(54) УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ ЗАГРУЗКИ СЫПУЧИХ МАТЕРИАЛОВ В ЕМКОСТЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления дозированной загрузкой железнодорожных вагонов | 1982 |
|
SU1173190A1 |
| Электропривод постоянного тока | 1990 |
|
SU1713070A1 |
| СПОСОБ УПРАВЛЕНИЯ КЛАПАНОМ ПЕРИОДИЧЕСКОЙ ПРОДУВКИ БАРАБАННОГО КОТЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2516989C1 |
| Устройство для загрузки многосекционной емкости сыпучим материалом | 1976 |
|
SU640938A1 |
| Устройство для автоматической загрузки бункеров | 1984 |
|
SU1255535A1 |
| Весодозировочное устройство для роторных экскаваторов | 1991 |
|
SU1816969A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗАГРУЗКОЙ И ВЕНТИЛЯЦИЕЙ МЕЛЬНИЦЫ | 2015 |
|
RU2618346C2 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Устройство управления дозированной загрузкой железнодорожных вагонов | 1987 |
|
SU1422017A1 |
| Устройство допускового контроля тел вращения | 1990 |
|
SU1732144A1 |
1
Изобретение относится к управлению загрузкой сыпучих материалов в распределительные емкости (склады) и может быть использовано в цементном производстве, на обогатительных фабриках и т. п.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для послойной загрузки сыпучих материалов в емкость, содержащее питающий и распределительный конвейеры, последний из которых установлен над емкостью и снабжен разгрузочной тележкой с приводом передвижения, подключенным к выходу блока управления, соединенного .входами с выходами блоков формирования команд пуска и останова привода, датчик производительности входного потока материала и датчик положения разгрузочной тележки 1.
Работа этого устройства заключается в том, что во время загрузки пространственно-протяженной емкости в челночном режиме (передвижная разгрузочная тележка перемещается возвратно-поступательно вдоль загружаемого участка) с целью повышения эффективности усреднения материала
стабилизируют толщину засыпаемых слоев путем изменения скорости перемещения разгрузочной тележки при изменении производительности питающего конвейера. В результате такой загрузки в емкости формируется щтабель из постоянных по толщине слоев, что повышает равномерность усреднения по всей массе материала, В таком режиме загрузка продолжается до тех пор, пока не заполнится весь участок, после чего загрузка либо прекращается, либо пере,Q носится на другой участок.
Недостатком такого устройства является невозможность формирования щтабеля равномерными слоями при использовании для загрузки емкости разгрузочной тележки с односкоростным приводом.
Цель изобретения - повышение эффективности усреднения загружаемых материалов.
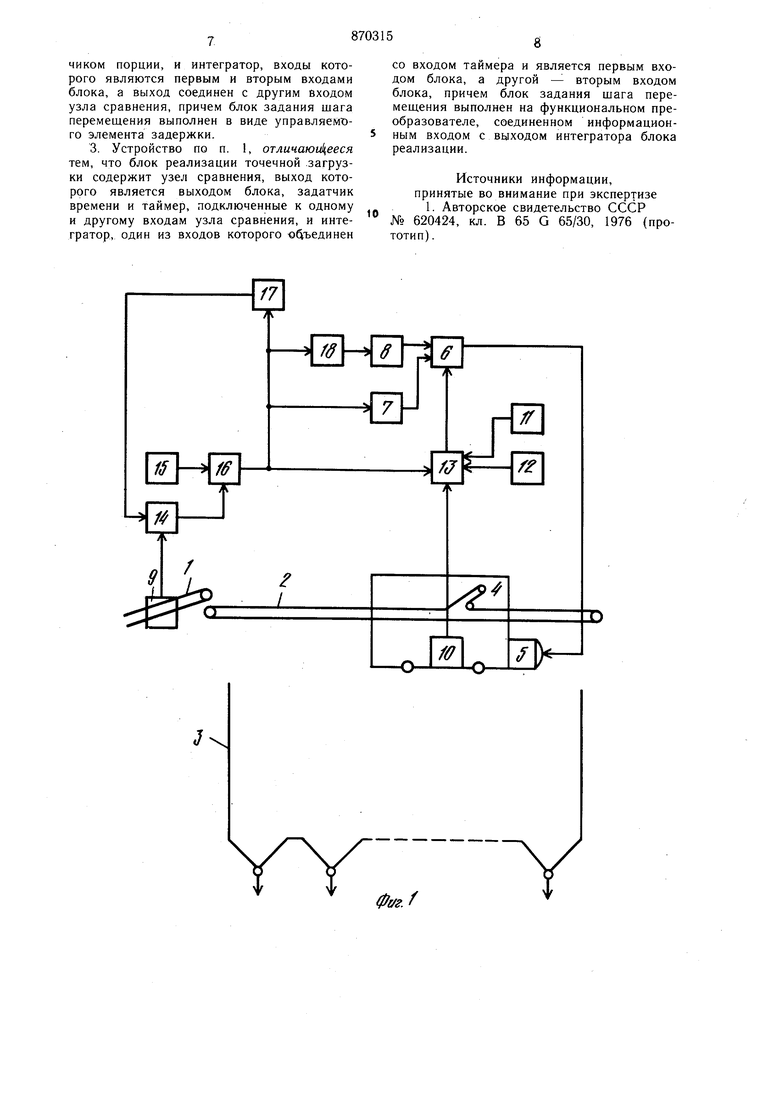
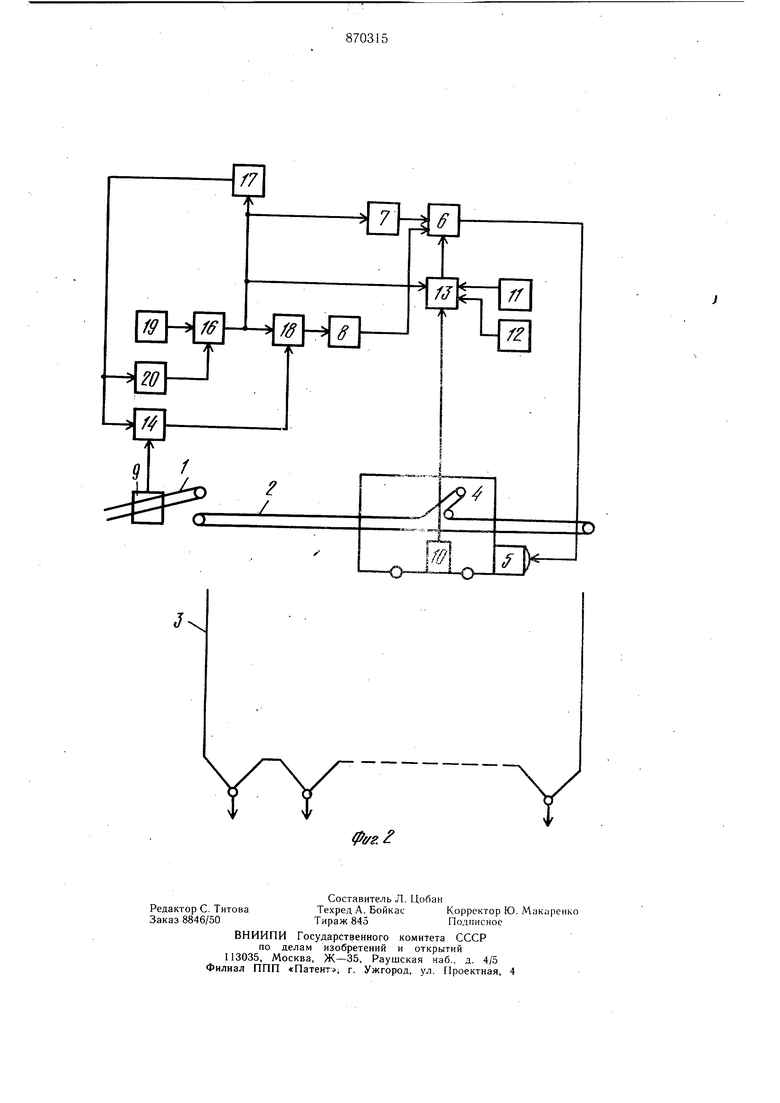
Эта цель достигается тем, что устройство снабжено блоком реализации точечной загрузки, блоками задания шага перемещения и определения направления перемещения, блоком перезапуска и задатчиками границ рабочего участка и приграничной зоны реверсы, подключенными к одному и другому входам блока определения направления перемещения, к выходу которого подключен блок управления, а к третьему и четвертому входам - соответственно датчик положения разгрузочной тележки и выход блока реализации точечной загрузки, соединенный дополнительно О входами блоков задания шага перемещения формирования команд пуска привода и перезапуска, выход последнего из которых соединен с одним из входов блока реализации точечной загрузки, с другим входом которого соединен датчик производительности входного потока материала, причем выход блока задания ща1-а перемещения соединен со входом блока формирования команд останова привода. Блок реализации точечной загрузки может содержать задатчик порции, узел сравнения, выход которого является выходом блока, а один из входов (;оединен с задатчиком порции, и интегратор, входы которого являются первым и вторым входами блока, а выход соединен с другим входом узла сравнения, причем блок задания щага перемещения выполнен в виде управляемого элемента задержки. Блок реализации точечной загрузки может содержать узел сравнения, выход которого является выходом блока, задатчик времени и таймер, подключенные к одному и другому входам узла сравнения, и интегратор, один из входов которого объедииен со входом таймера и является первым входом блока, а другой - вторым входом блока, причем блок задания щага перемещения может быть выполнен на функциональном преобразователе, соединенном информационным входом с выходом интегратора блока реализации. На фиг. 1 изображена функциональная схема предлагаемого устройства; на фиг. 2 - то же, вариант. Устройство содержит питающий конвейер 1, горизонтальный распределительный конвейер 2, установленньш над распределительной емкостью 3. Распределительный конвейер 2 имеет передвижную разгрузочную тележку 4 с приводом 5 передвижения. управление которым осуществляется при помощи блока 6 управления с блоком 7 формирования команд пуска привода и останова 8 привода. Питающий конвейер 1 оснащен датчиком 9 производительности входного потока материала, а разгрузочная ,- , f, - тележка 4 - датчиком 10 положения разгрузочнои тележки. Кроме того, устройство содержит задатчик 11 границ рабочего участка и задатчик 12 приграничной зоны реверса, которые вместе с датчиком 10 подключены к информационным входам блока 13 определения направления перемещения. В состав блока реализации точечной загрузки входят (см. фиг. 1) интегратор 14, связанный с датчиком 9 производительности питающего конвейера 1 и задатчик 15 порции, подключенные ко входу узла 16 сравнения, выход которого соединен со следующими блоками: с управляющим входом блока 13 определения направления перемещения, своим выходом связанного с блоком 6 управления; с блоком 7 формирования команды пуска привода; с блоком 17 перезапуска, связанным с обнуляющим входом интегратора 14; с блоком 18 задания шага перемещения, связанным с блоком 8 формирования команды останова привода. в состав блока реализации (см фиг 2) входят помимо интегратора 14 и узла 16 сравнения задатчик 19 времени и таймер 20, отсчитывающий текущее время от начала загрузки в очередной точке остановки. Суть работы устройства заключается в том, что разгрузочная тележка перемещается челночно вдоль загружаемого участка, укладывая постоянные по толщине слои материала. Причем, перемещаясь, тележка совершает остановки в последовательно на равном расстоянии расположенных точках загрузки. В каждой точке загрузки выгружается одинаковая порция материала, величина которой определяется задатчиком 15 Текущее количество материала, выгруженное в очередной точке, контролируется с помощью интегратора 14. При равенстве сигналов задатчика 15 и интегратора 14 узел 16 сравнения воздействует на блок 7 формирования команды пуска привода, который с помощью блока 6 управления запускает привод 5, и тележка 4 перемещается следующей точке загрузки Сигнал от узла 16 также поступает на блок 18, представляющий собой управляемый элемент задержки, который по истечении времени перемещения выдает сигнал на блок 8, после чего блок 6 управления прекращает перемещение разгрузочной те лежки 4. Поскольку р азгрузочная тележка 4 оснащена приводом 5 постоянной скорости, то задание временного интервала перемещения соответствует заданию расстояния - щага перемещения. Кроме того, сигнал от узла 16 поступает на блок 17 перезапуска, выход которого подключен к обнуляющему входу интегратора 14. Импульс блока 17 перезапуска сбрасывает информацию в интеграторе, накопленную за время загрузки в последней точке остановки. интеграторе 14 происходит г гг накопление информации о количестве выгруженного материала в новой точке загрузки. В случае выполнения блока реализации по фиг. 2 сигналы с выхода узла 16 сравнения поступают на: управляющий вход блока 13, связанного своим выходом с блоком 6 управления;
управляющий вход блока 18, связанного с блоком 8;
блок 17 перезапуска, выход которого связан с обнуляющими входами интегратора 14 и таймера 20.
В этом случае на каждом проходе вдоль загружаемого участка разгрузочная тележка переходит от точки к точке загрузки через постоянные интервалы времени, определяемые уставкой задатчика 19 времени, выход которого соединен с одним входом узла 16 сравнения, на другой вход которого подан выходной сигнал таймера 20. При равенстве входных сигналов узла 16 его выход воздействует на блок 7, который с помощью блока 6 управления запускает привод 5, и тележка 4 перемещается к следующей точке загрузки.
Выходной сигнал узла 16 также поступает на блок 18, на информационный вход которого поступает сигнал от интегратора 14, фиксирующего количество материала, выгруженного в последней точке остановки. Блок 18, выполненный на функциональном преобразователе, через время, пропорциональное величине выходного сигнала инте. гратора 14 , воздействует на блок 8, после чего блок 6 управления прекращает перемещение разгрузочной тележки 4. В результате такого управления тележка каждый раз перемещается на расстояние, пропорциональное количеству материала, выгруженночу в последней точке остановки.
Кроме того, сигнал от. узла 16 поступает на блок 17 перезапуска, выход которого, подключен к обнуляющим входам интегратора 14 и таймер А 20, в результате чего накопленная в них информация сбрасывается, и таймер 20 начинает отсчитывать новый интервал управления, а интегратор 14 - новую порцию материала.
В ходе процесса загрузки перед каждым этапом управления блоком 13, на который также, как и на блоки 17 и 18, поступает сигнал от узла 16, определяется направление дальнейщего движения разгрузочной тележки 4. Это направление определяется блоком 13 на основе информации от датчика 10 и задатчиков 11 и 12. Направление перемещения разгрузочной тележки 4 изменяется на противоположное на следующем этапе управления, после того как она при приближении к одной из границ рабо-чего участка попадает в приграничную зону реверса.
попадает в приграничную зону реверса. Введение задатчика 12 обусловлено щаговым характером перемещения разгрузочной тележки. При приближении к одной из границ рабочего участка возможна ситуация, когда следующий щаг, соверщенный в том же направлении, выведет тележку за его границу. Если это по технологическим соображениям недопустимо, то приграничная зона реверса должна быть выбрана равной щагу перемещения тележки, если же есть некоторый выход за границ рабочего участка, например, на 1/2 щага, то приграничная зона реверса может быть выбрана 1/2 щага. Таким образом, задатчик приграничной зоны реверса обеспечивает выбор режима реверсирования тележки вблизи границы рабочего участка.
В результате такой челночной последовательно-точечной загрузки слои будут иметь постоянную плотность по своей длине. При этом, локальные неравномерности будут уменьщаться с уменьщением задания шага загрузки.
Использование устройства позволит повысить эффективность усреднения качественных характеристик сыпучего материала за счет равномерности слоев формируемого щтабеля.
Формула изобретения
20
целью повь1щения эффективности усреднении загружаемых материалов, оно снабжено блоком реализации точечной загрузки, блоками задания щага перемещения и определения направления перемещения, блоком перезапуска и задатчиками границ рабочего участка и приграничной зоны реверса, подключенными к одному и другому входам блока определения направления перемещения, к выходу которого подключен блок управления, а к третьему и четвертому входам - соответственно датчик положения разгрузочной тележки и выход блока реализации точечной загрузки, соединенный дополнительно со входами блоков задания щага перемещения, формирования команд пуска привода и перезапуска, выход последнего из которых соединен с одним из входов блока реализации точечной загрузки, с другим входом которого соединен датчик производительности входного потока материала, причем выход блока задания щага перемещения соединен со входом блока формирования команд останова привода.
тем, что блок реализации точечной загрузки содержит задатчик порции, узел сравнения, выход которого является выходом блока, а один из входов соединен с задатчиком порции, и интегратор, входы которого являются первым и вторым входами блока, а выход соединен с другим входом узла сравнения, причем блок задания шага перемещения выполнен в виде управляемт)го элемента задержки.
со входом таймера и является первым входом блока, а другой - вторым входом блока, причем блок задания шага перемешения выполнен на функциональном преобразователе, соединенном информационным входом с выходом интегратора блока реализации.
Источники информации, принятые во внимание при экспертизе
1/г.
