Изобретение относится к термической обработке черных металлов и может быть использовано при производстве бандажей для горизонтальных и вертикальных валков прокатных станов.
Известен способ производства железнодорожных бандажей путем прокатки нагретой заготовки последовательно в черновом и чистовом калибрах [1].
Недостатком известного способа является применение для изготовления бандажей стали высокой флокеночувствительности, что обуславливает необходимость осуществления процесса противофлокенной обработки бандажей. Кроме того, высокая температура конца деформации (980-1050oС) и низкие значения деформации по сечению бандажа не позволяют использовать эффект деформации для повышения уровня пластических и вязких свойств, ударной вязкости и снижения температуры хрупкого разрушения.
Известен способ тепловой обработки трамвайных бандажей из углеродистой стали. Способ включает в себя прокатку и клеймение бандажей в горячем состоянии, изотермическую выдержку в неотапливаемых колодцах, замедленное охлаждение на воздухе. Между прокаткой и клеймением температуру металла бандажей выдерживают в интервале 840-880oС, а процесс изотермической выдержки осуществляют в течение 0,8-1,1 час при 500-650oС с последующим замедленным охлаждением до 250oС [2]. Недостатком данного способа обработки является невысокая твердость бандажей (250-270 НВ), что ведет к низкой стойкости бандажей в эксплуатации.
Известен способ термической обработки железнодорожных бандажей, при котором нагретый до температуры аустенизации бандаж подвергают охлаждению до температуры 300-350oС. При этом охлаждение всех поверхностей и граней бандажа начинают одновременно и ведут с разной скоростью. Поверхность катания и боковые грани охлаждают со скоростью 10-20 град/сек до конечной температуры, а внутреннюю поверхность со скоростью 3-4 град/сек до температуры 600-700oС и с этой же температуры - до конечной (300-350oС) со скоростью 10-20 град/сек, а затем осуществляют отпуск бандажа [3]. Недостатком данного способа являются невысокие механические свойства (σв = 95-110 кг/мм2, НВ в 300-320), что также сказывается на эксплуатационной стойкости изделия.
В качестве наиболее близкого аналога принят известный способ производства бандажей на Нижнетагильском металлургическом комбинате. Способ включает в себя следующие технологические операции: нагрев исходных заготовок до температуры 1250oС, осадку гладкими плитами, прошивку центрального отверстия, прокатку при температуре 850-1050oС, клеймение по боковой поверхности, сбор бандажей в стопы по 20 штук и установка их в неотапливаемые колодцы при температуре 300-400oС для замедленного охлаждения. Далее бандажи подвергают термической обработке в полумуфельных вертикальных печах с охлаждением в нагретой воде, а закаленные бандажи после нагрева до температуры 510oС отпускают в отпускной печи [4].
Недостатком данного способа является ограничение по массе исходной заготовки - не более 1000 кг; по марочному составу сталей - способ не применим для заэфтектоидных сталей; по температурному интервалу деформации и виду термообработки - закалка в воде с высоким отпуском не позволяет подучить более высокие прочностные свойства и твердость (σв = 96-115 кг/мм2, 270-320 НВ).
В настоящее время изготавливают бандажи из различных марок стали, соответствующие: ГОСТу 398-81, ГOСTу 380-71, ТУ 14-15-147-85. У всех этих марок стали, из которых изготавливают бандажи, содержание углерода не выше 0,63-0,65%. Для этих сталей отработана технология производства бандажей и режимы термической обработки. Изготавливаемые трамвайные и железнодорожные бандажи соответствуют по своим механическим и прочностным характеристикам требованиям стандартов.
В то же время используемые в прокатном производстве бандажи для прокатных валков выдерживают повышенные нагрузки, поэтому к ним предъявляются более высокие требования. В связи с чем возникла необходимость разработки технологии производства бандажей из других марок сталей, например из заэфтектоидных. Горячая пластическая деформация и термическая обработка заэфтектоидных сталей приводят к повышению ее механических и эксплуатационных свойств. В связи с чем перед изобретением поставлена задача производства бандажей из заэфтектоидных сталей и повышение их прочностных и эксплуатационных характеристик.
Поставленная задача достигается за счет того, что нагрев заготовок под деформацию осуществляют в методической печи не ниже 8-и часов с температурными ограничениями по зонам печи:
- у окна посада (не более 600oС) - в течение 2-х часов;
методическая зона (700-800oС) - не менее 2-х часов; сварочная зона (1180-1200oC) - не менее 3-х часов; томильная зона (1180-1200oC) - не менее 1 час, далее после первичной деформации на прессе заготовки помещают в камерную печь, где ведут нагрев со скоростью 3-10 град/с до температуры 1100-1150oС с последующей выдержкой при этой температуре не менее 3-х часов, а после повторного деформирования на прессе и прокатке в клетях осуществляют изотермическую выдержку полученных бандажей в полумуфельных печах при температуре 630-650oС не менее 5-и часов, далее производят дополнительный нагрев бандажей в этих же печах под закалку со скоростью 2-10 град/сек до температуры 805-835oС с последующей выдержкой при этой температуре 3,4-4,5 час, далее охлаждают в закалочной среде 60 сек, после чего выдерживают 60 сек на воздухе, а затем еще раз охлаждают в закалочной среде 50-70 сек и только после этого производят самоотпуск, причем конечная температура при закалке должна быть 460-480oС. Сущность предлагаемого изобретения заключается в следующем.
Бандажи из заэфтектоидных сталей подвергают многоступенчатой термической обработке и самоотпуску, начиная с температуры 460-480oС. Длительность режимов термической обработки бандажей довольно значительна и определяется в основном временем, необходимым для разработки и получения мелкозернистой структуры. Изменение макро- и микроструктуры стали под действием горячей пластической деформации и последующей термической обработки приводит к значительному повышению механических свойств.
В качестве опытных проработок была использована заэфтектоидная сталь 100XHM, имеющая следующий химический состав, %:
С 0,95-1,05; Mn 0,50-0,80; Si 0,25-0,50; Р < 0,035; S < 0,025; Сz 1,30-1,65; Ni 0,80-1,20; Mo 0,10-0,30; Al 0,02.
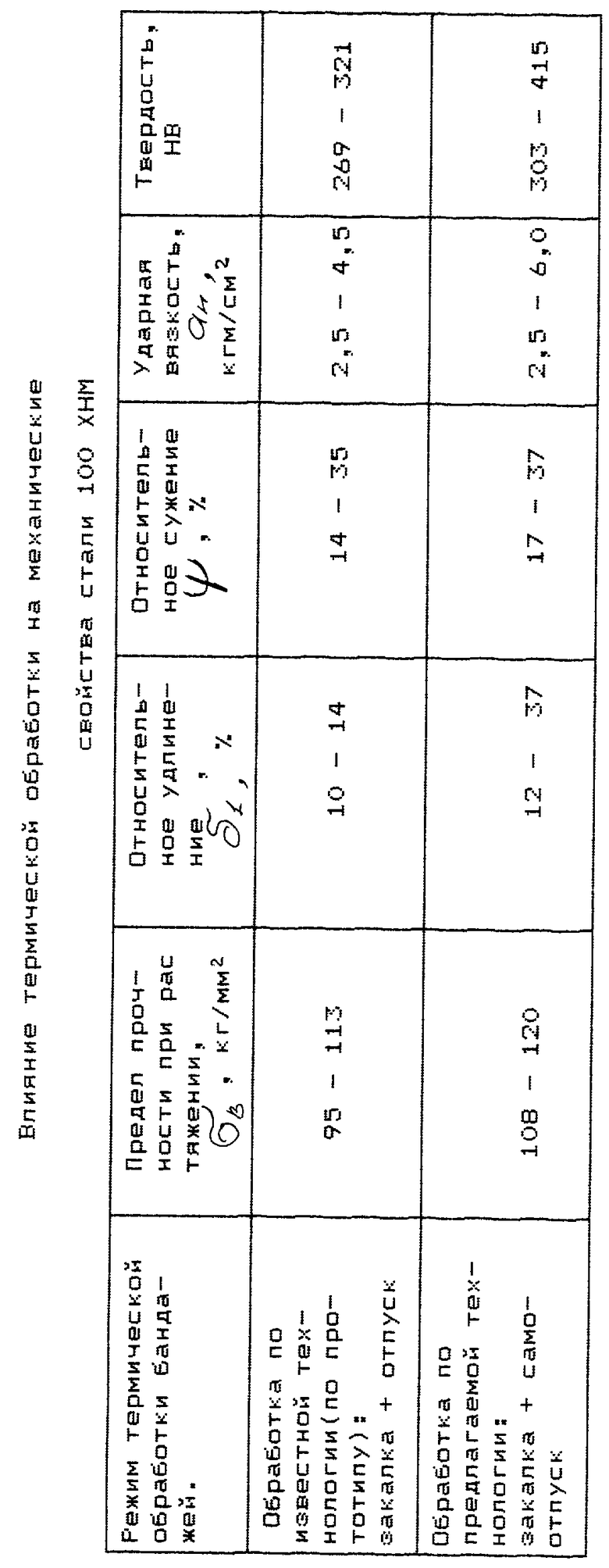
Влияние термической обработки на механические свойства стали 100XHM показаны в таблице.
В таблице представлены эксперементальные данные по упрочнению бандажей по известной и предлагаемой изобретением технологиям.
Предложенной новой технологией способа производства бандажей из заэфтектоидных сталей предусматривается поэтапный нагрев заготовок в зонах методической печи не менее 8-и часов до температуры 1180-1200oС. Исследованием опытных партий установлено, что наилучшую пластичность эти стали имеют именно при такой температуре. Перегрев выше 1200oС приводит к резкому падению пластичности.
Далее предусматривается осадка на прессе усилием 3200 т.с. гладкими плитами, разгонка и прошивка центрального отверстия в заготовке, затем посадка и нагрев заготовок в камерной печи с выдержкой при температуре 1100-1150oC не менее 3-х часов с последующим повторным обжатием на прессе и прокатка в клетях.
При пластической деформации в металле происходит собственно упрочнение структуры вследствие раздробления зерен, изменения их ориентировки, распада пересыщенных растворов, искажения кристаллической решетки и разупрочнения. Излом деформированных образцов получается вязкий, матовый.
После прокатки в клетях бандажи помещают в полумуфельные печи, где осуществляют изотермическую выдержку не менее 5-и часов. Температура 630-650oС является наиболее эффективной для выделения водорода и ведет к значительному снижению брака бандажей по флокенам.
После проведения противофлокенной обработки бандажи опять нагревают со скоростью 2-10 град/с до температуры 805-835oС и выдерживают при этой температуре 3,5-4,5 час. Далее производят процесс закалки бандажей в подогретой до 40-55oС воде по схеме: опускание в воду на 60 сек - выдержка на воздухе 60 сек - опускание в воду на 50-70 сек.
Для снятия напряжений, возникающих при закалке, бандажи выкладывают в защищенное от сквозняков место и производят самоотпуск, т.е. они медленно охлаждаются до температуры окружающей среды. Начальная температура самоотпуска должна быть равна 460-480oС.
Все диапазоны температур и время выдержки, а также скорости нагрева были подобраны опытным путем. Для заэфтектоидных сталей именно при этих параметрах были получены наилучшие результаты.
Пример конкретной реализации
Из стали 100ХHМ изготавливали бандажи для вертикальных валков цеха широкополочных балок.
Бандажи следующих размеров: 1030х750х280 мм, масса 1092 кг.
Материалом для бандажей является непрерывнолитая заготовка диаметром 430 мм. После отливки на МНЛЗ круглые заготовки выдерживались в специальных термосах в течение 120 часов. Затем на пилах Вагнера порезали на штучные заготовки, которые посадили в методическую печь. Нагрев в печи производили по следующим температурным зонам, oC:
У окна посада - 600
Методическая зона - 760
Сварочная зона - 1180
Томильная зона (выдачи) - 1200
Длительность нагрева заготовок по зонам печи была следующая:
У окна посада - 2 ч
Методическая зона - 2 ч 20 мин
Сварочная зона - 2 ч 50 мин
Томильная зона - 1 ч
После прогрева заготовки обжали на прессе до высоты не более 800 мм, а затем посадили в камерную печь, где заготовки нагревали не менее 3-х часов. Режим нагрева задавался из расчета обеспечения температуры 1100-1150oС.
Далее заготовки повторно обжали и прошили на прессе с усилием 3200 т и затем прокатали в клетях до заданных размеров. После прокатки бандажи передали на термоучасток, где проводили противофлокенную обработку. Для этого бандажи поместили в полумуфельную печь и нагрели до температуры 630oС и выдерживали при этой температуре в течение 7-и часов, далее пребывание на воздухе 12 часов. Затем проводили термообработку, для чего бандажи нагрели до температуры 820oС со скоростью 6 град/сек и выдержали в течение 4-х часов, затем охладили бандажи в теплой воде (t воды =50oС) в течение 60 сек, далее была выдержка на воздухе 60 сек и повторно охлаждение в теплой воде еще 50-70 сек. После проведенной закалки провели самоотпуск бандажей, причем начальная температура самоотпуска равна 460-480oС. На образцах, вырезанных из закаленного бандажа из марки 100ХНМ, определили механические свойства, которые свели в таблицу. Анализ подученных результатов подтверждает, что процесс пластической деформации приводит к разрушению литой структуры и измельчению зерна основной металлической матрицы. Последующая термическая обработка приводит к еще большему увеличению механических свойств. В сравнении с известным способом производства бандажей предел прочности повышается с 95-113 до 108-120 кг/мм2, ударная вязкость с 2,5-4,5 до 2,5-6,0 кгм/см2 а твердость бандажей достигает 302-415 НВ.
Таким образом, использование предложенного способа производства бандажей из заэфтектоидных сталей позволяет повысить уровень механических свойств металла, повысить эксплуатационную стойкость бандажей при больших нагрузках.
Проведенный анализ заявляемого изобретения свидетельствует, что положительный эффект достигается в результате многоступенчатой термической обработки бандажей.
Преимуществом предложенного способа по сравнению с известным являются более высокие свойства металла (см. таблицу).
Сопоставительный анализ заявляемого технического решения и прототипа показывает, что предложенное техническое решение производства бандажей из заэфтектоидных сталей существенно отличается от существующих способов, что подтверждает соответствие критерию "новизна".
Анализ патентов и научно-технической литературы не выявил использования новых существенных признаков, используемых в предлагаемом решении, которые отличают его от близкого аналога, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень".
Конкретное использование предлагаемого решения в условиях бандажного стана НТМК подтверждает промышленную применимость изобретения.
Источники информации
1. Шифрин М.Ю., Соломович М.Я. Производство цельнокатаных колес и бандажей. М.: Металлургиздат, 1954, с.421-499.
2. Патент RU 2134306, C 21 D 9/34, БИ 22, 10.08.1999.
3. А.с. 555150, C 21 D 9/34, БИ 15, 25.04.1977.
4. ТИ 102-П.СП-41-82. Технологическая инструкция. Производство бандажей и колец. Н.-Тагил, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ТРАМВАЙНЫХ БАНДАЖЕЙ | 1998 |
|
RU2134306C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ (ВАРИАНТЫ) | 2020 |
|
RU2756671C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ КОЛЕС | 1998 |
|
RU2140996C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
|
RU2081191C1 |
| Способ производства рельсов | 1985 |
|
SU1300946A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2017 |
|
RU2639082C1 |
| СПОСОБ НАГРЕВА СЛЯБОВ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ПОД ГОРЯЧУЮ ПРОКАТКУ | 1999 |
|
RU2151202C1 |
| Способ производства мелющих шаров из стали | 2022 |
|
RU2785665C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
Изобретение относится к термической обработке черных металлов и может быть использовано при производстве бандажей для горизонтальных и вертикальных валков прокатных станов. Задачей изобретения является повышение прочностных и эксплуатационных характеристик при производстве бандажей из заэвтектоидных сталей. Поставленная задача достигается за счет того, что нагрев заготовок под деформацию осуществляют в методической печи не менее 8 ч со следующими температурными ограничениями по зонам печи: у окна посада не более 600oС - в течение 2 ч; методическая зона 700-800oС - не менее 2 ч; сварочная зона 1180-1200oС - не менее 3 ч; томильная зона или выдачи 1180-1200oС - не менее 1 ч, далее после первичной деформации на прессе заготовки помещают в камерную печь, где ведут нагрев со скоростью 2-10 град/с до температуры 1100-1150oС с последующей выдержкой при этой температуре не менее 3 ч, а после повторного деформирования на прессе и прокатке в клетях осуществляют изотермическую выдержку полученных бандажей в полумуфельных печах при температуре 630-650oС не менее 5 ч, затем производят дополнительный нагрев бандажей в этих же печах под закалку со скоростью 2-10 град/с до температуры 805-835oС с последующей выдержкой при этой температуре 3,5-4,5 ч, после чего охлаждают в закалочной среде 60 с, затем выдерживают 60 с на воздухе, окончательно охлаждают в закалочной среде в течение 50-70 с и затем производят самоотпуск бандажей. В качестве закалочной среды используют воду, нагретую до 40-55oС. Кроме того, самоотпуск бандажей начинают с температуры 460-480oС и выдерживают их до температуры окружающей среды. 2 з.п. ф-лы, 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1993 |
|
RU2049588C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ТРАМВАЙНЫХ БАНДАЖЕЙ | 1998 |
|
RU2134306C1 |
| Способ термической обработки железнодорожных бандажей | 1975 |
|
SU555150A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1991 |
|
RU2044072C1 |
| GB 436530, 14.10.1935. | |||

