(54) СПОСОБ ПРОИЖОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ БАНДАЖЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2020 |
|
RU2737690C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463359C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2466193C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2010 |
|
RU2445379C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393239C1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1977 |
|
SU724583A1 |
| Толстый лист из дисперсионно-твердеющей стали для горячей штамповки и способ его получения | 2017 |
|
RU2649110C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2009 |
|
RU2414515C1 |
2
ключает необходимость повторного нагрева бандажа под аакапку ипн нормализацию дпя измельчения зерна. При этом способе термическое упрочнение ипи нормализация осуществпяются с нагрева под прокатку от температуры ее конца.
Повышение механических свойств и снижение температуры хрупкого разрушения бандажа в термически упрочненном состоянии обуспавпивается мепким зерном стали (7-8 балл), эффектом наследования в конечной структуре несовершенств строения аустенита, обусловленных его горячей пластической деформацией и эффектом очищения границ зерен, рекриоталлизованных при более низких темпе- рагурах.
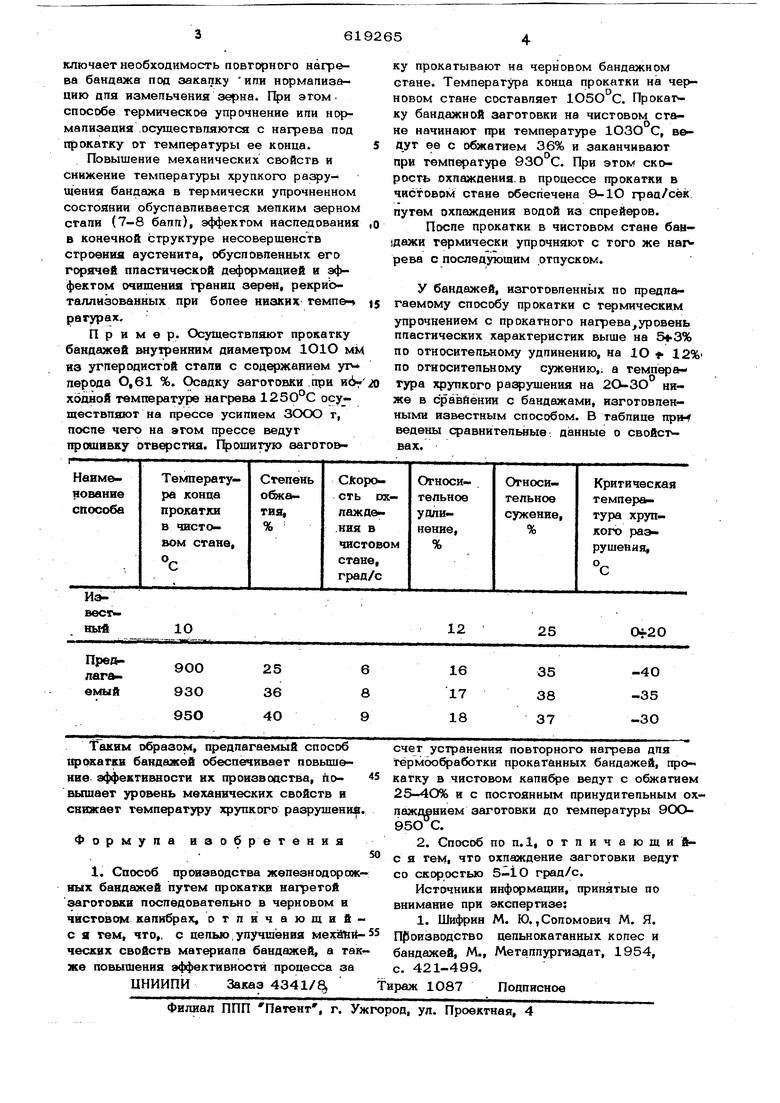
Пример. Осуществляют прокатку бандажей внутренним диаметром 1О1О мй из углеродистой стали с содержанием yi лерода 0,61 %. Осадку заготовки при ибг ходной температуре нагрева 1250°С осу ществлнют на прессе усилием ЗООО т, после чегю на этом прессе ведут прошивку отверстия. Прошитую аагото&ку прокатывают на черновом бандажном стане. Температура конца прокатки на черновом стане составляет 1О5О С. Прокатку бандажной заготовки на чистовом стане начинают при температуре 1ОЗО С, ведут ее с обжатием 36% и заканчивают при температуре 93О С. При этом скорость охлаждения, в процессе прокатки в чистовой стане обеспечена 9-1О град/сек путем охлаждения водой из спрейеров.
После прокатки в чистовом стане бан1дажи термически упрочняют с того же нагрева с последующим отпуском.
У бандажей, изготовленных по предлагаемому способу прокатки с термическим упрочнением с прокатного нагрева,уровень пластических характеристик выше на по относительному удлинению, на 1О t- 12% по относнтельному сужению,; а темпер тура хрупкого ра ушения на 2О-ЗО ниже в сравйёнин с бандажами, изготовленными известным способом. В таблице при ведены сравнительные цанные о свойст вах.
