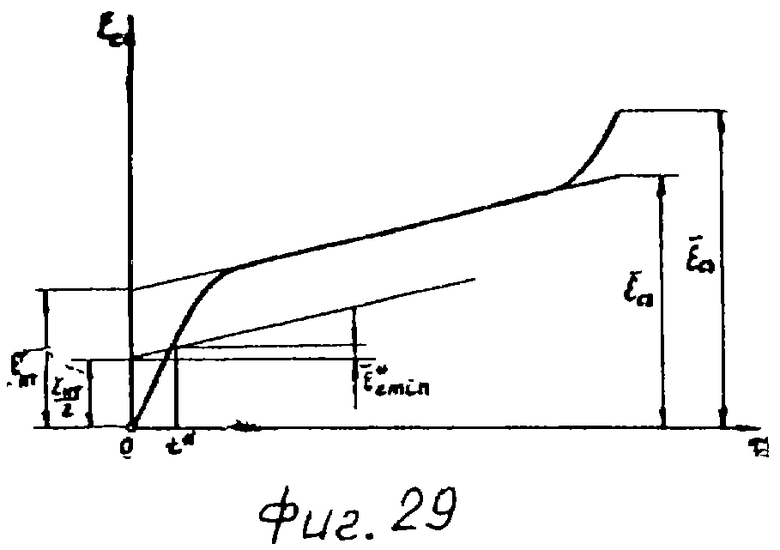
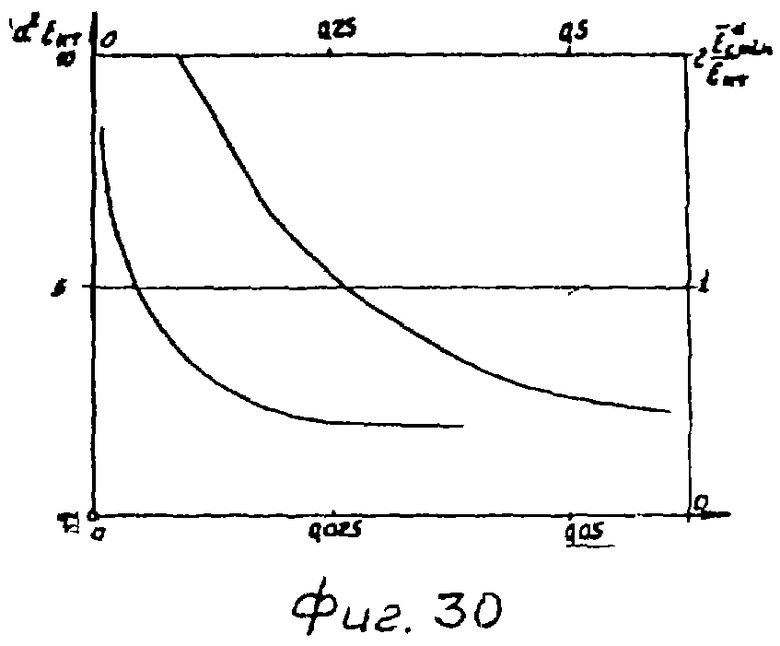
- фиг. 26-30 - изменение коэффициента теплопередачи вдоль контура лопатки; теплофизических свойств материала: теплопроводность, удельная теплоемкость, удельный вес, параметры нагрузки за 1 цикл, определение констант ползучести материала исследуемой лопатки или диска;
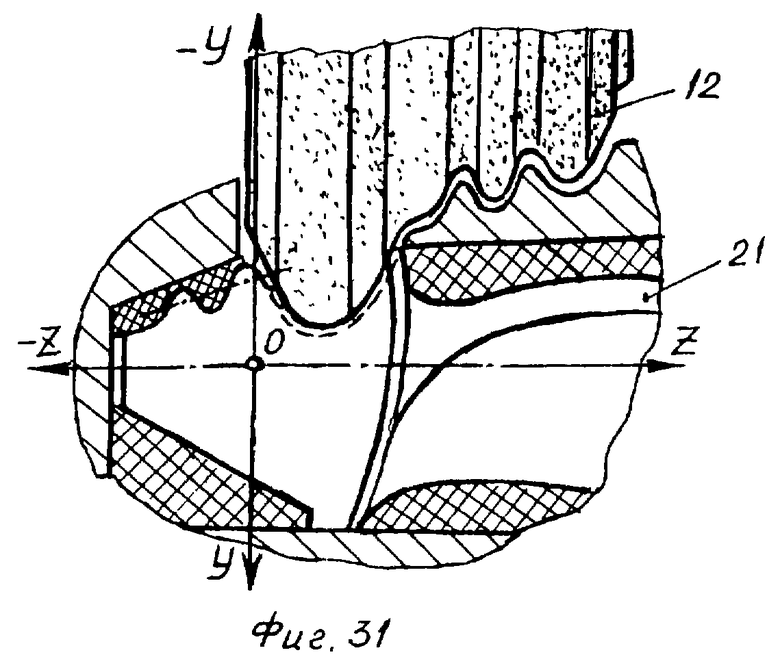
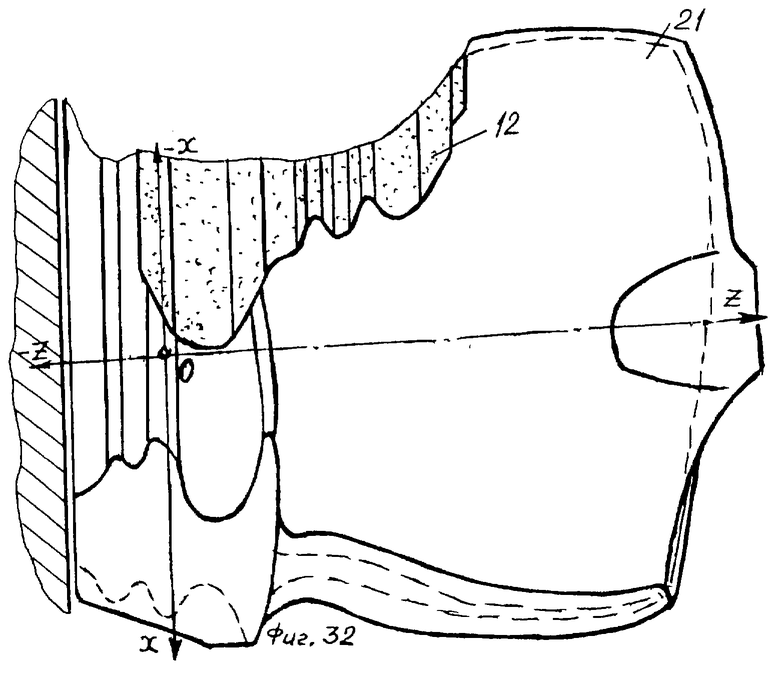
- фиг. 31 и 32 - момент вышлифовки поверхности кармана в призамковой полке на ножке хвостовика рабочей лопатки вентилятора с широкохордным пером в сопряжении призамковой полки лопатки 212 с прошлифованными елочным профилем со стороны спинки и/или корыта;
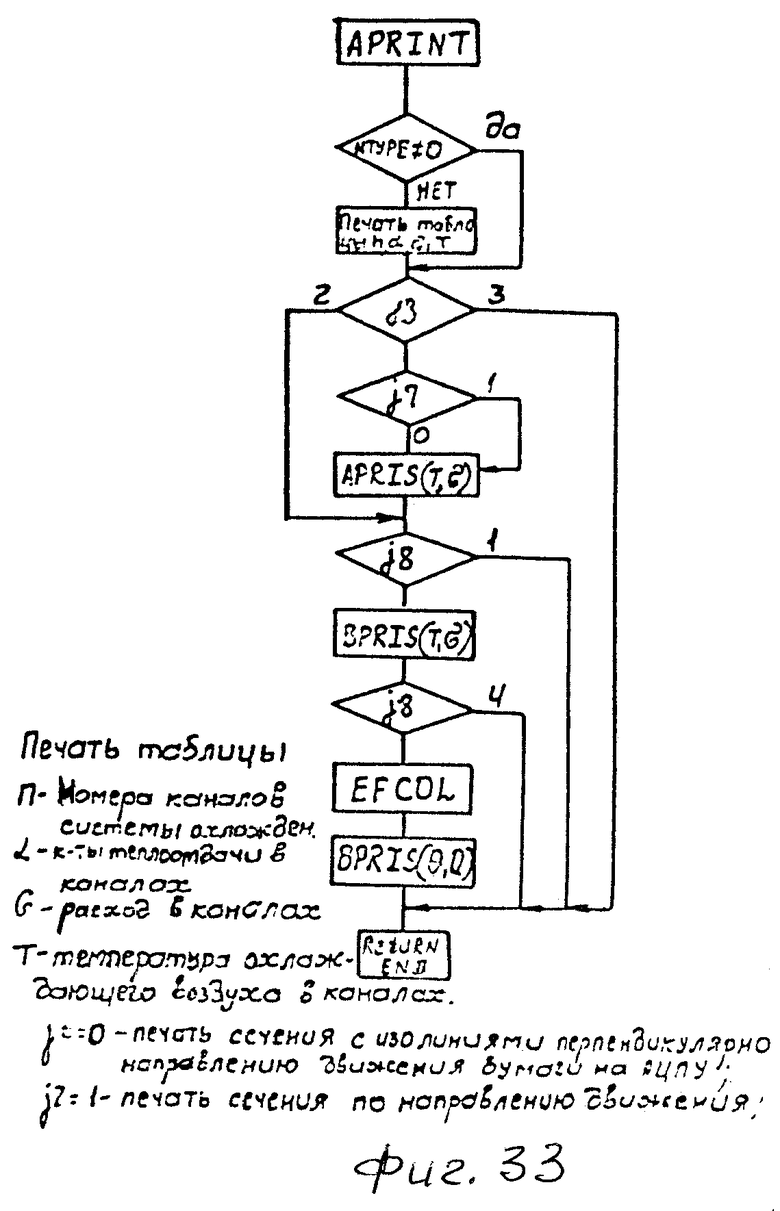
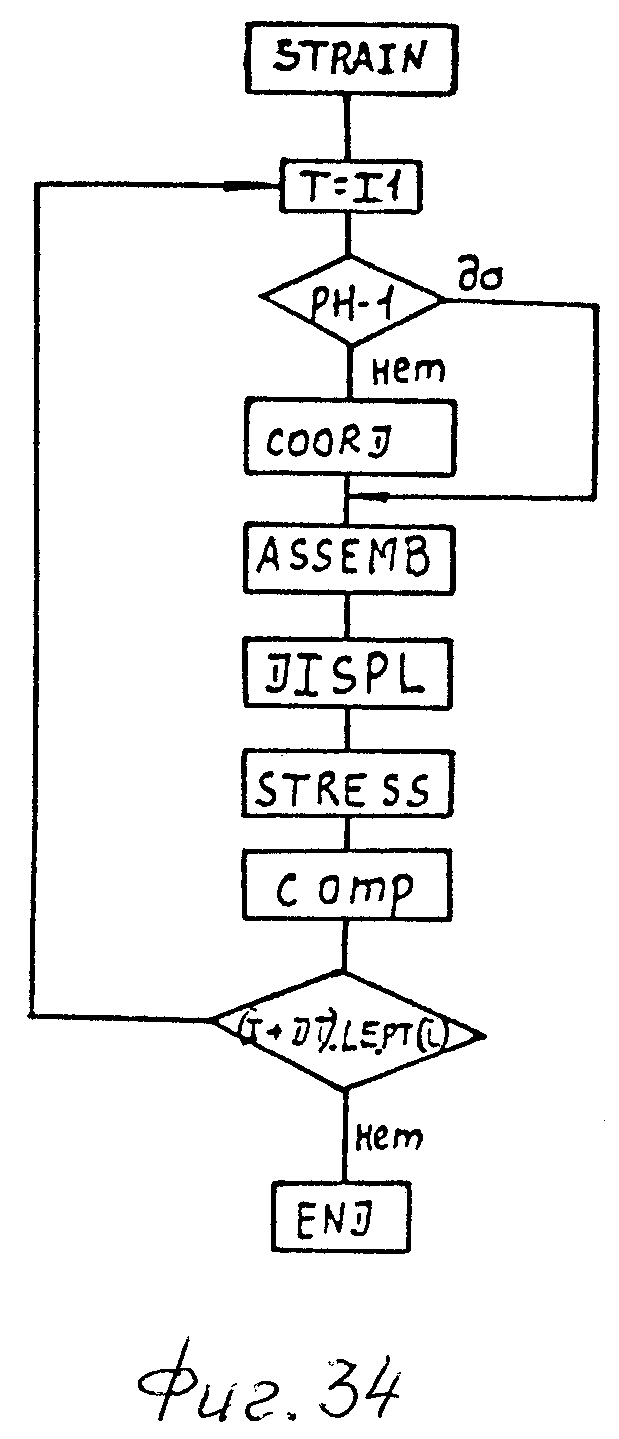
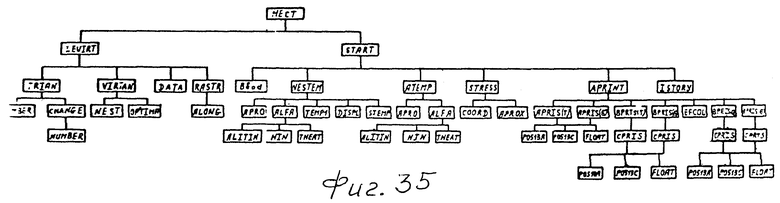
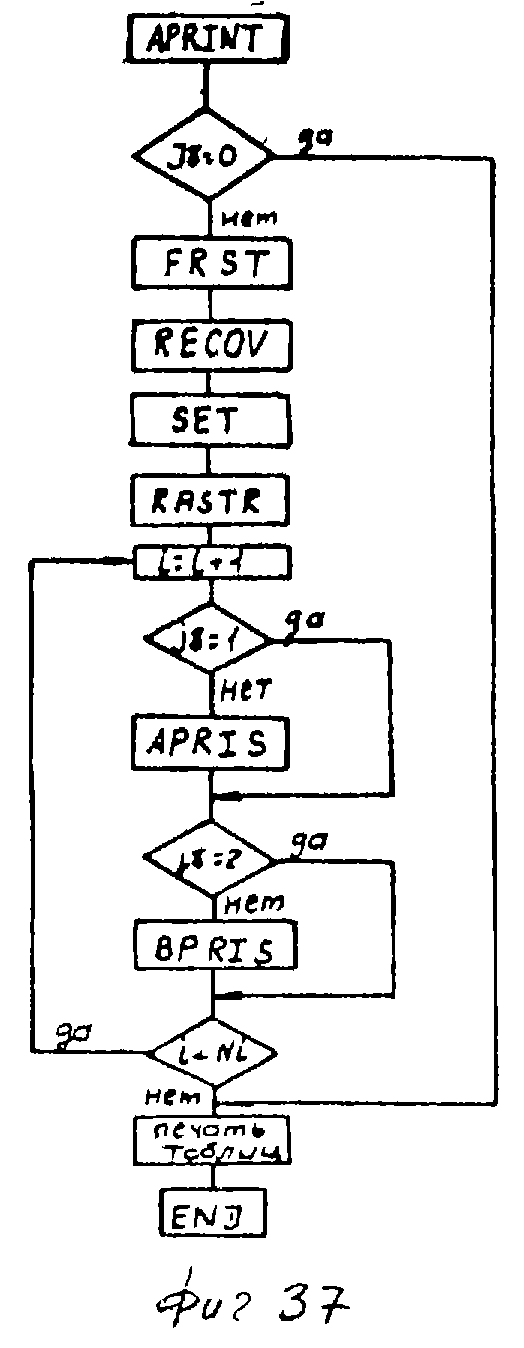
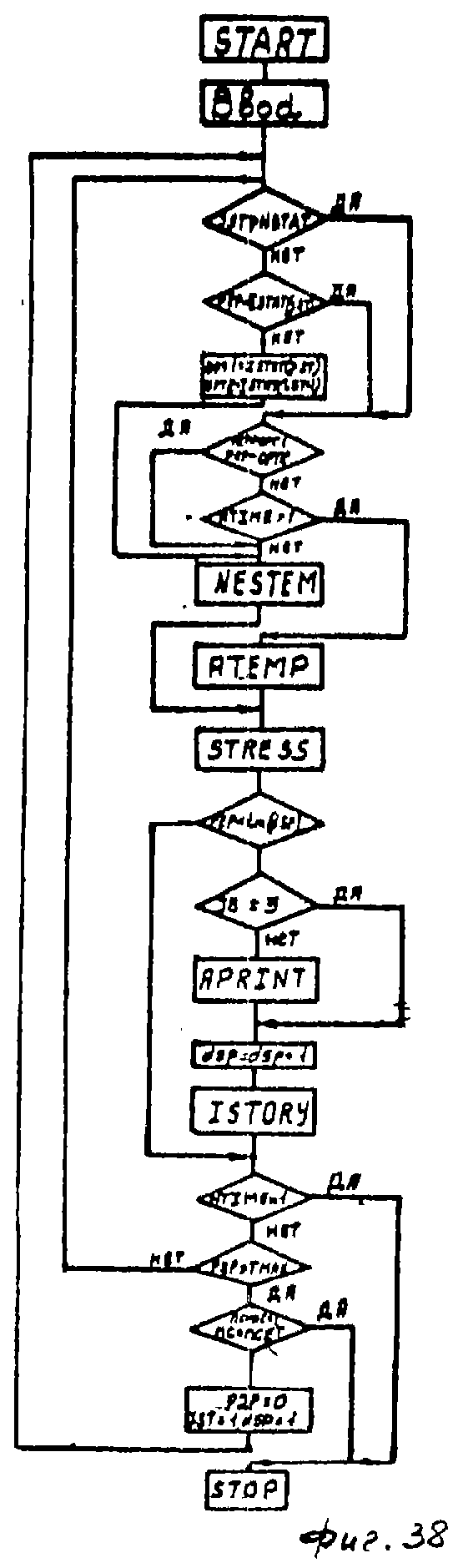
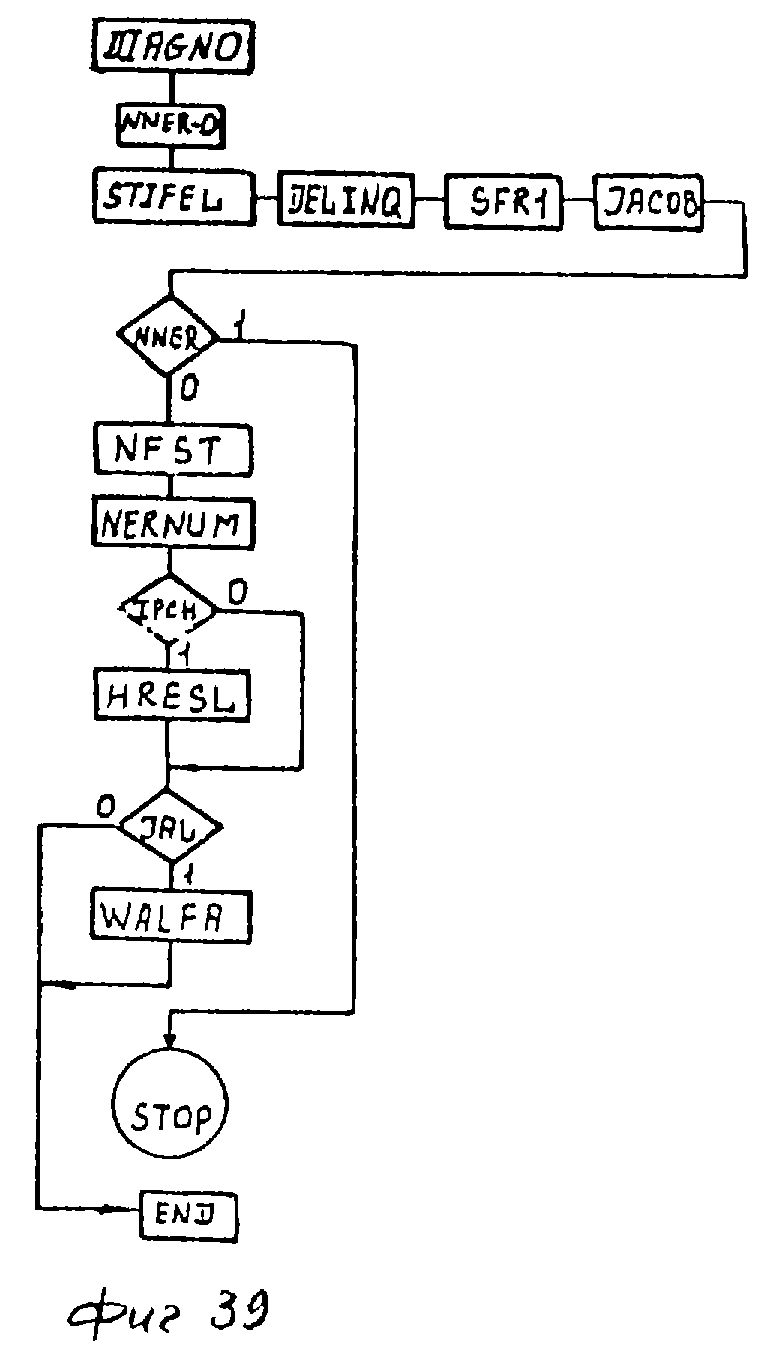
- фиг. 33-40 - алгоритмы и программы расчета температур и напряжений в элементах профиля пера и полости охлаждаемых полых лопаток ротора и соплового аппарата турбины;
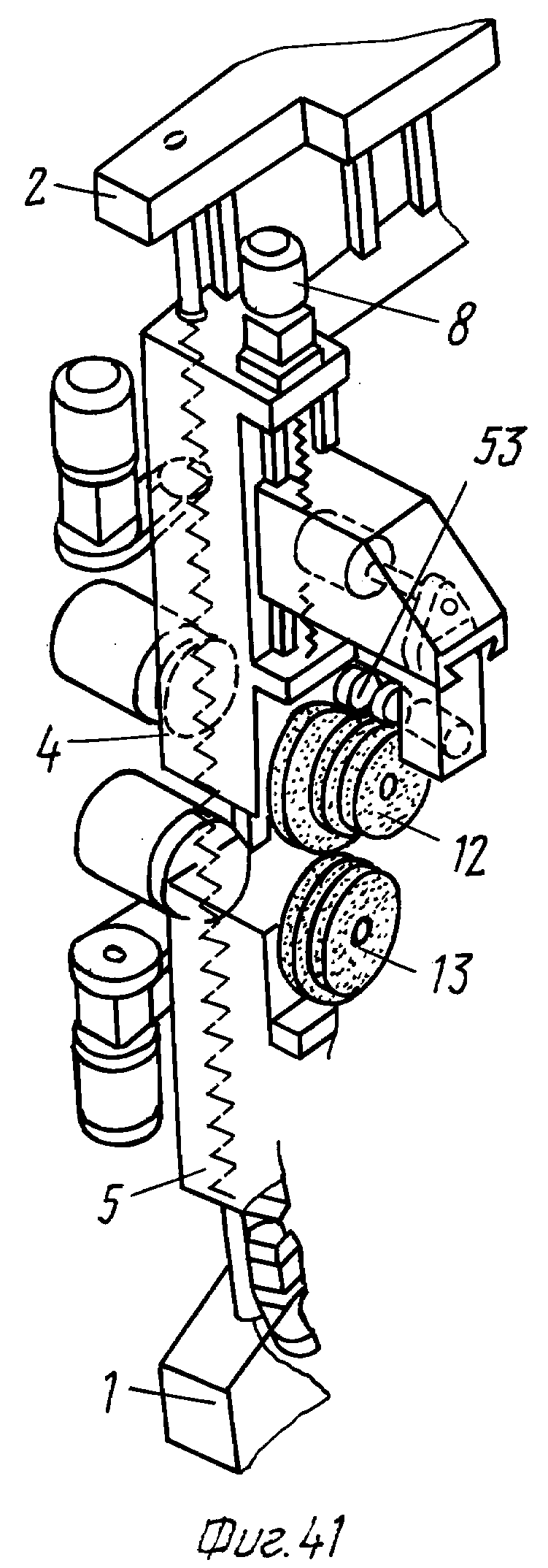
- фиг. 41 - фрагмент конструкции предлагаемого профилешлифовального двухшпиндельного станка для врезного шлифования с непрерывной правкой профиля шлифовальных кругов 12 и 13;
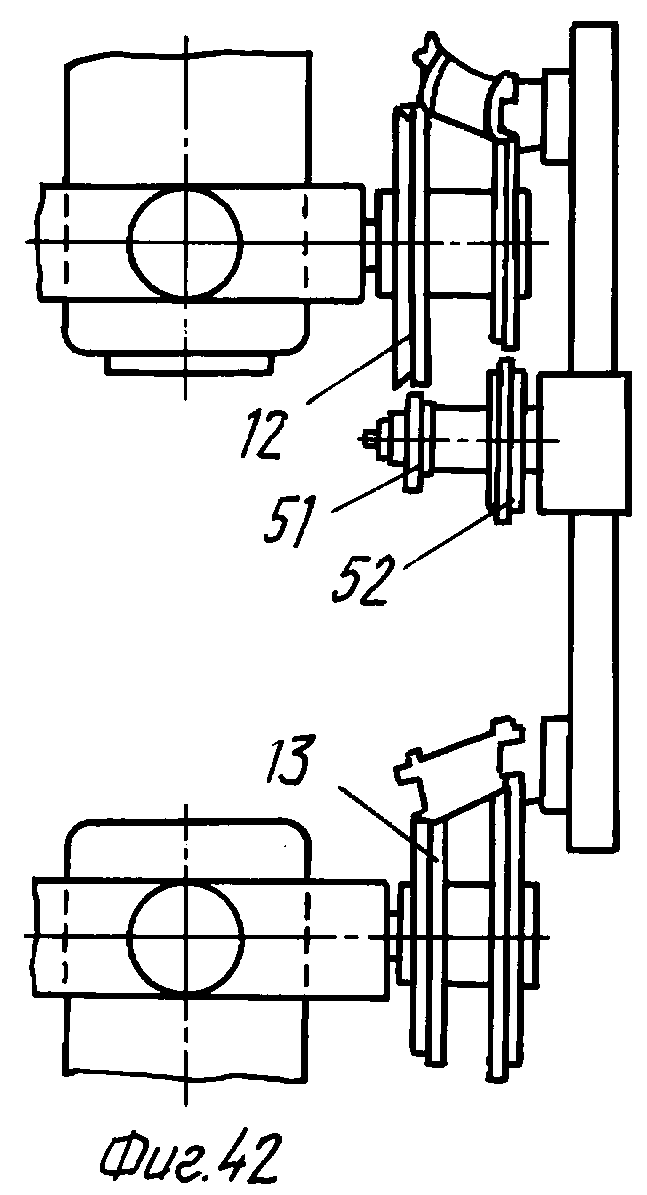
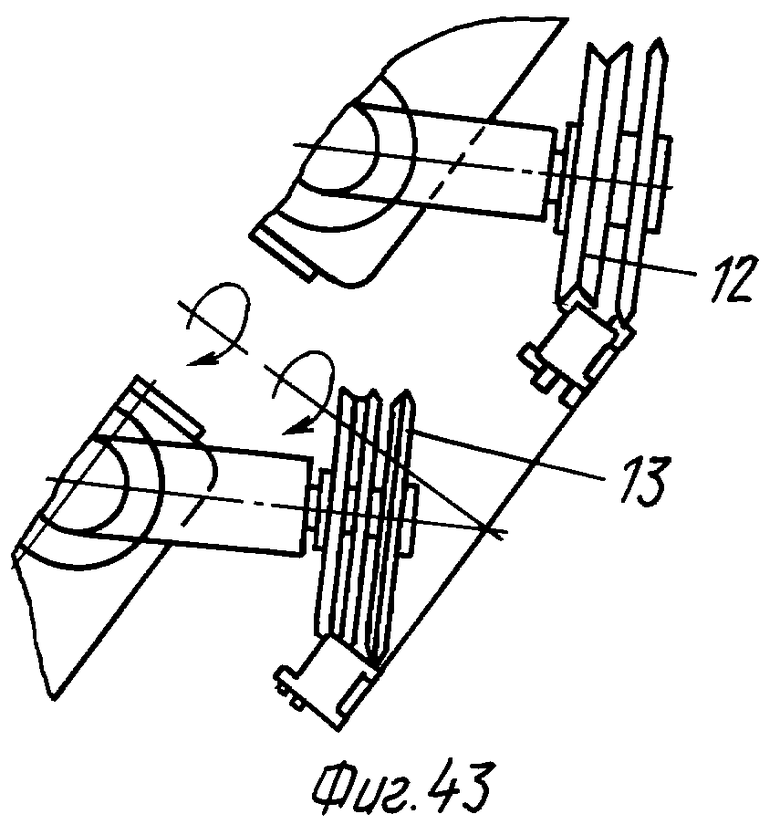
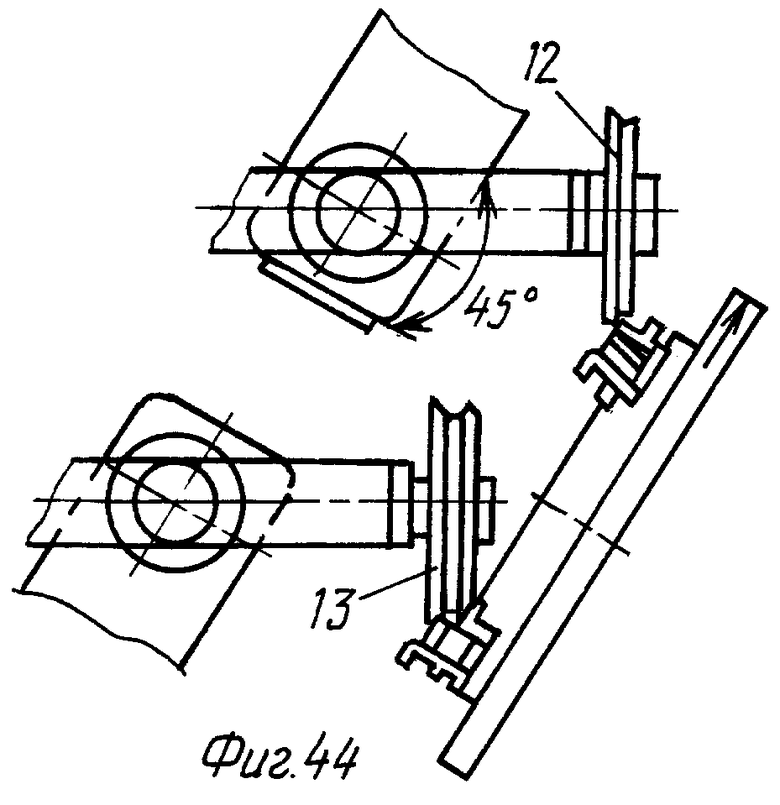
- фиг. 42-44 - моменты шлифования фасонных поверхностей полок лопаток статора компрессора или соплового аппараты;
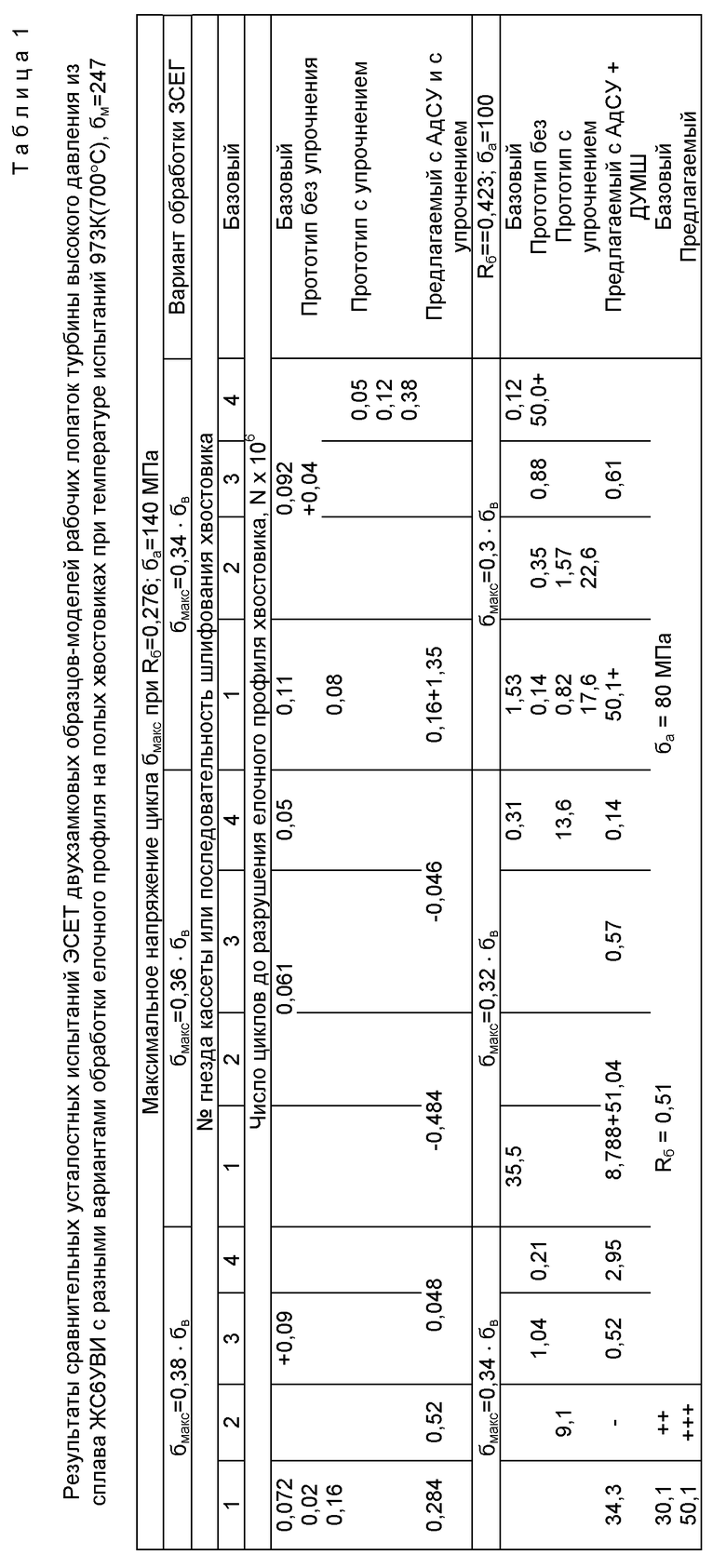
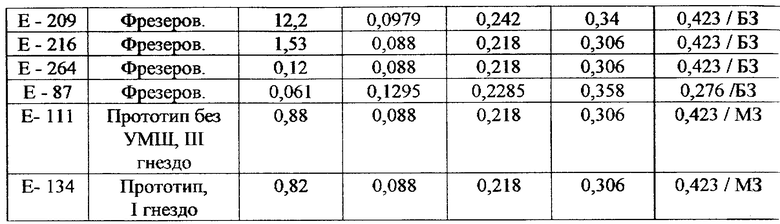
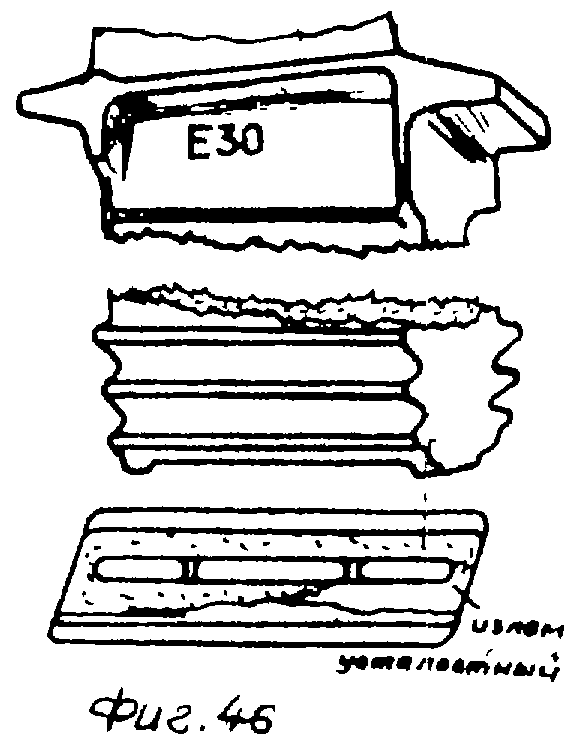
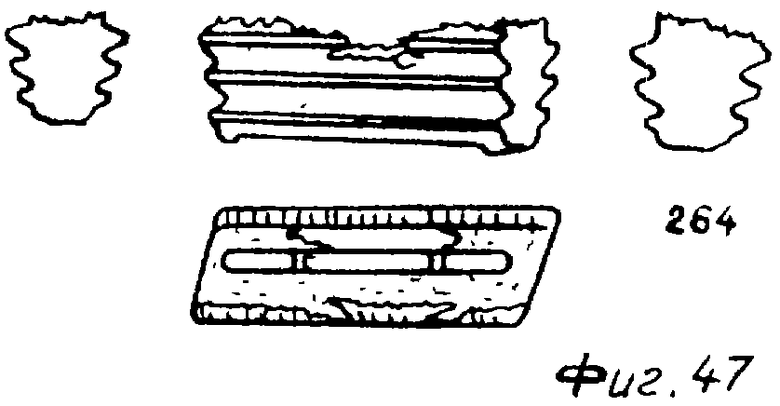
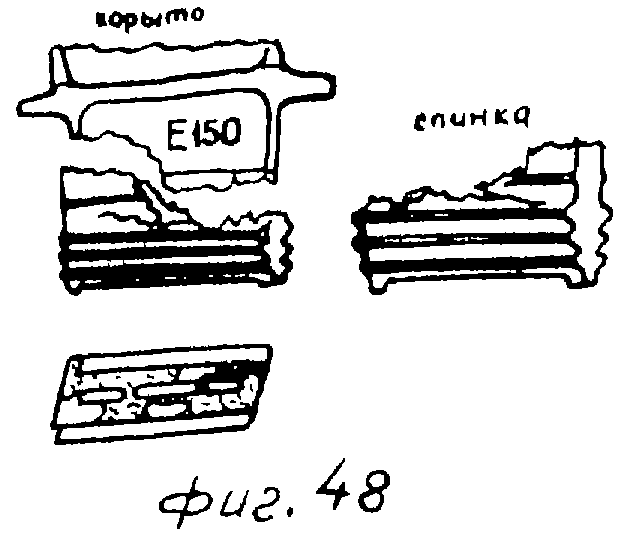
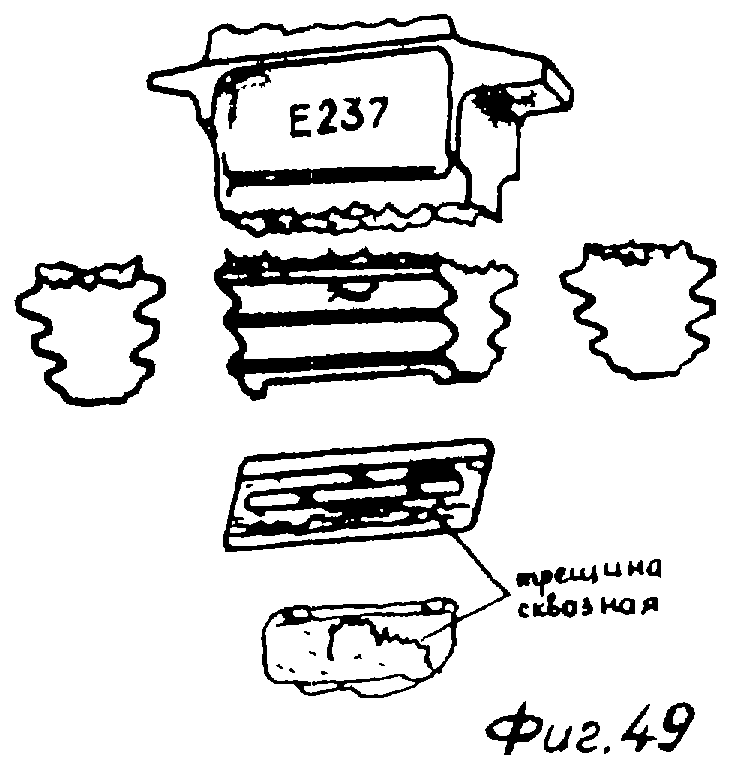
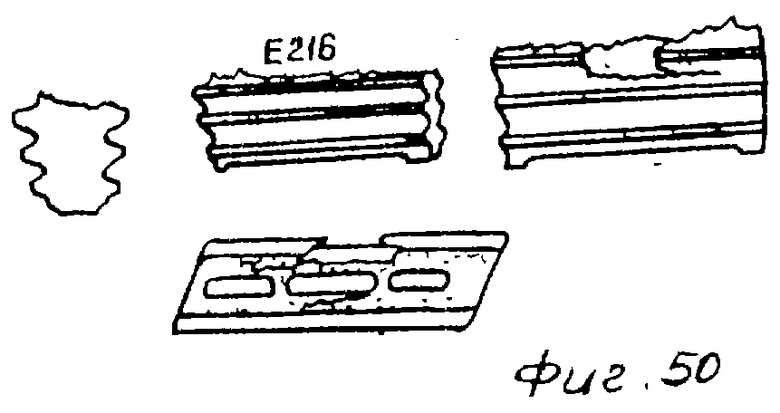
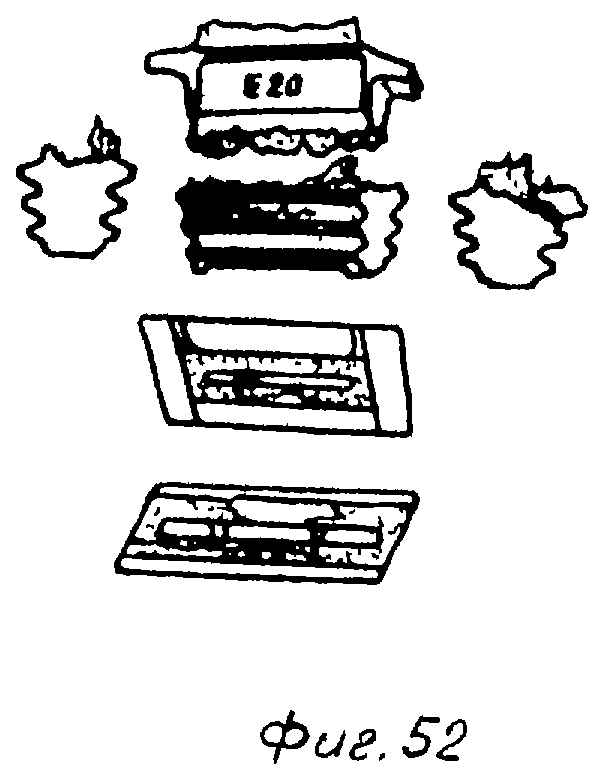
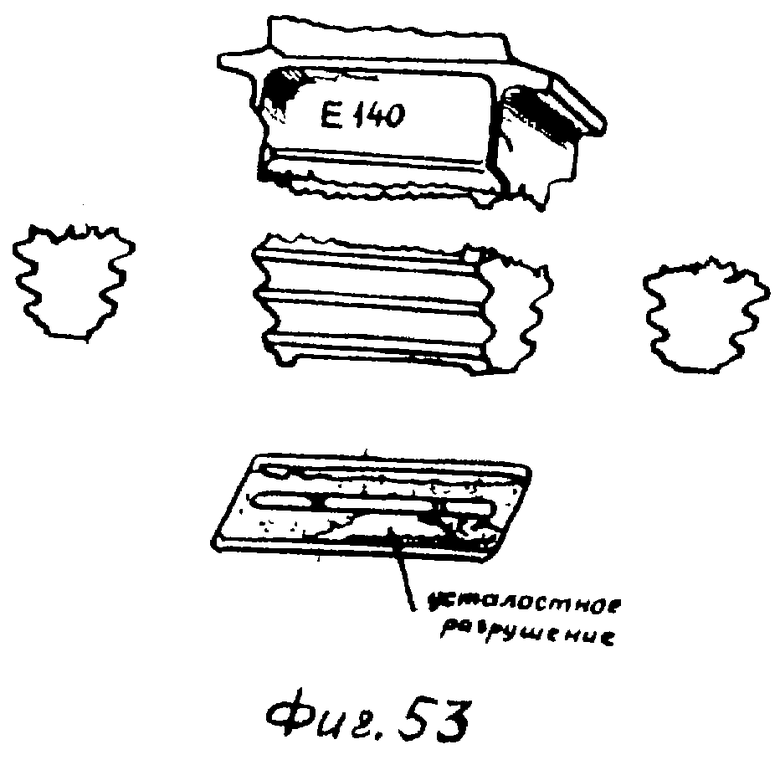
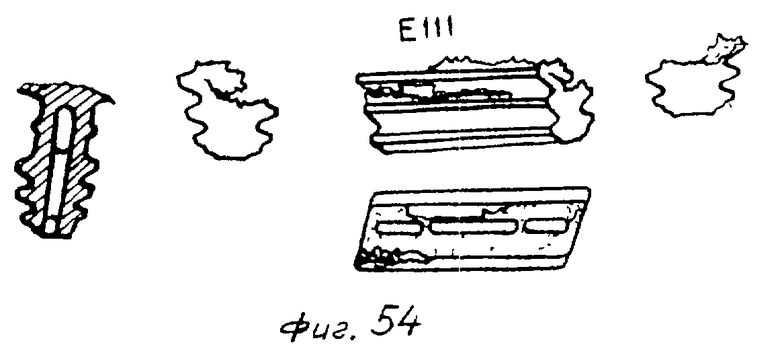
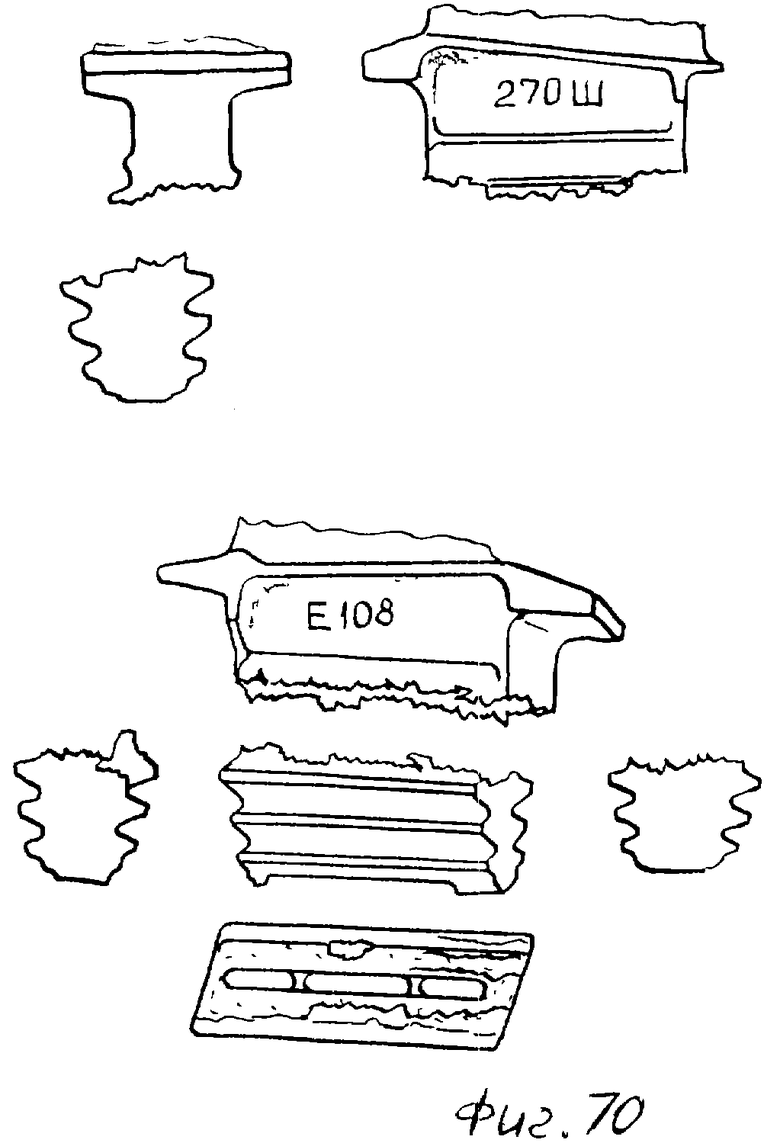
- фиг. 45-70 - эскизы мест разрушения полых хвостовиков елочного профиля двухзамковых образцов-моделей рабочих лопаток высокого давления турбины АГТД "АЛ-31Ф" в соответствии с результатами фрактографических исследований изломов после усталостных испытаний (см. табл. 1):
- фиг. 45 - образец Е 209, разрушившийся по ножке с трещинами в первом и втором пазу и на первом и втором зубе елочного профиля (фрезерование);
- фиг. 46 - образец Е 30, разрушившийся по ножке (фрезерование);
- фиг. 47 - образец 264, разрушившийся по ножке с отрывом середины первого зуба с трещиной в первом пазу напротив средней полости в поперечном сечении без ребер, усталостный излом в средней части толщины стенки;
- фиг. 48 - образец Е 150 (фрезерование), разрушившийся по ножке по литому карману в призамковой полке и по обработанному елочному профилю перед первым зубом (на корыте и спинке), поперечное сечение с тремя зонами усталостного излома по острым углам хвостовика и напротив средней части полости в поперечном сечении с одним ребром;
- фиг. 49 - образец E 237, разрушившийся по ножке со сквозной трещиной в середине первого паза на дне впадины со стороны корыта и продолговатыми трещинами вдоль елочного профиля по толщине стенки;
- фиг. 50 - образец Е 216, разрушившийся по ножке с отрывом первого зуба со стороны спинки напротив средней полости с трещиной в первом пазу со стороны корыта в поперечном сечении с обоими ребрами жесткости по внутренней полости и с дополнительными продольными трещинами по обе стороны толщины стенки на участке средней полости (фрезерование);
- фиг. 51 - образец Е 87, разрушившийся по ножке со стороны спинки;
- фиг. 52 - образец Е 20, разрушившийся по ножке с трещиной в первом пазу;
- фиг. 53 - образец Е 140, разрушившийся по ножке с термоусталостной трещиной перед 1 зубом в стенке призамковой полки со стороны корыта и входного торца, усталостное разрушение на участке стенки между ребрами жесткости в поперечном сечении без обоих ребер;
- фиг. 54 - образец Е 111, разрушившийся по первому пазу перед вторым зубом и ножке с трещиной в первом пазу (шлифование без АдСУ);
- фиг. 55 - образец Е 293, разрушившийся по литой ножке с трещиной на первом зубе в радиусе перехода контактной площадки в торец с наличием остатков керамического стержня по внутренней полости (второе гнездо, вариант 3Ш на фиг. 54);
- фиг. 56 - образец 239, разрушившийся по ножке с трещиной в первом пазу со стороны корыта и входной кромки;
- фиг. 57 - образец Е 70, разрушившийся по литой ножке с карманом и шлифованному торцу призамковой полки в сечении с одним ребром жесткости в полости;
- фиг. 58 - образец Е 232, разрушившийся с изломом по торцу дна полости и по литой ножке с карманом в призамковой полке;
- фиг. 59 - образец Е 80 (2Ш, АдСУ, первое гнездо, УМШ), разрушившийся после NБ = 50 · 106 ножке и первому зубу;
- фиг. 60 - образец Е 13 (2Ш, АдСУ, IV гнездо, УМШ), разрушившийся по ножке, выдержав базу испытаний без разрушения;
- фиг. 61 - образец E 96 (3Ш, без АдСУ, ДУМШ), разрушившийся по ножке во впадине паза елочного профиля перед первым зубом в поперечном сечении без обоих ребер;
- фиг. 62 - образец Е 134 (3Ш без АдСУ, ДУМШ), разрушившийся по первому пазу между первым и вторым зубом елочного профиля;
- фиг. 6З - образец Е 335, разрушившийся по литой ножке с трещиной от выходного торца в поперечном сечении с двумя полостями с одним ребром жесткости (со стороны выходного торца);
- фиг. 64 - образец Е 260, разрушившийся по ножке во впадине перед первым зубом, в поперечном сечении без ребер по радиусу перехода и по рабочей стороне контактной площадки с ответным пазом в захвате 51 (3Ш, без АдСУ, ДУМШ);
- фиг. 65 - образец Е 175, разрушившийся по шлифованной ножке по впадине перед первым зубом, в поперечном сечении без ребер, с двумя трещинами по краям средней полости со стороны спинки (3Ш (без АС)+УМШ);
- фиг. 66 - образец Е 94, разрушившийся по ножке со ступенчатым изломом в поперечном сечении хвостовика без ребер жесткости;
- фиг. 67 - образец Е 160 (вариант 3Ш, третье гнездо, без АдСУ), разрушившийся по ножке с отрывом середины первого зуба со стороны спинки в поперечном сечении с двумя ребрами жесткости;
- фиг. 68 - образец Е 214 (вариант 3Ш, без АдСУ, третье гнездо, без УМШ), разрушившийся с трещиной на выходном торце в сопряжении первого зуба с ножкой;
- фиг. 69 - образец Е 144 (вариант 3Ш, без АдСУ, третье гнездо, без УМШ), разрушившийся по литой призамковой ножке в поперечном сечении с одним каналом по внутренней полости со стороны выходной кромки и с трещиной вдоль входного торца в радиусе перехода полки в хвостовик;
- фиг. 70 - образец Е 108 (прототип, 3Ш, третье гнездо, без АдСУ), разрушившийся по ножке с трещинами вдоль елочного профиля по толщине стенки первого паза и по выступам зубьев со стороны выходного торца хвостовика на спинке;
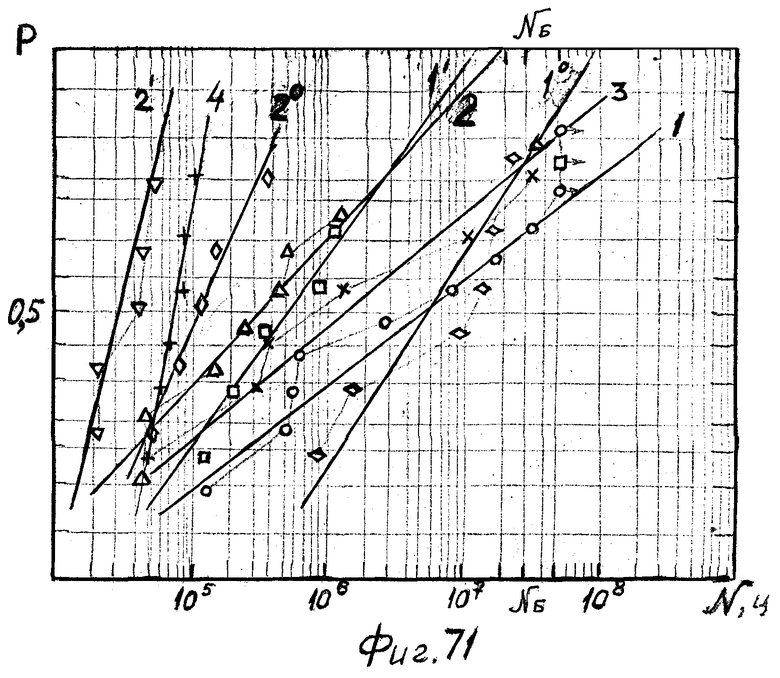
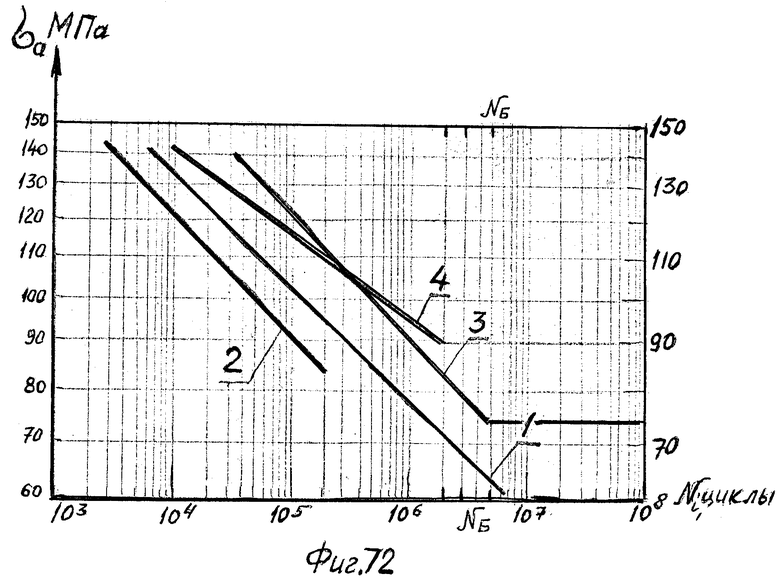
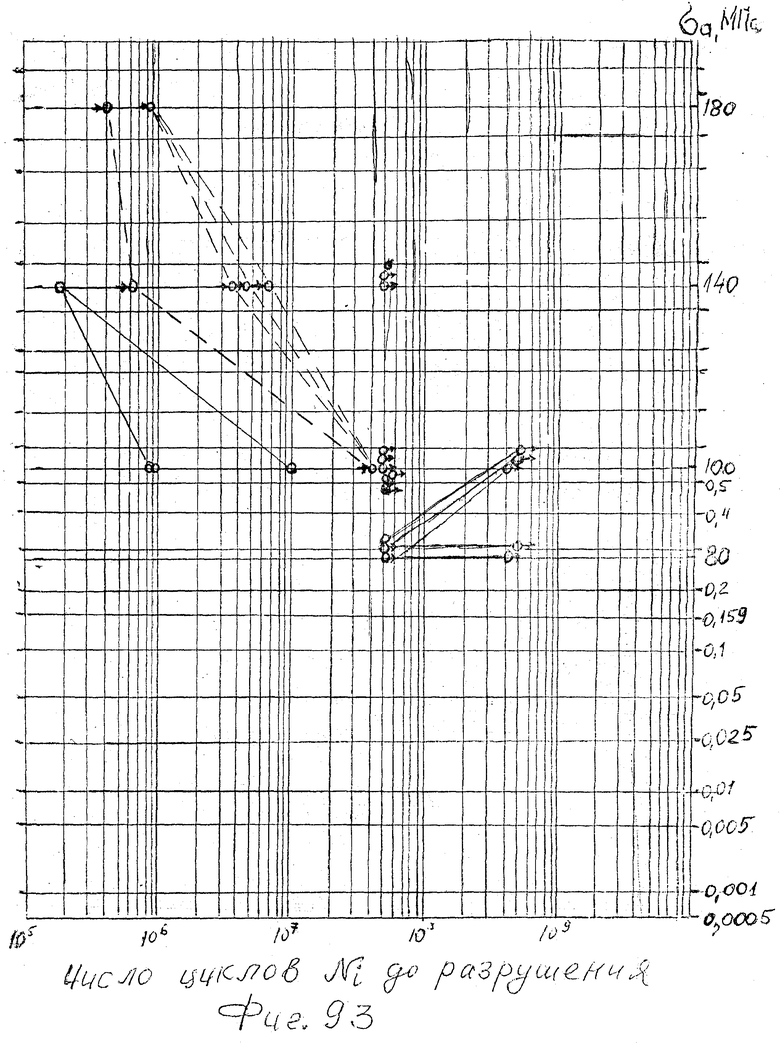
- на фиг. 71-72 - показана вероятность разрушения Р,% в зависимости от числа циклов до разрушения полых хвостовиков, елочные профили которых изготовлены по сравниваемым вариантам (таблица 1) и кривые усталости σа испытанных образцов по вариантам.
I ---- о ---- кривая распределения циклической долговечности ЗСЕГ ДОМРЛТ после упрочнения (вариант 2Ш, АдСУ, ДУМШ) при σа = 100 МПа;
2х тот же вариант при σа = 140 МПа;
тот же вариант при σа = 140 МПа;
I0 трехпроходное шлифование без АдСУ и без ДУМШ, σа = 100 МПа;
трехпроходное шлифование без АдСУ и без ДУМШ, σа = 100 МПа;
I'  трехпроходное шлифование без АдСУ с ДУМШ, σа = 100 МПа;
трехпроходное шлифование без АдСУ с ДУМШ, σа = 100 МПа;
2'  трехпроходное шлифование без АдСУ и без ДУМШ, σа = 140 МПа;
трехпроходное шлифование без АдСУ и без ДУМШ, σа = 140 МПа;
20 трехпроходное шлифование без АдСУ и с ДУМШ, σа = 140 МПа
трехпроходное шлифование без АдСУ и с ДУМШ, σа = 140 МПа
3  базовый вариант обработки ЗСЕГ σа = 100 МПа
базовый вариант обработки ЗСЕГ σа = 100 МПа
4 ___+___ то же, σа = 100 МПа
на фиг. 72
--I - базовый вариант (фрезерование); 2 - 3-й, без АдСУ, без ДУМШ; 3 - способ 2Ш + АдСУ + ДУМШ; 4 - 3Ш+УМШ;
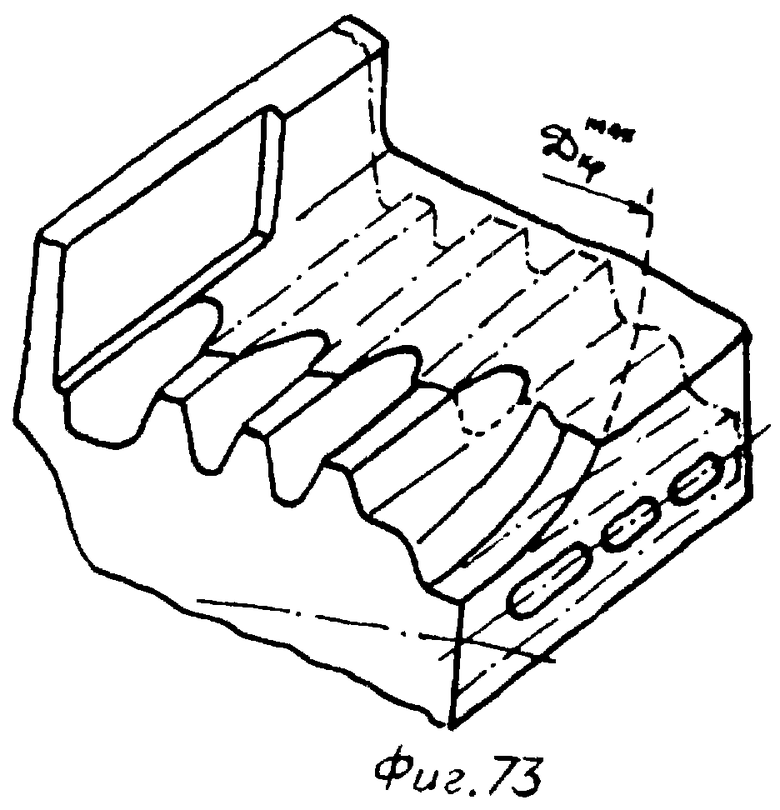
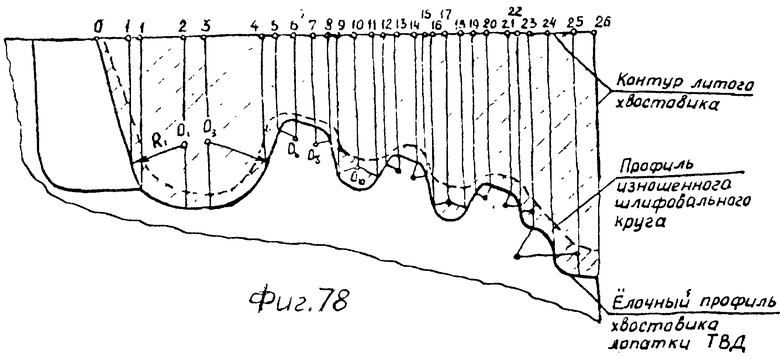
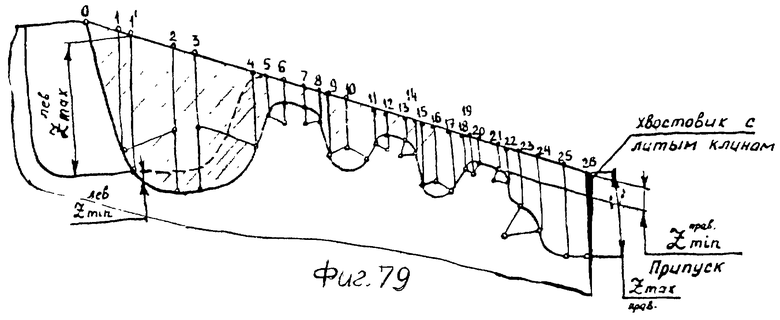
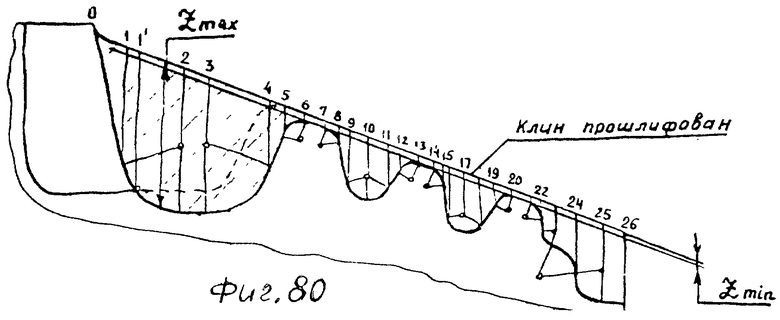
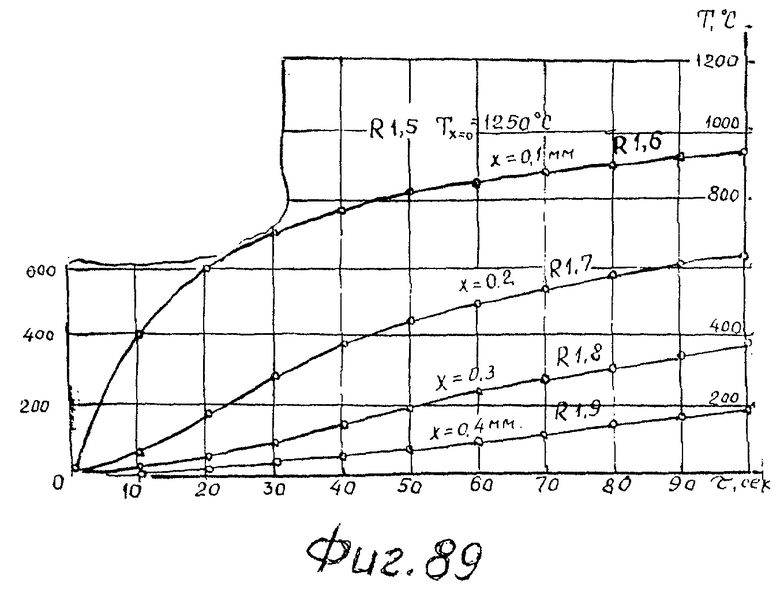
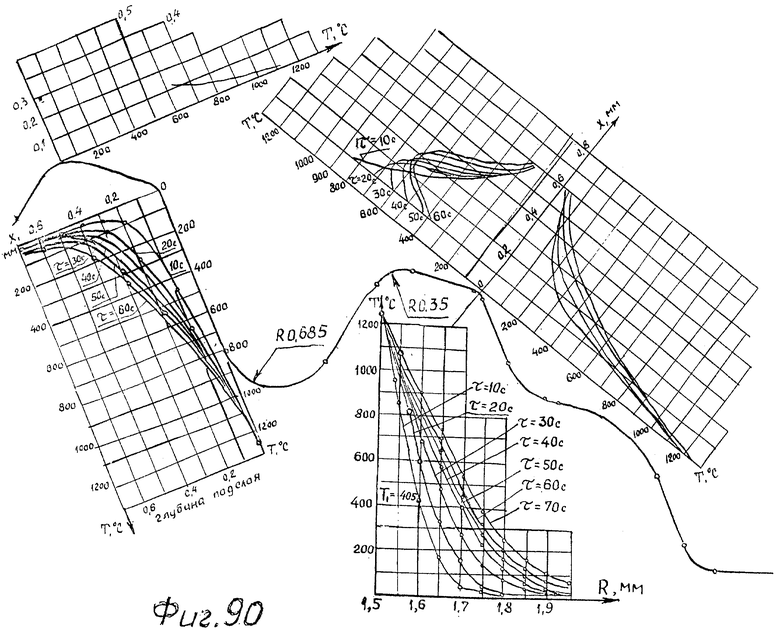
- фиг. 73-76 и 78-90 - эскизы разбиения элементарных участков елочного профиля полого хвостовика охлаждаемой рабочей лопатки турбины высокого давления (ТВД) ГТД модели "АЛ-31Ф" во взаимно перпендикулярных направлениях параллельными плоскостями и результаты расчета температур и температурных градиентов в элементах елочного профиля в различные моменты времени при врезном глубинном шлифовании с высоконапорным охлаждением струей СОЖ под давлением с АдСУ;
- фиг. 77 - блок-схема алгоритма и программа расчета температурного поля выпуклого цилиндрического тела (методика Пеховича и Жидких);
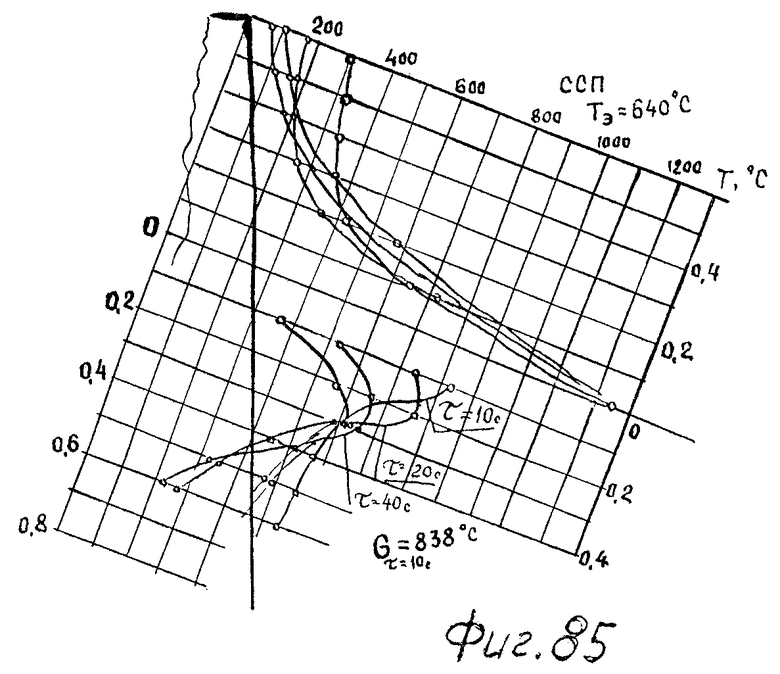
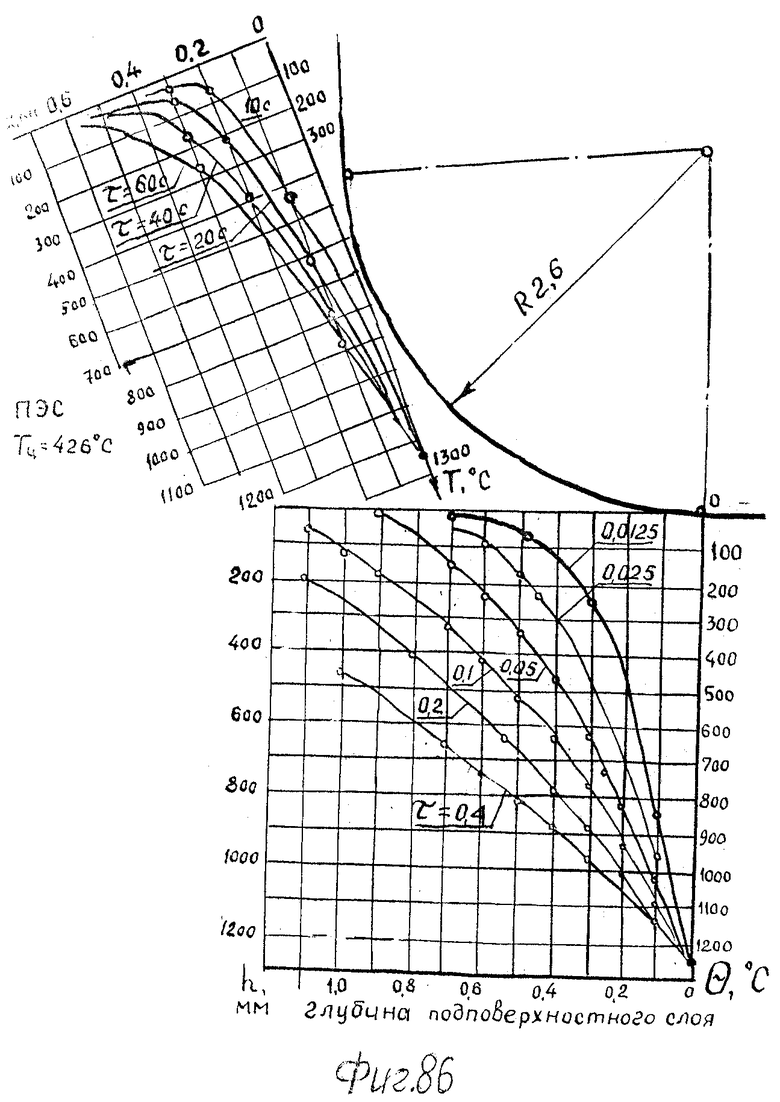
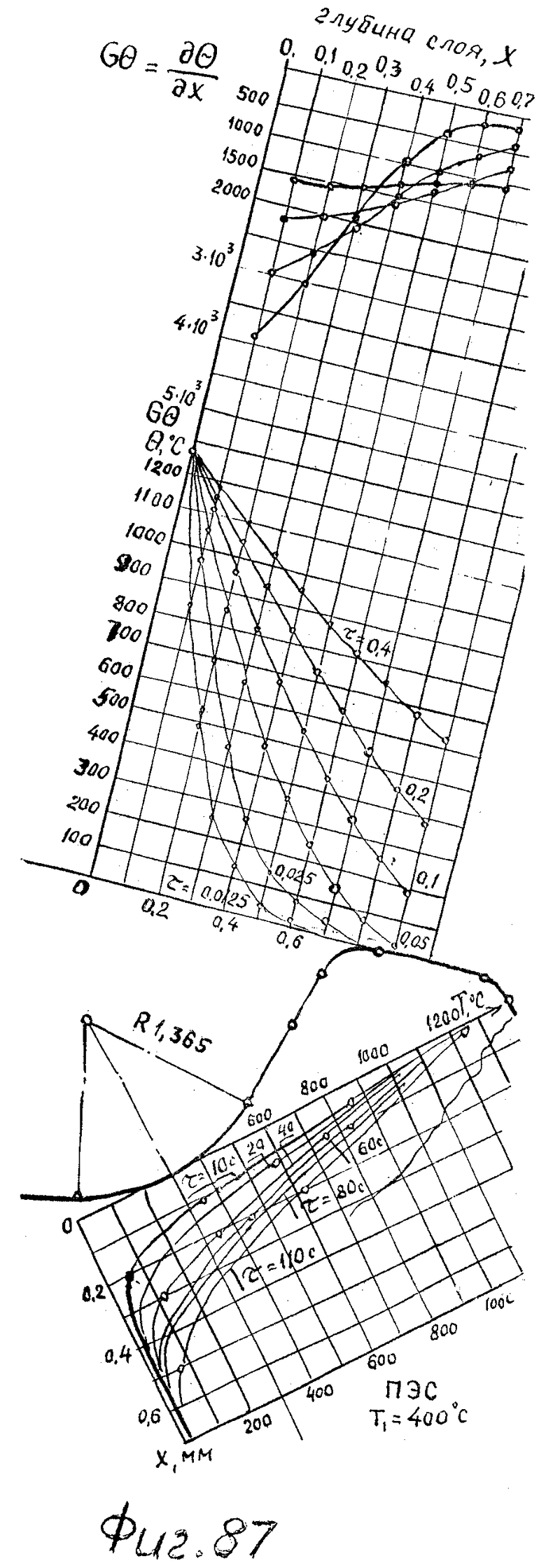
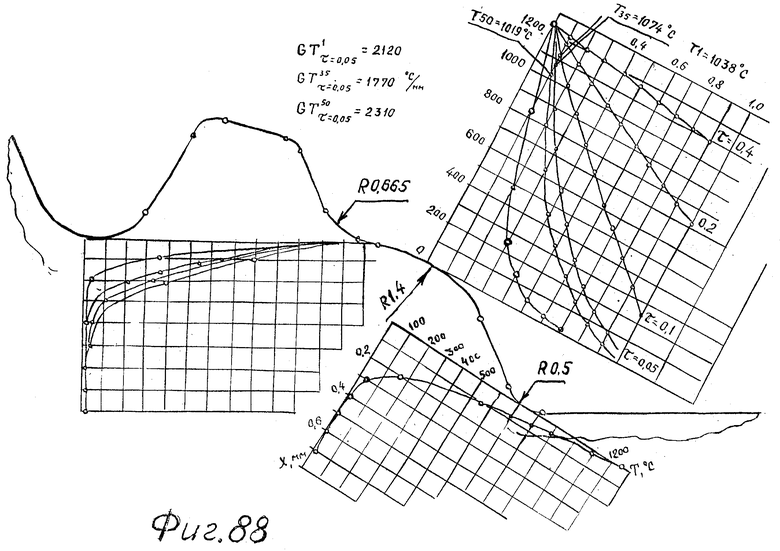
- фиг. 85-90 - зависимость распределения температур по глубине подслоя в различных радиусных элементах елочного профиля хвостовика охлаждаемой рабочей лопатки ТВД или полого хвостовика двухзамковых образцов - моделей рабочих лопаток турбин ГТД "АД-31Ф";
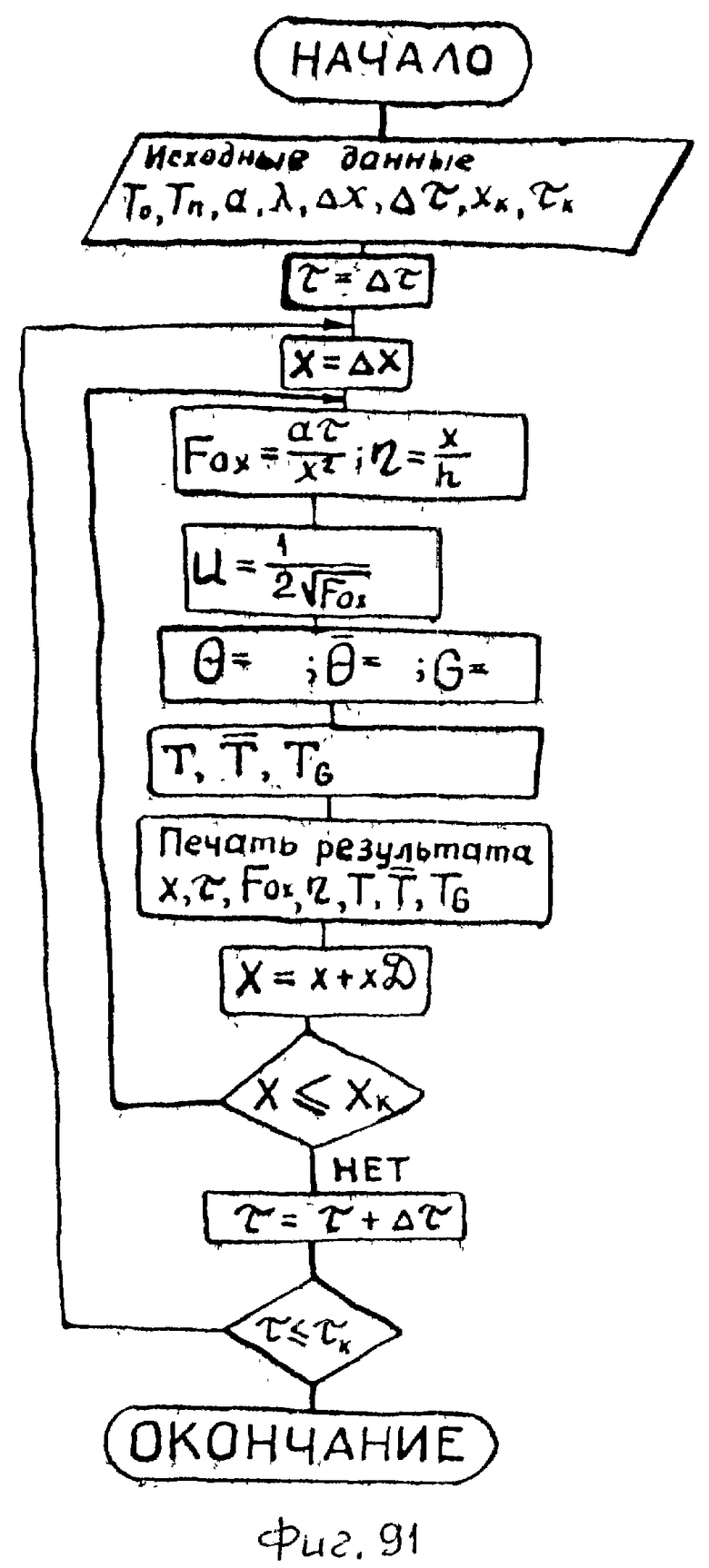
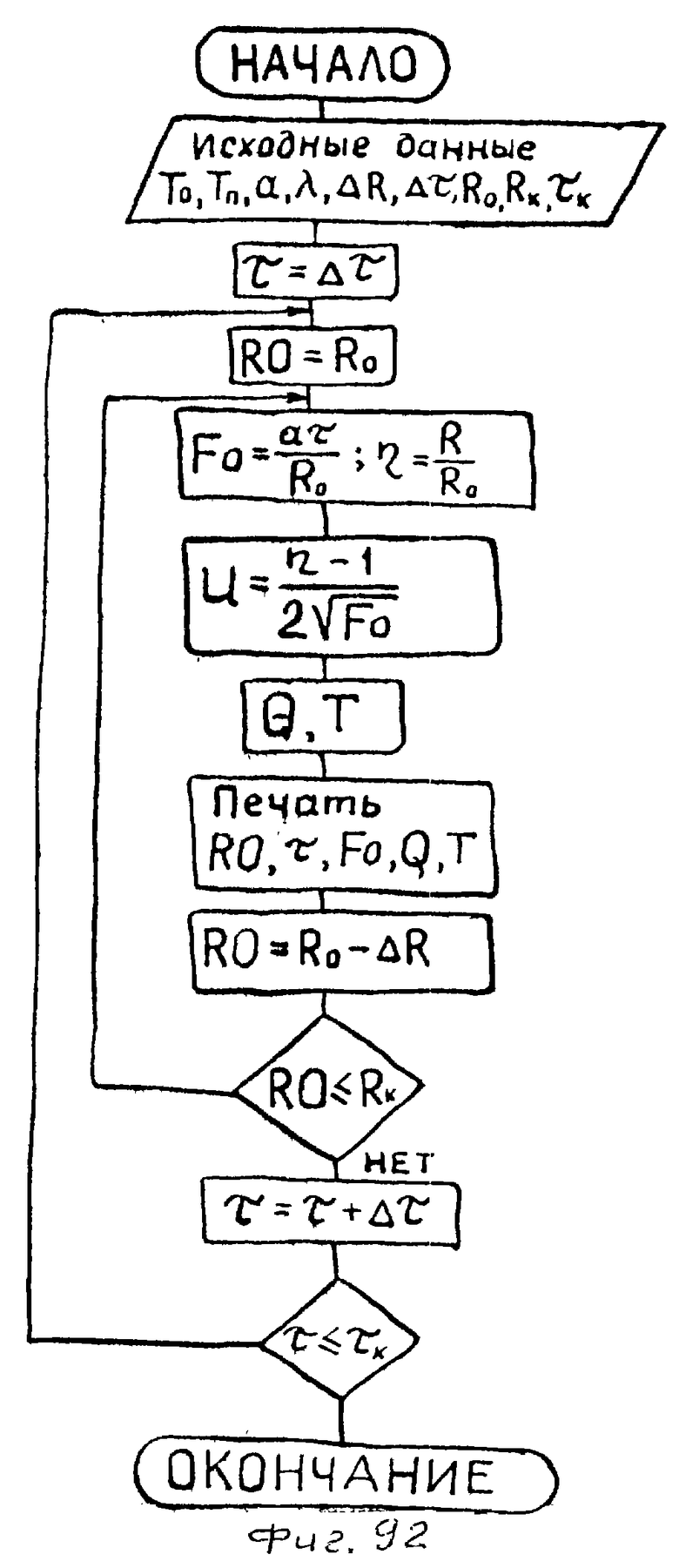
- фиг. 91, 92 - блок-схема алгоритма расчета и программ расчета температурных полей простейших тел: плоскости и цилиндра (вогнутого или выпуклого) или конуса и тора, соответственно при шлифовании;
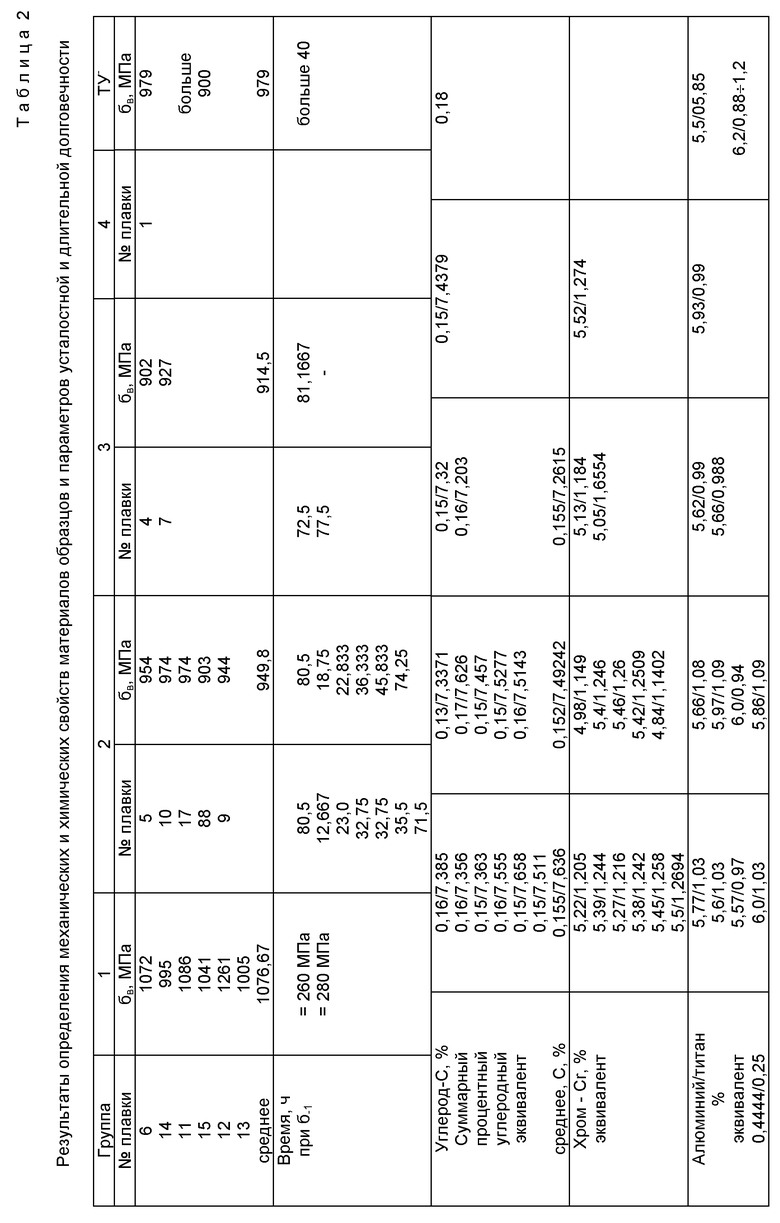
- фиг. 93 - кривые усталости замковых соединений елочного типа двухзамковых образцов - моделей рабочих лопаток турбин из сплава ЖС 26 ВСНК (см. таблицу 2).
Способ изготовления лопаточной машины осуществляют следующим образом.
Предварительно вырезают из обода дисков клиновые стержни и из замковой части хвостовиков лопаток образцы для испытания механических (бв δ) химических свойств Hμ, HB, HRB) конкретного сплава. По результатам определения механических свойств, структурно-фазового состояния и химического состава комплектуют пары: лопатка - паз диска ротора, лопатка - корпус. Шлифуют замковые соединения елочного типа в лопатках и пазах дисков от единых конструкторско-технологических и измерительных баз с одной установки изделия, причем режимы шлифования корректируют по результатам испытаний механических свойств и спектрального анализа содержания основных легирующих химических элементов: никеля, кобальта, тугоплавких металлов - в турбинах, железа, титана, алюминия, бора - в компрессоре и/или вентиляторе.
Отдельно шлифуют замковые и шлицевые поверхности на лопатках и дисках ротора, профили пера и кромок на лопатках ротора и статора от одних конструкторско-технологических и измерительных баз на предлагаемом станке, снабженном устройством для автоматического контроля блочных размеров по роликам-шарикам и для упрочнения профилированных и годных по геометрическим параметрам профилей замков и шлиц Хирта, соответственно в лопатках и дисках.
Снова сортируют лопатки и диски по геометрическим размерам и свойствам, подбирая пары деталей замковых соединений лопатка - паз диска.
Также с одной установки изделия и от одних конструкторско-технологических и измерительных баз осуществляют деформационное воздействие на лопатки и диски (шлифованием, упрочнением шариками, лазерным облучением и др.)
Подобранные пары лопаток и дисков собирают в ротор и статор. Вращением ротора производят вытягивание лопаток вместе с выступами дисков и измеряют зазор между ротором и статором.
После сборки по результатам измерений зазора шлифуют торцевые поверхности лопаток ротора до обеспечения требуемого зазора (также от одних конструкторско-технологических и измерительных баз и с одной установки изделия).
Собранный и облопаченный ротор турбокомпрессора ГТД устанавливают на балансировочный стенд и производят предварительную вытяжку лопаток и межпазовых выступов на ободе дисков до величин, не превышающих радиальные зазоры между лопатками и корпусом статора турбомашины в каждой ступени. В процессе вытяжки рабочих лопаток ротора деформационное воздействие на материал профильных поверхностей лопаток и дисков может быть осуществлено с помощью гидроабразивной струи с частицами шлифовального шлама от каждой ступени ГТД.
После достижения нужной вытяжки рабочих лопаток шлифуют их концы и окончательно балансируют роторы всех ступеней.
В случае необходимости снова вытягивают лопатки ротора, измеряют зазор между ротором и статором и повторяют операцию шлифования.
Режимы окончательной обработки (шлифованием с деформационным упрочнением и/или лазерным разупрочнением) выбирают по результатам расчета температурных полей, тепловых деформаций, температурных перепадов и градиентов температур в зонах концентрации напряжений (фиг. 13-30, 33-40, 73-92) и по результатам испытаний фасонных инструментов на износостойкость.
Осевые зазоры между ступенями лопаток и дисками определяют точностью изготовления торцевых шлиц Хирта, а угловые шаги рабочих и сопловых лопаток турбин или меридиональные зазоры по профилю пера сопрягаемых решеток определяются погрешностями положения замковых пазов в ободе дисков.
Осуществление способа иллюстрируется примерами изготовления ротора и статора турбокомпрессора ГТД производства ряда предприятий г. Уфы (АООТ "УМПО", НПП "Мотор", УАП "Гидравлика".
Сравнительные усталостные испытания ЗСЕТ на полых хвостовиках двухзамковых образцов-моделей рабочих лопаток турбин (ДОМРЛТ) из сплава ЖС6УВИ, елочные профили которых выполнены по сопоставляемым вариантам деформационного воздействия - фрезерование (базовый), по прототипу и по предлагаемому способам представлены на фиг. 1-93.
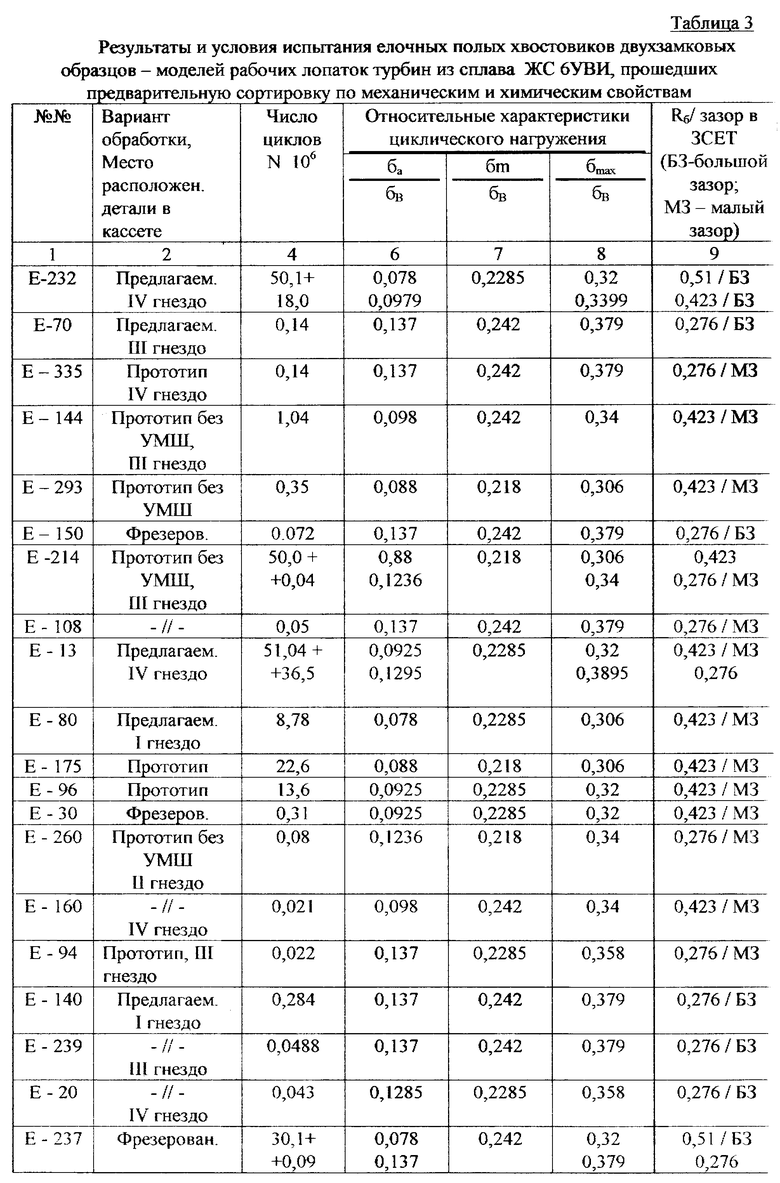
Результаты сравнительных усталостных испытаний ЗСЕТ ДОМРЛТ высокого давления с разными вариантами обработки елочного профиля на полых хвостовиках приведены в таблице 1. В таблице 2 приведены результаты определения механических и химических свойств материалов образцов и параметров усталостной и длительной долговечности. Результаты и условия испытаний елочных полых хвостовиков ДОМРЛТ, прошедших предварительную сортировку по механическим и химическим свойствам, приведены в таблице 3.
Анализ результатов испытаний, приведенных на фиг. 3 и в табл. 3, показывает, что на параметры циклической долговечности (количество циклов N · 106) ЗСЕТ, поверхности полых хвостовиков ДОМРЛТ которых выполнены по сравниваемым вариантам - базовому (фрезерование), способу-прототипу и предлагаемому способу, зависят от ряда показателей циклического нагружения σа,σm,σmax, Rб, выраженных отношением σа/σв,σm/σВ,σmax/σВ,, а также места расположения усталостного излома: ножка, ножка + первый зуб, первый зуб с двух сторон, первый зуб, второй зуб. Во всех рассмотренных случаях лопатки, изготовленные по предлагаемому способу, обладают наибольшей циклической долговечностью.
Шлифовальный станок содержит станину 1 со стойкой 2 и направляющими 3 для перемещения по ним навстречу друг другу шлифовальных бабок 4 и 5. Для их перемещения имеются ходовые винты 6 и 7 с приводом от электродвигателей 8, 9 соответственно.
На каждой шлифовальной бабке 4, 5 установлены с возможностью вращения шпиндели 10, 11, которые имеют планшайбу с сегментными частями для установки на ней блока шлифовальных кругов 12, 13 и снабжены двигателями 14, 15 и могут перемещаться вместе с бабками друг относительно друга по направляющим 3. Приводы двигателей обоих шпинделей независимы друг от друга. Станина 1 имеет на верхней плоскости параллельные направляющие 16, 17, на которых установлен стол 18 с возможностью рабочих перемещений в продольном направлении. На горизонтальной плоскости стола 18 расположено станочное приспособление 19 с направляющими 20, выполненными параллельно оси вращения шпинделей 10, 11 и перпендикулярно направляющим 3 и направляющим 16, 17. В направляющие 20 приспособления 19 установлена многоместная кассета 21 держателя обрабатываемых заготовок с возможностью периодических перемещений от привода 22, выполненного в виде клиновых ползунов 23, передвигаемых шариковыми передаточными механизмами (ШПМ) 24 от кулачка 25 командоаппарата 26. Для жесткого неподвижного закрепления направляющих держателя деталей кассеты 21 в приспособлении 19 выполнен гидрозажим 27 в виде скошенного штока 28 гидроцилиндра 29. Для перемещения стола 16 имеется ходовой винт 30 с приводом от двигателя 31. Для выполнения поворота лопаток в гнездах выступов крестовины держателя деталей кассеты 21 поворотные втулки 32 соединены с тягой 33 и ШПМ с кулачком 34 командоаппарата 26. На плоскости стола 18 установлены стойки 35, 36, между которыми горизонтально с возможностью поворота вокруг горизонтальной оси, параллельной направлению продольной подачи по направляющим 16, 17 и перпендикулярно оси вращения шпинделей 10, 11 и их поперечному перемещению по стойке 2 с направляющими 3 в бабках 4, 5 установлена крестовина 37 с выступами для создания направляющих СОЖ профильных планок 38-41. На оси 42 поворота крестовины 37 справа установлено реечное зубчатое колесо 43, кинематически связанное с рейкой 44 и ШПМ 45 с кулачком 46 командоаппарата 26, установленного на столе 18 и выполненного в виде зубчато-червячного редуктора 47 с приводом от двигателя 48, синхронизированного с программируемыми перемещениями других узлов станка электрической цепью. На выходном валу редуктора 47 установлен с возможностью вращения вокруг своей оси кулачковый вал с кулачками 25, 34, 46. Для правки кругов 12, 13 на столе 18 размещены механизмы правки 48-50 с приводами вращения алмазных профилированных роликов 51-53 и на шлифовальных бабках 4, 5 - механизмы 54, 55 с приводами вращения роликов 56, 57. В направляющих 20 станочного приспособления 19 установлены стойки 58, 59 многоместной кассеты 21, выполненной в виде дополнительной крестовины 60 держателя комплекта деталей, установленной с возможностью перемещения и поворота вокруг оси 61 от привода 22, 23 кулачка 25 и зубчатого колеса 62.
Непосредственно за зоной обработки шлифовальными кругами 12, 13 (фиг. 4б, 6-11) и отделенное от нее лотком для отвода СОЖ установлено устройство для контроля елочного профиля, содержащее корпус 101 с размещенными на нем каретками 102, 103 с контактными поверхностями 104, 105 и 106, 107 и отсчетным механизмом 108 для определения их взаимного положения. Поворотные втулки 109 установлены между поверхностями 104, 105 и 106, 107, которые попарно параллельны между собой и перпендикулярны направляющим измерительных наконечников 110-142. На обращенных друг к другу концах измерительных наконечников 110-142 установлены подпружиненные калиброванные шарики разного диаметра в количестве, соответствующем числу контролируемых параметров, а на противоположных концах наконечников в плоскостях 143, 144, 145, 146, параллельных поверхностям 104-107, расположены опорные торцы калиброванных полусферических элементов 147. При этом измерительные наконечники установлены с возможностью вращения вокруг собственной продольной оси симметрии, а их поворотные втулки 109 - с возможностью фиксации на направляющих поверхностях измерительных наконечников, например, с помощью резьбовых винтов (фиг. 6, 7).
Шлифовальный станок работает следующим образом.
После периодической или непрерывной правки каждого шлифовального круга блока 12, 13 алмазными роликами 51-53, 56, 57 в соответствии с числом шлифуемых поверхностей на деталях, закрепленных в узлах их фиксации на крестовине 60, в которой заготовки обрабатываемых изделий типа дисков и/или лопаток располагают двумя (фиг. 4а, 5, 31, 32) параллельными рядами или одним рядом (фиг. 4б) между двумя оппозитно расположенными блоками шлифовальных кругов 12, 13. Между рядами лопаток устанавливают направляющую СОЖ соответствующую планку 38-41 в виде профильного выступа конкретной формы и размеров, дополняющих габариты заготовок до замкнутого объема запорной зоны образовавшейся жидкостной ванны на крестовине 37. Далее осуществляют закрепление кассет 21 в стойках 58, 59 крестовины 60 и выступов с планками 38-41 крестовины 37 неподвижно относительно друг друга с помощью гидрозажима 27, его штока 28 в гидроцилиндре 29 и ШПМ с фиксатором (не показан). Шлифование профиля на хвостовиках, полках и пере лопаток парой шлифовальных кругов 12, 13 проводят при продольном перемещении стола 18 по направляющим 16, 17. После окончания перемещения бабки 4, 5 разводят в разные стороны по направляющим 3 стойки 2. Кассету 21 крестовины 60 отводят от крестовины 37, поворачивают крестовину 60 вокруг оси 61 или (вместе или по отдельности) поворачивают от крестовины 37 вокруг оси 42 по кинематической цепи: колесо 43, рейка 44, ШПМ 45, кулачок 46, командоаппарат 26, редуктор 47, двигатель 48. В кассете 21 поворачивают лопатки в гнездах по кинематической цепи: втулки 32, тяги 33, ШПМ с кулачком 34 командоаппарата 26 и/или: поворот крестовины 60 вокруг оси 61 каждой грани выступа крестовины многоместной кассеты 21.
Далее проводят обработку другой стороны (или ряда) лопаток теми же кругами 12, 13 аналогичным образом.
Устройство для автоматического контроля прошлифованного профиля установлено непосредственно за зоной обработки и работает совместно с упрочнением по одной из двух схем - при неподвижной и при перемещающейся детали.
При реализации указанных схем прошлифованная лопатка проходит своим хвостовиком между гидроизоляцией отводящего лотка на корпусе 101 и поступает на позицию измерения между шариками 138-141 измерительных наконечников 110-142, перемещаясь со скоростью продольной подачи стола 18 со станочным приспособлением 19 и кассетами 21 в нем с обрабатываемыми лопатками (и/или диском). Первыми вступают в контакт шарики 141 большого диаметра Д4 наконечников 110-142 (сверху и снизу), показанные на фиг. 8. Последними в контакт с обработанной и контролируемой поверхностью хвостовика лопатки и/или межпазового выступа диска ротора вступают шарики 138 меньшего диаметра Д1 как проходящие наибольшее расстояние при сближении кареток 102, 103 с наконечниками 110-142 при контроле блочных размеров по роликам, толщин хвостовика лопатки и/или межпазового выступа на ободе диска ротора. В момент одновременного контакта всех шариков наконечников 110-142 с профилированными поверхностями (елочного профиля хвостовиков лопаток и/или межпазовых выступов на ободе диска ротора ГТД) происходит замыкание силовой цепи измерительных подпружиненных наконечников 110-142 через втулки 109 с контактными плоскостями 104, 105, и 106, 107 кареток 102, 103, а датчик отсчетного механизма 108 при годности прошлифованного профиля выдает команду на продолжение цикла обработки следующей заготовки лопатки и/или межпазовых выступов на ободе диска или команду на повторение обработки при выходе за пределы допуска любого параметра в любом из контролируемых сечений хвостовика лопатки и/или выступа диска.
При контроле в случае несоответствия одного из размеров заданным параметрам в любом из сечений измеряемого объекта дается сигнал на повторение цикла окончательной обработки, начиная с правки обоих шлифовальных кругов алмазными профилированными правящими роликами.
Повторную обработку объекта с увеличенными размерами по толщине при наличии припуска проводят по результатам контроля блочных размеров и непосредственно на станке, что исключает погрешности от установки и базирования заготовок изделий в кассетах 21, неизбежные при шлифовании и контроле вне станка.
Как следует из вышеизложенного, достижение задачи изобретения - повышение КПД лопаточной машины путем стабилизации радиального зазора между лопатками и корпусом машины, между лопатками ротора и статора в осевом и меридиональном (угловом) положении относительно пазов в ободе диска и между торцами дисков при уменьшении расхода энергии и снижении выбросов вредных веществ в окружающую среду обеспечивается только при неразрывном и взаимосвязанном выполнении всех существенных признаков заявленных способа изготовления лопаточной машины и шлифовального станка для его осуществления.
Анализ полученных результатов после различных вариантов механической обработки и деформационного упрочнения показывает, что наличие возможности разупрочнения или упрочнения прошлифованных профилей с более высокой точностью и улучшенными характеристиками параметров качества поверхностного слоя по предлагаемому способу позволит по сравнению с прототипом повысить КПД, при этом стабилизация радиальных, осевых и меридиональных зазоров обеспечивает снижение расходов топлива, воздуха, газа и количество выбросов вредных веществ в окружающую среду.
Кроме того, приведенные сведения показывают, что установлена объективно существующая закономерность взаимосвязи состояния поверхности и подслоя с показателями технологической наследственности и характеристиками циклической долговечности. При этом для правильной оценки долговечности и для обеспечения достоверности и объективности прогноза ожидаемых служебных свойств материала необходимо учитывать его фактические физико-механические и химические свойства.
Таким образом, при осуществлении заявленной группы изобретений появляется возможность повышения КПД за счет обеспечения прочности, долговечности, надежности изделий типа ГТД путем достижения заданной точности, объективности и послеоперационного контроля прошлифованного елочного профиля хвостовика лопатки и/или межпазового выступа диска ротора турбомашины, и, следовательно, уменьшением опасности проявления дефектов шлифования или скрытых дефектов металлургического происхождения в процессе эксплуатации.
В табл. 2 включены результаты определения прочности и содержания С, Сr, Al, Ti, а остальные химические элементы, легирующие никелевый сплав, вошли в суммарный процентный углеродный эквивалент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ОЦЕНКИ ПОВРЕЖДЕННОСТИ ДЕФОРМИРУЕМОГО МАТЕРИАЛА | 1996 |
|
RU2146813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| НАГРУЖАЮЩЕЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ПОЛЗУЧЕСТЬ ПРИ РАСТЯЖЕНИИ СОВМЕСТНО С КРУЧЕНИЕМ | 1996 |
|
RU2152019C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
SU1760719A1 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПАЗОВ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2019 |
|
RU2710258C1 |
| Ротор турбины высокого давления газотурбинного двигателя (варианты) | 2018 |
|
RU2691868C1 |
| Ротор турбины низкого давления (ТНД) газотурбинного двигателя (варианты), узел соединения вала ротора с диском ТНД, тракт воздушного охлаждения ротора ТНД и аппарат подачи воздуха на охлаждение лопаток ротора ТНД | 2018 |
|
RU2684355C1 |












Изобретение может быть использовано при производстве газотурбинных двигателей и других лопаточных машин. Производят предварительную сортировку лопаток и межпазовых выступов на ободе дисков по механическим свойствам и химическому составу. Окончательную обработку выполняют шлифованием с последующим автоматическим контролем прошлифованных профильных замковых и шлицевых соединений непосредственно на станке с последующим деформационным упрочнением (разупрочнением) только годных деталей. Лопатки ротора и статора шлифуют от одних конструкторско-технологических и измерительных баз с одной установки изделия. Сопрягаемые профили обрабатывают в интервале рабочих температур и температурных напряжений, соответствующих значениям указанных параметров при эксплуатации изделия. Деформационное воздействие ведут при вращении ротора изделия. Станок для осуществления способа содержит приспособление для закрепления обрабатываемых деталей в виде крестовины и элементы для направления смазывающе-охлаждающей жидкости. Станок снабжен устройством для автоматического контроля шлифуемых поверхностей в виде измерительных наконечников из прозрачного для лазерного излучения материала типа сапфира. Наконечники снабжены калиброванными шариками разного диаметра. Изобретение позволяют повысить КПД лопаточной машины за счет стабилизации зазоров между элементами машины, уменьшить расход топлива и улучшить экологическую безопасность функционирования лопаточных машин и эксплуатации газотурбинных двигателей. 2 с. и 6 з.п.ф-лы, 3 табл., 93 ил.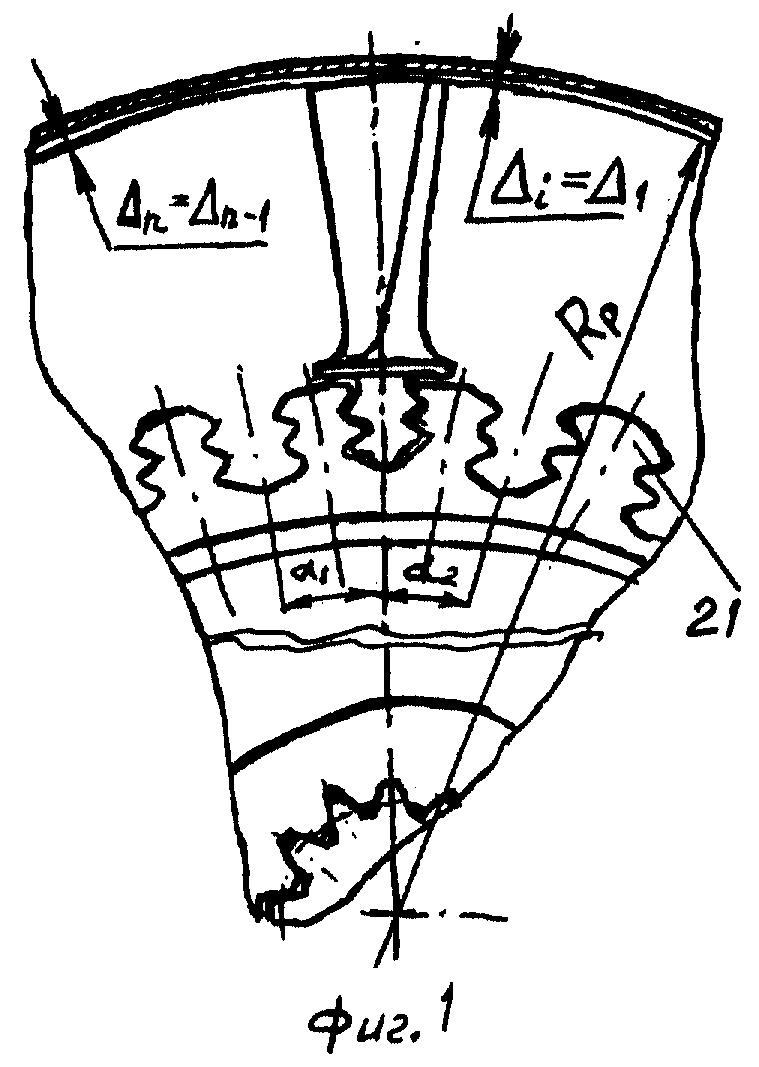
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| DE 3005606 C2, 20.08.1981 | |||
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| СТАНОК ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ ЛОПАТОК ТУРБИН | 1992 |
|
RU2028911C1 |
| US 4481739, 13.11.1984. | |||
