Изготовление шестерен с зубцами непосредственно прессованием известно из патентной литературы. Однако шестерни по этим патентам практически не производятся, так как при непосредственном прессовании зубцов в пресс-форме тело зубцов ослабляется вследствие неточной Вырубки текстолита и вследствие выдавливания на поверхность зубцов смолы. Кроме того, усадка зубцов приводит к изменению модуля и другим дефектам шестерен.
Для устранения отмеченных недостатков, согласно изобретению, предлагается новый способ изготовления лрессованных шестерен с зубцами. Для этой цели сначала отпрессовывается заготовка для зубцов, имеюшая вид профильной штанги-линейки (фиг. 1) с сечением, точно отвечающим модулю зубца. После прессования заготовка может быть дополнительно отфрезерована в целях достижения более точного профиля. Затем эта заготовка разрезается поперек на желаемое количество кусков, каждый из которых представляет собою отдельный зубец шестерни.
При желании внутри заготовки может быть запрессована металлическая арматура.
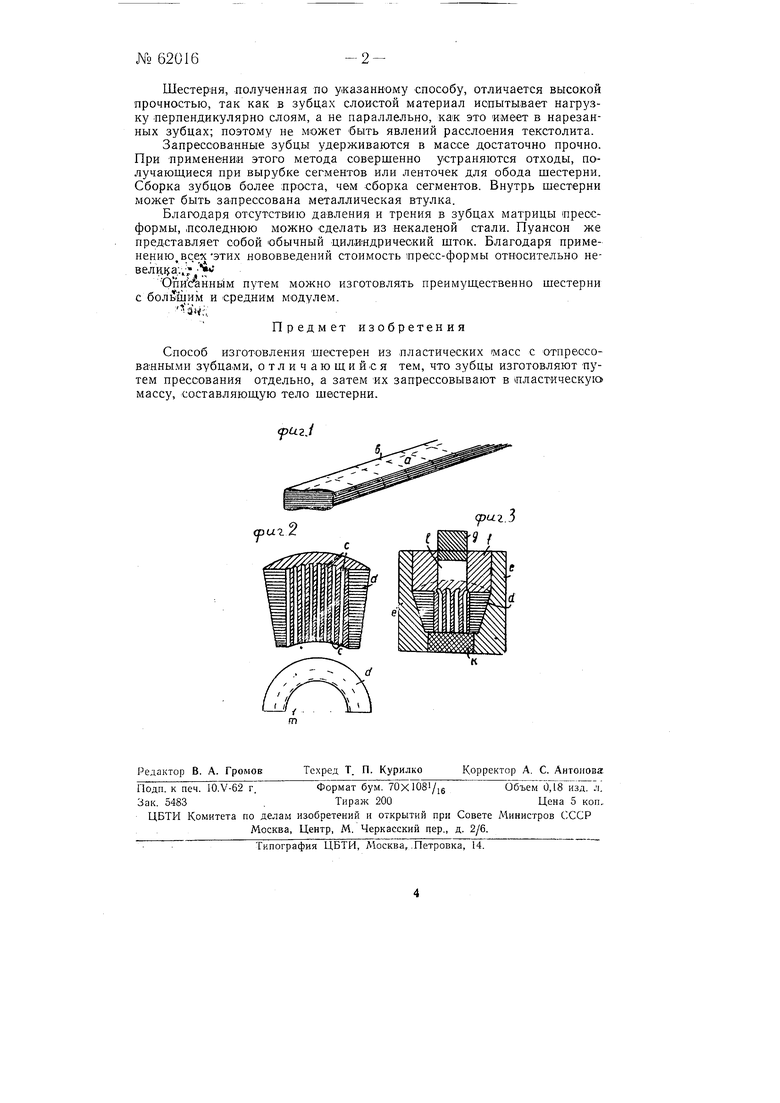
После разрезания зубцы закладываются в соответствующие им вырезы с матрицы (фиг. 2). Матрица имеет конусную внешнюю поверхность и внутреннюю цилиндрическую полость и состоит из двух частей d, из которых одна показана на фиг. 2. Собранная матрица закладывается в обойме пресс-формы (фиг. 3). В нижней части пресс-форл1ы е находится вкладыш k, а сверху тигель f с гнездом /, диаметр которого соответствует цилиндрической полости матрицы или меньще ее. В гнездо входит пуайсон g. Зубцы своей рабочей частью а входят в вырезы с, а своим корнем b выступают внутрь цилиндрической полости т. В гнездо / закладывается прессовочный материал (текстолитовая крошка, волокнит и т. д.) и подвергается горячему прессованию при помощи пуансона. Под влиянием давления пуансона пресс-масса опрессовывается в гнезде и внутрь ее запрессовываются корни зубцов. Таким путем изготовляетя шестерня с. готовыми зубцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий из слоистых пластических масс | 1936 |
|
SU53222A1 |
| Паросепаратор | 1938 |
|
SU57539A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| Линейный паросепаратор | 1940 |
|
SU68154A1 |
| Внутри барабанный паросепаратор | 1941 |
|
SU63338A1 |
| Внутрибарабанный парасепаратор | 1941 |
|
SU64260A1 |
| Способ объемной штамповки зубчатых колес и шестерен | 1984 |
|
SU1488097A1 |
| Способ изготовления зубчатого полюсного наконечника | 1977 |
|
SU728740A3 |
| Способ изготовления слоистых пластических масс | 1937 |
|
SU53031A1 |
| Внутрибарабанный паросепаратор | 1940 |
|
SU61868A1 |
