Изобретение относится к прокатному оборудованию и может быть использовано в производстве трансформаторной стали для очистки полос от окалины.
Известен способ очистки полос стали от окалины, заключающийся в том, что удаление окалины осуществляют иглофрезерованием в направлении прокатки с перюгибом полосы в зоне контакта ее с последовательно расположенными к (глофрезами и с подачей охлаждающей жидкости в зону резания i
При зачистке полосы по указанному способу в ней возникают большие напряжения растяжения от усилий резания иглофрез, что недопустимо для трансформаторной стали, обладающей повышенной хрупкостью и склонностью к порывам, особенно при наличии концентраторов напряжения на кромках полосы.
С целью уменьшения тягового усилия для предотвращения разрьша полосы предложен способ, по которому одной части иглофрез придают встречное вращениеа другой - попутное.
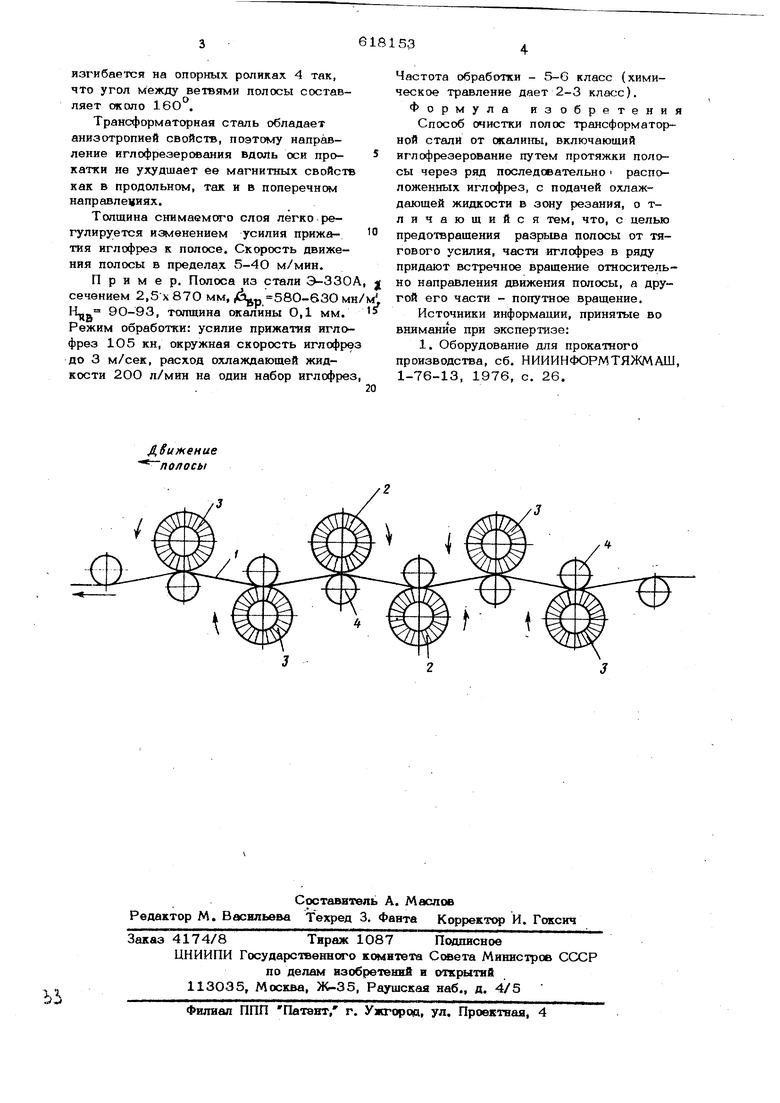
На чертеже показана схема установки длд очистки полос трансформаторной стали по предложенному способу.
Полоса 1 протягивается между иглофрезами 2 и 3, установленными над и под полосой. При этом часть иглофрез (иглофрезы 3) вращается против движения полосы, а другая часть (иглофрезы 2) - по ходу полосы. Таким образом натяжение полосы поддерживается в допустимых пределах. В зону контакта с иглофрезами подается охлаждающая жидкость следующего состава; вес.%: Металсиликат натрия 1-2 Силикат литияО,3
ВодаОстальное
Компоненты охлаждающей жидкости нетоксичны, и ее можно без обработки сливать в канализацию, либо использовать в замкнутом цикле, с фильтрацией и подпиткой. Указанная жидкость хорошо предохраняет иглофрезы от коррозии и после промывки не оставляет пятен на полосе. Для обеспечения контакта иглофрез с полосой по всей ширине, полоса изгибается на опорных роликах 4 так, что угол между ветвями полосы составляет около 16О . Трансформаторная сталь обладает анизотропией свойств, поэтому направление иглофреэерсжания вдоль оси прокатки не ухудшает ее магнитных свойств как в продольном, так и в поперечном направлениях. Толщина снимаемого слоя легко регулируется изменением усилия прижатия иглофрез к полосе. Скорость движения полосы в пределах 5-4О м/мин. Пример. Полоса из стали Э-ЗЗО сечением 2,5х87О мм, 580-630 мн 9О-93, тогадина сжалины 0,1 мм. Режим обработки: усилие прижатия иглофрез 105 кн, окружная скорость иглофре до 3 м/сек, расход охлаждающей жидкости 200 л/мин на один набор иглофрез Частота обработки - 5-6 класс (химическое травление дает 2-3 класс). Формула изобретения Способ очистки полос трансформаторной стали от окалины, включающий иглофрезерование путем протяжки полосы через ряд последсжательно расположенных иглофрез, с подачей охлаждающей жидкости в зону резания, о тличающийся тем, что, с целью предотвращения разрьша полосы от тягового усилия, части иглофрез в ряду придают встречное вращение относительно направления движения полосы, а другой его части - попутное вращение. Источники информации, принятые во внимание при экспертизе: 1. Оборудование для прокатного производства, сб. НИИИНФОРМТЯЖМАШ, 1-76-13, 1976, с. 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
X Sumenue полосы
