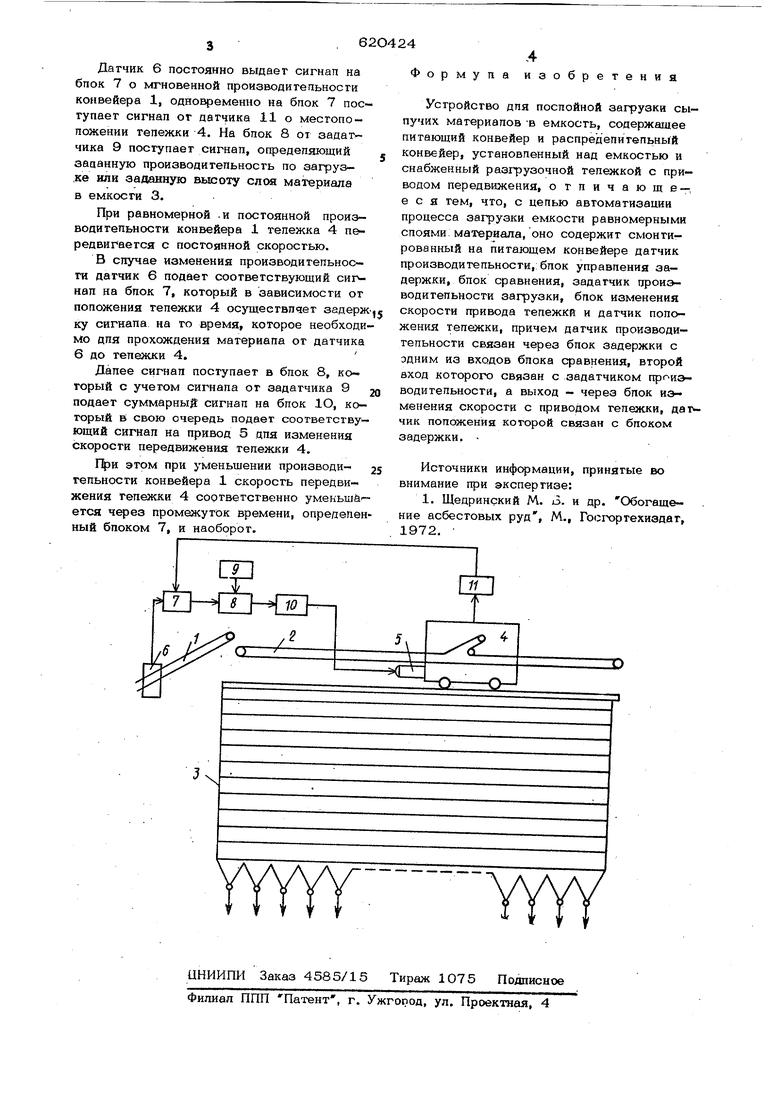
Датчик 6 постоянно выдает сигнал на бпок 7 о мгновенной производитепьносги конвейера 1, одновременно на бпок 7 поступает сигнал от датчика 11 о местопопожении тепежки 4. На бпок 8 от задат-чика 9 поступает сигнап, опредепяющий заданную производитепьность по загруз,кв или заданную вьюоту слоя материала в емкости 3. При равномерной -и постоянной производи тепьности конвейера 1 тепежка 4 передвигается с постоянной скоростью. В случае изменения производитепьности датчик 6 подает соответствующий на бпок 7, который в зависимости от попожения тепежки 4 осуществпчет задерЖ ку сигнапа на то время, которое необходи мо дня прохождения материапа от датчика 6 до тепежки 4. Дапее сигнап поступает в бпок 8, который с учетом сигнапа от задатчика 9 подает суммарны Г сигнап на бпок Ю, который в свою очередь подает соотвегствующий сигнап на привод 5 дпя изменения скорости передвижения тепежки 4. ТТрк этом при уменьшении производитепьности конвейера 1 скорость передвижения тепежки 4 соответственно уменьш& ется через промежуток времени, опредепе ный бпоком 7, и наоборот. 62 4 изобретения Ф о р м у п а Устройство дпя поспойной загрузки сыпучих материапов -в емкость, содержащее питающий конвейер и распредепитепьный конвейер, установпенный над емкостью и снабженный разгрузочной тепежкой с приводом передвижения, отпичающе-. е с я тем, что, с цепью автоматизации процесса загрузки емкости равномерными споями. материала,оно содержит смонтированный на питающем конвейере датчик производитепьности,;бпок управпения задержки, бпок сравнения, задатчик производи тепьности загрузки, бпок изменения скорости привода тепежКй и датчик попожения тепежки, причем датчик производитепьности связан через бпок задержки с одним из входов бпока сравнения, второй вход которого связан с задатчиком прг иэводитепьности, а выход - через бпок изменения скорости с приводом тепежки, датчик попожения которой связан с бпоком задержки. Источники информации, принятые во внимание при экспертизе: 1. Щедринский М. о, и др. Обогащение асбестовых руд , М., Госгортехиздат, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для порционного дозирования жидкостей | 1980 |
|
SU1037076A1 |
| Устройство для послойной загрузки сыпучих материалов в емкость | 1979 |
|
SU870315A1 |
| Дозатор сыпучих материалов | 1976 |
|
SU619802A1 |
| Устройство автоматического управления передвижным конвейером для загрузки вагонов сыпучим грузом | 1983 |
|
SU1134511A1 |
| Устройство для пуска многофазного вентильного электропривода | 1972 |
|
SU616701A1 |
| Устройство для управления режимами вращательного бурения | 1981 |
|
SU1030543A1 |
| Система регулирования теплосиловой установки | 1982 |
|
SU1019079A1 |
| Устройство управления процессом горения | 1977 |
|
SU625195A1 |
| Устройство для формирования импульсов тока | 1974 |
|
SU649182A1 |
| Способ определения электромагнитнной постоянной времени якорной цепи электродвигателя постоянного тока | 1975 |
|
SU608232A1 |
