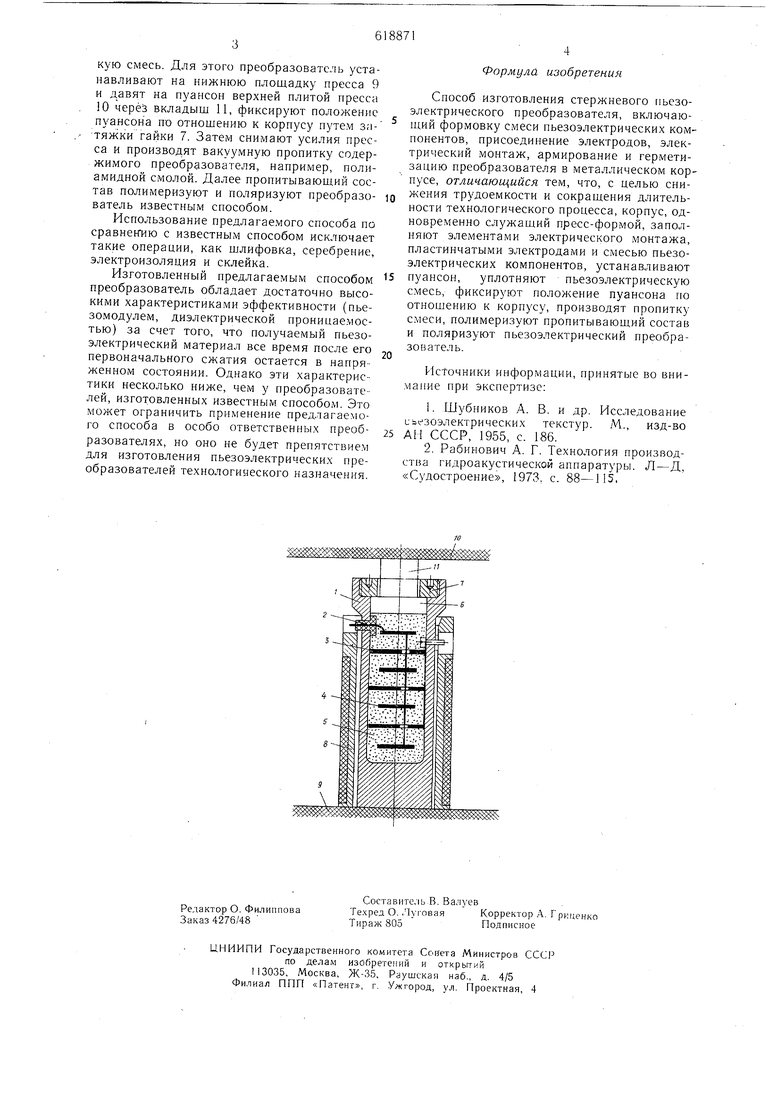
кую смесь. Для этого преобразователь устанавливают на нижнюю площадку пресса 9 и давят на пуансон верхней плитой пресса 10 через вкладыш 11, фиксируют положение пуансона по отношению к корпусу путем затяжки гайки 7. Затем снимают усилия пресса и производят вакуумную пропитку содержимого преобразователя, например, полиамидной смолой. Далее пропитываюший состав полимеризуют и поляризуют преобразователь известным способом. Использование предлагаемого способа по сравнению с известным способом исключает такие операции, как шлифовка, серебрение, электроизоляция и склейка. Изготовленный предлагаемым способом преобразователь обладает достаточно высокими характеристиками эффективности (пьезомодулем, диэлектрической проницаемостью) за счет того, что получаемый пьезоэлектрический материал все время после его первоначального сжатия остается в напряженном состоянии. Однако эти характеристики несколько ниже, чем у преобразователей, изготовленных известным способом. Это может ограничить применение предлагаемого способа в особо ответственных преобразователях, но оно не будет препятствием для изготовления пьезоэлектрических преобразователей технологияеского назначения. Формула изобретения Способ изготовления стержневого пьезоэлектрического преобразователя, включающий формовку смеси пьезоэлектрических компонентов, присоединение электродов, электрический монтаж, армирование и герметизацию преобразователя в металлическом корпусе, отличающийся тем, что, с целью снижения трудоемкости и сокращения длительности технологического процесса, корпус, одновременно служащий пресс-формой, заполняют элементами электрического монтажа, пластинчатыми электродами и смесью пьезоэлектрических компонентов, устанавливают пуансон, уплотняют пьезоэлектрическую смесь, фиксируют положение пуансона по отношению к корпусу, производят пропитку смеси, полимеризуют пропитывающий состав и поляризуют пьезоэлектрический преобразователь. Источники информации, принятые во внимание при экспертизе: 1.Шубников А. В. и др. Исследование иьезоэлектрических текстур. М., изд-во АИ СССР, 1955, с. 186. 2.Рабинович А. Г. Технология производства гидроакустической аппаратуры. Л-Д, «Судостроение, 1973, с. 88-115.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержневого пьезоэлектрического преобразователя | 1985 |
|
SU1319328A2 |
| Способ изготовления гибкого композиционного пьезоматериала и шихта для его реализации | 2018 |
|
RU2693205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОКЕРАМИЧЕСКИХ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1999 |
|
RU2214316C2 |
| Пьезоэлектрический датчик давления и способ его изготовления | 1990 |
|
SU1770794A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 2001 |
|
RU2210461C2 |
| Способ изготовления пьезоэлектрическогоКЕРАМичЕСКОгО МАТЕРиАлА | 1979 |
|
SU823347A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКТЮАТОР | 2024 |
|
RU2832857C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКТЮАТОР | 2024 |
|
RU2827058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГО ДАТЧИКА ОБЪЕМНЫХ ДЕФОРМАЦИЙ | 2007 |
|
RU2348899C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2007 |
|
RU2358953C2 |
