(54) СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С НАЛОЖЕНИЕМ МЕХАНИЧЕСКИХ НАНОИМПУЛЬСОВ НА ПОДАЧУ СВАРОЧНОЙ ПРОВОЛОКИ | 2011 |
|
RU2481931C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |
I
Изобретение относится к электродуговой сварке, преимущественно цветных металлов.
Известен способ сварки, заключаюплийся в воздействии на металл электрической дуги, возникающей между плавящимся электродом и свариваемым изделием. Способ нашел птрокое применение в промыщленности как достаточно надежный 1.
Однако производительность такого способа невысока. Кроме того, не обеспечивается сварка цветных высокотеплопроводпых металлов, так как дуга не обеспечивает выделения за короткое время достаточного количества расплавленного металла и тепла, которое намного превышало бы количество отводимого тепла металлом свариваемого изделия.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ дуговой сварки плавящимся электродом, согласно которому на дугу воздействуют импульсным высокочастотным магнитным полем. Способ реализован в горелке для дуговой сварки плавящимся электродом со встроенным в горелки высокочастотным индуктором.
Вокруг мундщтука для подачи электродной проволоки устанавливают высокочастотный индуктор, состоящий из 5-12 витков проволоки, намотанных на керамическую вставку. Токи высокой частоты на индуктор подают от соответствующей установки, состоящей, например, из выпрямителя, переключателя и конденсатора. Через зазор между индуктором и мундштуком в зону сварки подается защитный газ. Сва10рочный ток к изделию и мундштуку подводится от источника тока.
В процессе сварки, когда горит электрическая дуга, включают одновременно в 15 работу высокочастотный индуктор, пульсирующий ток в котором наводит вокруг него, в том числе и в зоне дуги, высокочастотное магнитное поле, В расплавленном металле и на конце электродной проволоки, находящейся в индукторе, наводятся высокочас20тотные вихревые токи. Частота наведенных токов соответствует частоте пульсирующих токов в индукторе. Наведенные вихревые
токи взаимодействуют своими магнитными полями с магнитным полем индуктора, в результате чего возникает сила, воздействующая как на расплавленный, так и на нераснлавленный металл электродной проволоки. Силовое воздействие магнитных нолей способствует ускоренному отрыву и переносу металла электрода на изделие. Кроме того, высокоточное магнитное поле дополнительно разогревает электродную проволоку в зоне дуги и сжимает дугу, увеличивая ее температуру и улучшая качество сварки 2.
Недостатком способа является его невысокая производительность, что обусловлено неполным использованием возможностей индуктора.
Цель изобретения - новышение производительности процесса дуговой сварки.
Эта цель достигается тем, что согласно способу дуговой сварки плавящимся электродом, при котором на дугу воздействуют импульсным высокочастотным магнитным полем, магнитное поле генерируют с частотой пульсации, равной собственной частоте электрода.
Так как пульсация магнитного поля приводит к пульсации с той же частотой наведенных вихревых токов и их магнитных полей в дуге и плавяпаемся электроде, то силовые взаимодействия между основным и наведенным магнитными поля.ми также оказываются пульсирующими с той же частотой.
При совпадении частоты силового воздействия на плавящийся электрод с собственной частотой материала проволоки, происходит резонансное усиление упругих колебаний в электроде и ускоренный отрыв его частиц. Величина силового воздействия при резонансно.м совпадении частот возрастает на порядок и более.
Все это приводит к резкому увеличению количества расплавленного металла электрода и резкому повышению производительности сварки.
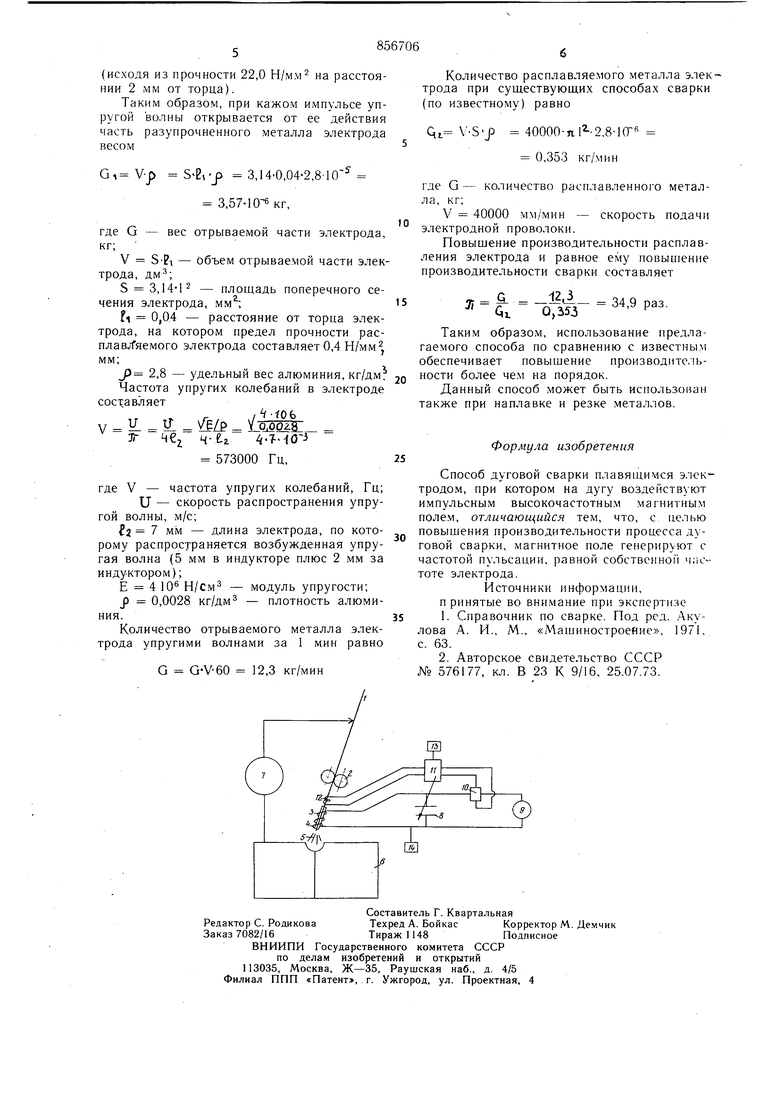
На чертеже схематично представлено устройство, позволяющее реализовать предлагаемый способ.
Плавящийся электрод 1 подают роликами 2 через высокочастотный индуктор 3, собранный на керамической вставке 4 в зону дуги 5, возникающей между электродной проволокой и свариваемым изделием 6. Проволока 1 и изделие 6 подключены к разным выводам источника 7 питания. Высокочастотный индуктор 3 подключен в параллельный колебательный контур с регулируемым конденсатором 8. Колебательный контур запитан от источника 9 питания. Пульсация подводимого в контур тока производится четырехполюсником 10, а настройка контура на необходимую частоту колебаний - фазокорректирующим устройством 11 (с источником питания), являющимся одновременно усилителем, питающим четырехполюсник 10. Фазокорректирующее устройство 11 работает от датчика 12, воспринимающего упругие колебания электрода 1.
Таким образом, фазокорректирующее устройство обеспечивает пульсацию тока, поступающего в колебательный кондуктор, с частотой колебаний упругих волн в электроде, а также автоматическую настройку контура на эту частоту. В результате достигается пульсация магнитного поля в индукторе с частотой колебаний упругих волн в электроде, что и создает резонансное усиление амплитуды этих колебаний.
Измерение и сравнение частот производят частотомерами 13 и 14.
Расчет взаимодействия магнитного поля индуктора с током в электроде, проводящего к повыщению производительности, производят следующим образом.
Сила взаимодействия магнитного поля с током, приводящая к возникновению упругих волн в электроде., равна
F I,B-E.M-Mo-Irl2-b,
где F - сила взаимодействия поля с токо.м, Н;
В ММо - магнитная индукция, Тл;
М 500 - магнитная проницаемость сердечника, в ролик которого выпускает плавящийся электрод, Омс;
Мо - магнитная постоянная, ОМ с;
U 200 - сила тока, проходящего через электрод. А;
Ii 1,0 - сила тока в индукторе. А;
1 dN 0,5-10 м - длина проводника (электрода), на которой воздействует магнитное поле индуктора, м;
d 0,5 - диаметр проволоки индуктора, мм;
N 10 - число витков индуктора, шт.;
п -4- 2 10 - - число витков на единицу длины индуктора, шт.;
Таким образом,
F 500-4 ..2004,0-5103-2-103 1,256 Н.
Указанная сила F способна создать напряжение в электроде
- f «
Н/.мм
где1 -напряжение в электроде от
действия силы F, Ь -площадь поперечного сечения
электрода, мм.
Определяем объем отрываемого металла. Прочность металла электрода 0,4 Н/мм находится от расплавленного торца по закону пропорциональности на расстоянии- 0,04 мм
