Изобретение относится к технологии лазерного синтеза объемных изделий (ЛСОИ) /англ. термины Rapid Prototyping, Free Form Fabrication/ методом селективного лазерного спекания (СЛС) для нужд машиностроения и приборостроения, к производству электроакустических пьезопреобразователей из порошковых керамик.
В настоящее время существует проблема быстрого и качественного производства пьезоэлектрических преобразователей, подчас сложной формы, которые находят широкое применение в ультразвуковых устройствах. Эти устройства используются в технологиях поверхностной упрочняющей обработки, дефектоскопии, нефте- и газоразведке, медицине и бытовой технике.
Существующий традиционный способ производства пьезокерамических элементов представляет собой длительный технологический процесс. Так для производства пьезокерамики ЦТС типа (цирконат - титанат свинца) осуществляется смешение окислов TiO2, ZrО2, PbO в соответствующей пропорции, их размол, просеивание до определенного размера фракции (20-30 мкм), предварительное спекание в течении 3-5 часов при температуре 800-950oС, последующее компактирование заготовок и придание им формы будущего изделия с припуском на механическую обработку, обжиг заготовок при температуре 1200-1250oС в течение 4 часов, финишную механическую обработку до необходимых размеров, нанесение серебряных электродов на торцы и, наконец, поляризацию ее в сильном электрическом поле в течение 2 часов /см. Глозман И.А. "Пьезокерамика". - М. , Энергия, 1972г. - 288с./.
Описанную выше технологию получения пьезокерамики можно считать прототипом заявляемого изобретения.
Нам представляется перспективным заменить ряд технологических операций в традиционной методике изготовления пьезокерамик из порошковых материалов, в частности процессы спекания и компактирования процессом СЛС, синтезируя тем самым изделие требуемой формы. Создаваемые таким образом пористые пьезокерамические изделия поляризуются далее в сильном электрическом поле по традиционной методике. Возможно также перед поляризацией инфильтровать их наполнителем для уменьшения шероховатости поверхности, увеличения прочности и привнесения дополнительных пьезоэлектрических свойств.
Задачей заявляемого изобретения является значительное сокращение затрат времени в многостадийном процессе изготовления пьезокерамических материалов и расширения их функциональных характеристик за счет использования метода СЛС в технологии ЛСОИ.
Поставленная задача достигается тем, что в способе изготовления пьезокерамических объемных изделий из порошковых композиций, включающем смешение просеянных до определенной фракции порошков, предварительный отжиг компонентов приготовляемой смеси, спекание, компактирование, обжиг и последующую механическую обработку изделия, отличающегося тем, что спекание, компактирование, обжиг и последующую механическую обработку изделия осуществляют посредством селективного лазерного спекания.
Для обеспечения необходимого качества синтезируемой пьезокерамики и изделий сложной формы СЛС выполняют в несколько проходов с различными температурными режимами на отдельных проходах, что обеспечивает протекание в смеси необходимых физико-химических процессов. Для повышения прочности пористых синтезируемых объемных пьезокерамических изделий, уменьшения шероховатости их формы и/или изменения пьезоэлектрических характеристик производят дополнительную инфильтрацию спеченного изделия наполнителем.
В предлагаемом способе изготовления объемных пьезокерамических изделий предварительный отжиг компонентов приготовляемой смеси осуществляют посредством СЛС, так что процесс многопроходного и послойного СЛС по заданному контуру будет заменять уже не четыре, а пять технологических операций из традиционной технологии синтеза пьезокерамик.
Предварительное просеивание смешиваемых порошков необходимо для усреднения гранулометрического состава, что улучшает однородность материала изготавливаемого изделия. При этом важно выбирать размер фракции (дисперсность) обрабатываемого порошка, так чтобы она была соизмерима и желательно меньше диаметра пятна ЛИ. Этим достигается перекрытие пятном и одновременная лазерная обработка нескольких частиц, что обеспечивает их успешное спекание.
Для отличительного существенного признака при селективном воздействии ЛИ на синтезируемые пьезокерамические порошковые композиции характерны следующие свойства. Сканирование ЛИ по поверхности порошковой композиции с различными скоростями позволяет обеспечить необходимый температурный режим на поверхности для протекания требуемых физико-химических процессов при синтезе керамики. Поскольку технология ЛСОИ методом СЛС позволяет реализовать прецизионное селективное воздействие на порошковую композицию с целью формирования строго заданной формы изделия, принципиальным является выбор режима лазерного воздействия (ЛВ) - плотности мощности ЛИ, диаметра пятна, скорости сканирования пучка и коэффициента его перекрытия так, чтобы имели место соответствующие температурные режимы.
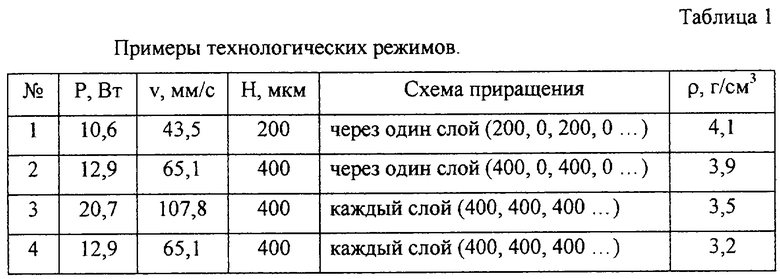
Пример 1. Химически чистые порошки окислов TiO2, ZrO2, PbO механически смешивались в пропорции 18,95 г:33,1 г:107,1 г. Далее осуществляли отжиг по схеме: 1,5 часа при температуре 850oС, 1,5 часа при 900oС и остывание в течение 10 часов. Приготовленную смесь спекали методом СЛС на Nd-YAG лазере. Примеры технологических режимов спекания приведены в табл. 1.
В табл. 1 обозначено: Р - мощность лазерного излучения; v - скорость сканирования лазерного пучка по поверхности порошка; Н - толщина очередного слоя при послойном СЛС, ρ - плотность синтезированного изделия. Различие схем приращения заключается в следующем. При приращении "каждый слой" последовательность технологических операций такова: насыпается слой порошка фиксированной толщины Н, порошок спекается лазерным излучением, насыпается слой порошка толщины Н, порошок спекается лазерным излучением и т.д. При приращении "через один слой" последовательность операций такова: насыпается слой порошка фиксированной толщины Н, порошок спекается лазерным излучением, насыпается слой порошка, компенсирующий усадку при спекании (так чтобы толщина досыпанного слоя порошка была равна усадке керамики при спекании), порошок спекается лазерным излучением, насыпается слой порошка толщины Н, спекается лазерным излучением, насыпается слой, компенсирующий усадку и т.д.
Последовательность операций при СЛС приведена ниже, после примеров.
Пример 2. Химически чистые порошки окислов TiO2, ZrO2, РbО механически смешивались в пропорции 18,95 г:33,1 г:107,1 г. Далее без проведения отжига приготовленную смесь спекали методом СЛС на СО2 лазере. Пример режима обработки следующий: мощность лазерного излучения - 40 Вт, скорость сканирования - 1000 мм/мин, толщина слоя порошка - 200 мкм, схема приращения - каждый слой (200, 200, 200...). Последовательность операций при СЛС приведена ниже, после примеров.
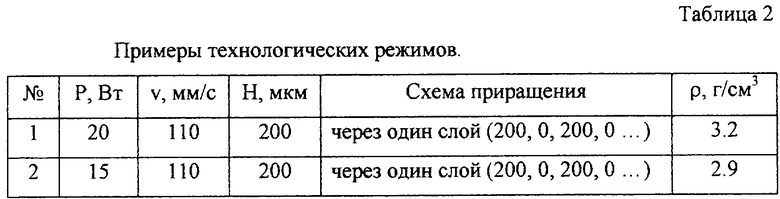
Пример 3. Химически чистые порошки окислов TiО2, ZiО2, РbO механически смешивались в пропорции 18,95 г:33,1 г:107,1 г. Далее осуществляли отжиг в течение 2 часов при температуре 910oС и охлаждали в течение 1 часа. Приготовленную смесь спекали методом СЛС на Nd-YAG лазере.
Режимы спекания и плотности получаемых образцов приведены в табл. 2.
После спекания керамический каркас пропитывался раствором фторопласта ФТ-2М. В качестве растворителя использовался ацетон. Пропитка проводилась в 10%-ном и 30%-ном растворах ФТ-2М в ацетоне. Для получения композита керамика + полимер пропитка проводилась по известному в химической технологии способу:
- пропитка керамического каркаса в растворе;
- сушка под вакуумом для удаления растворителя;
- сушка в печи при температуре 100oС для полимеризации полимера ФТ-2М;
- определение привеса массы;
- следующий цикл: пропитка, сушка...
Пропитка осуществлялась до тех пор, пока привес массы после каждого цикла не стал очень мал, что означает, что поры заполнились полимером (в нашем случае потребовалось 20 циклов пропитки и сушки).
Последовательность операций СЛС такова (см. чертеж). На компьютере (10) создается компьютерный образ объекта - детали для СЛС, включая программное разложение этого объекта на плоские сечения, по которым будет сканироваться лазерный луч. Программа обработки компьютерного образа объекта передается через блок управления (8) на лазерную установку (7), дефлекторы которой в оптической головке управляют движением лазерного луча на плоскости по заданному компьютером контуру. Предварительно приготовленная порошковая композиция засыпается в бункер (9), не имеющий дна (4). Основанием для спекаемой детали является поршень (1), который в цилиндре (3) может опускаться (2) на определенное расстояние. Затем весь цилиндр (3) выходит из-под бункера, формируя на поверхности (5) ровный слой порошка, и по направляющей (6) подается в зону лазерной обработки. Далее цилиндр уходит под бункер, опускается на высоту спеченного слоя и процесс повторяется.
Изготовление изделий сложной формы с низкой плотностью позволяет расширить функциональные возможности пьезокерамики, например полученные пьезоэлементы обладают широким диапазоном различных акустических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО СИНТЕЗА ОБЪЕМНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2212982C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2000 |
|
RU2217265C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ БИМЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1999 |
|
RU2217266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ ИМПЛАНТАТОВ ИЗ БИОСОВМЕСТИМЫХ МАТЕРИАЛОВ | 1999 |
|
RU2218242C2 |
| МЯГКАЯ ДИАФРАГМА ДЛЯ ЛАЗЕРОВ | 1999 |
|
RU2163386C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2006 |
|
RU2333076C1 |
| РЕНТГЕНОВСКИЙ РЕФЛЕКТОМЕТР | 1999 |
|
RU2176776C2 |
| РЕНТГЕНОВСКИЙ МОНОХРОМАТОР | 2000 |
|
RU2181198C2 |
| РЕНТГЕНОВСКИЙ РЕФЛЕКТОМЕТР | 1999 |
|
RU2166184C2 |
Изобретение относится к технологии лазерного синтеза объемных изделий (ЛСОИ), макетов деталей машин методом селективного лазерного спекания (СЛС) для нужд машиностроения и приборостроения, к производству электроакустических пьезообразователей из порошковых керамик. Способ изготовления пьезокерамических объемных изделий из порошковых композиций включает смешение просеянных до определенной фракции порошков, предварительный отжиг компонентов приготовляемой смеси, спекание, компактирование, обжиг и последующую механическую обработку изделия, при этом спекание, компактирование, обжиг и последующую механическую обработку изделия осуществляют посредством метода СЛС, который выполняют в несколько проходов с различными температурными режимами на отдельных проходах и производят дополнительную инфильтрацию спеченного изделия наполнителем. СЛС также дополнительно включает предварительный печной отжиг. Изобретение позволяет значительно сократить затраты времени и расширить функциональные характеристики материалов за счет использования метода СЛС в технологии ЛСОИ. 3 з.п.ф-лы, 1 ил., 2 табл.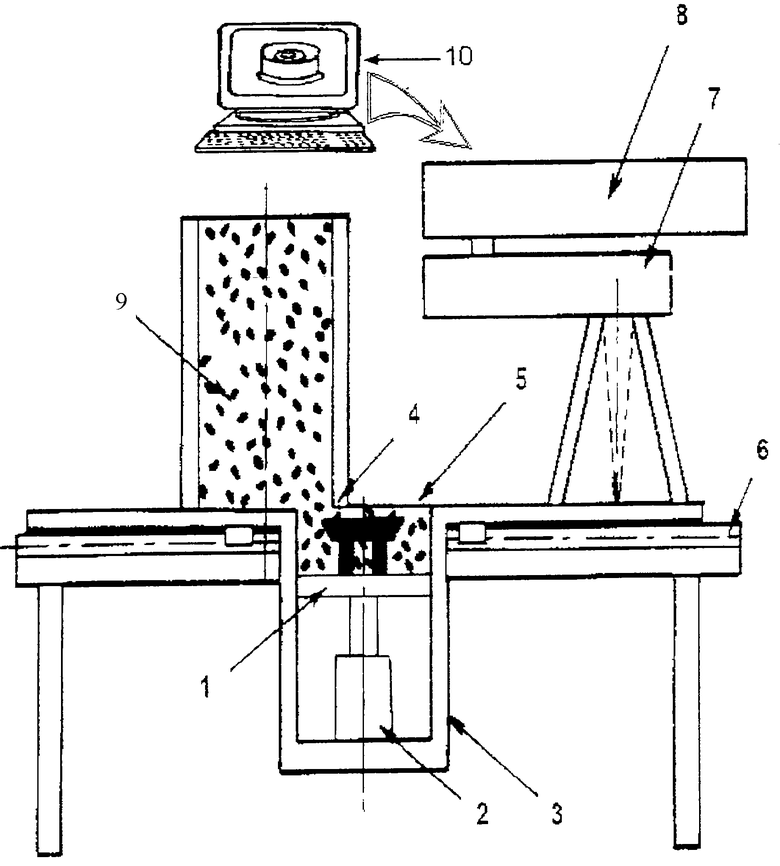
| ГЛОЗМАН И.А | |||
| Пьезокерамика | |||
| - М.: Энергия, 1972, с.202-206 | |||
| Физика и химия обработки материалов, 1997, №6, с.92-96 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПЬЕЗОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ НА ОСНОВЕ ЦИРКОНАТА-ТИТАНАТА СВИНЦА | 1996 |
|
RU2116990C1 |
| JP 57034377, 24.02.1982. | |||

