Предметом настоящего изобретения является способ сварки тонких листов и т. п., заключающийся в том, что сварку производят путем электрического разряда тока высокой частоты между электродом и изделием в атмосфере воздуха, жидкости или сыпучих флюсов без прикосновения электрода и свариваемой детали.
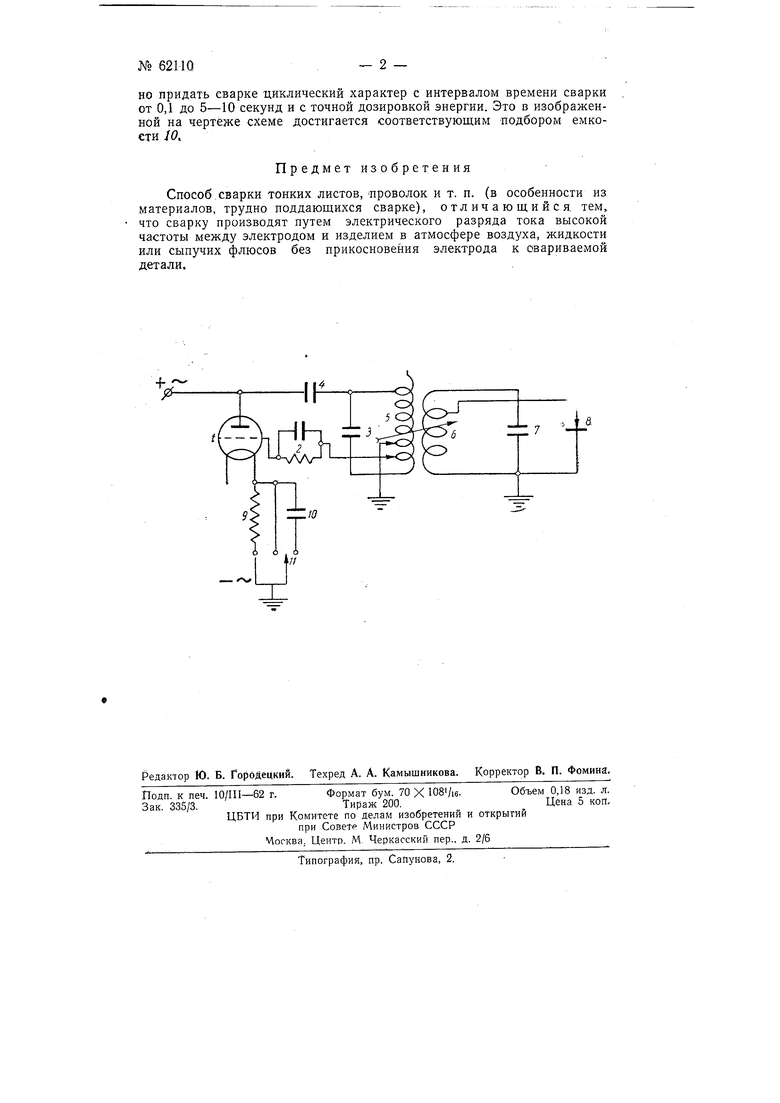
Сущность изобретения поясняется прилагаемым чертежом, на котором изображена электрическая схема устройства высокочастотного сварочного аппарата для осуществления сварки по прилагаемому способу.
Этот аппарат представляет собою высокочастотный ламповый генератор со вторичным колебательным контуром, настроенным на частоту задающего контура.
На чертеже обозначено: / - генераторная лампа, 2 - гридлик, 3 - конденсатор анодного колебатель,ного контура, 4 - разделительный конденсатор, 5 - катушка аводного колебательного контура, 6 - катушка вторичного контура, 7 - конденсатор вторичного контура, 8 - разрядный промежуток-(место сварки), 9 - катодное сопротивление, 10 - конденсатор, //-переключатель режима работы.
До возникновения высокочастотного электрического разряда между электродом и изделием на вторичном контуре имеется весьма высокое напряжение, которое, способствуя возникновению разряда, резко понижается с увеличением активного сопротивления контура и устанавливается (в соответствии с требованием технологического процесса) изменением заранее электрических параметров: коэффициента взаимоиндукции между контурами и коэффициента самоиндукции и емкости вторичного контура.
Соответствующим подбором электрических параметров легко можно найти положение, при котором энергия высокочастотного электрического разряда не будет зависеть от расстояния между электродом и изделием, что и определяет собой наилучшее качество сварки.
При сварке проволочных сеток диаметром отдельных проволок около 0,2 мм и для ряда других аналогичных случаев бывает желательно придать сварке циклический характер с интервалом времени сварки от 0,1 до 5-10 секунд н с точной дозировкой энергии. Это в изображенной на чертеже схеме достигается соответствующим подбором емкости /О,
Предмет изобретения
Способ сварки тонких листов, проволок и т. п. (в особенности из материалов, трудно поддающихся сварке), отличающийся тем, что сварку производят путем электрического разряда тока высокой частоты между электродом и изделием в атмосфере воздуха, жидкости или сыпучих флюсов без прикосновения электрода к свариваемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования и стабилизации мощности высокочастотных электротермических установок | 1950 |
|
SU94467A1 |
| Устройство для стабилизации величины колебательного тока в контуре лампового генератора | 1939 |
|
SU57529A1 |
| Ламповый генератор | 1938 |
|
SU54248A1 |
| Фазометр | 1954 |
|
SU100709A1 |
| Индуктор для индукционного нагрева кромок вырубных штампов и тому подобных изделий | 1948 |
|
SU73824A1 |
| Способ обезуглероживания флюса | 1961 |
|
SU147897A1 |
| Способ электросварки металлов | 1948 |
|
SU77014A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU856706A1 |
| Тиратронный делитель частоты | 1960 |
|
SU141542A1 |
