1
Изобретение относится к области прокатного производства металлической полосы и может быть использовано на прокатных станах для измерения угла поворота шеек рабочих валков при их изгибе в процессе прокатки.
Известно устройство измерения угла поворота шеек рабочих валков при прокатке, содержащее датчики угла поворота подушек рабочих валков, установленные между вертикальными телескопическими корщсами, шарнирно соединенными с подушками и концами рычагов, жестко соединенными с подушками 1.
Известное устройство не имеет достаточной точности измерения в силу того, что телескопические корпуса при осевом смещении рабочих валков или их подушек отклоняются от вертикали.
Известно также устройство, содержащее рычаг с чувствительным элементом и основание, расположенное на станине прокатной клети, позволяющее по известной координате измерения, измеренному перемещению шейки в месте измерения и зависимостям прогиба балок в теории сопротивления материалов определять утол поворота щейки рабочего валка 2.
Однако такое устройство также дает
значительную погрешность при измерении; метод измерения громоздок.
С целью повышения точности измерения в предложенном устройстве рычаг с чувствительным элементом каждого датчика угла поворота соединен с соответствующей подущкой рабочего валка посредством безлюфтового карданного устройства, а основание датчика фиксировано в вертикальНОЙ плоскости.
Отсутствие влияния осевого смещения рабочих валков и их подушек на датчики угла поворота шеек валков повышает точность измерения устройства, а простота метода измерения упрощает его использование в практических целях.
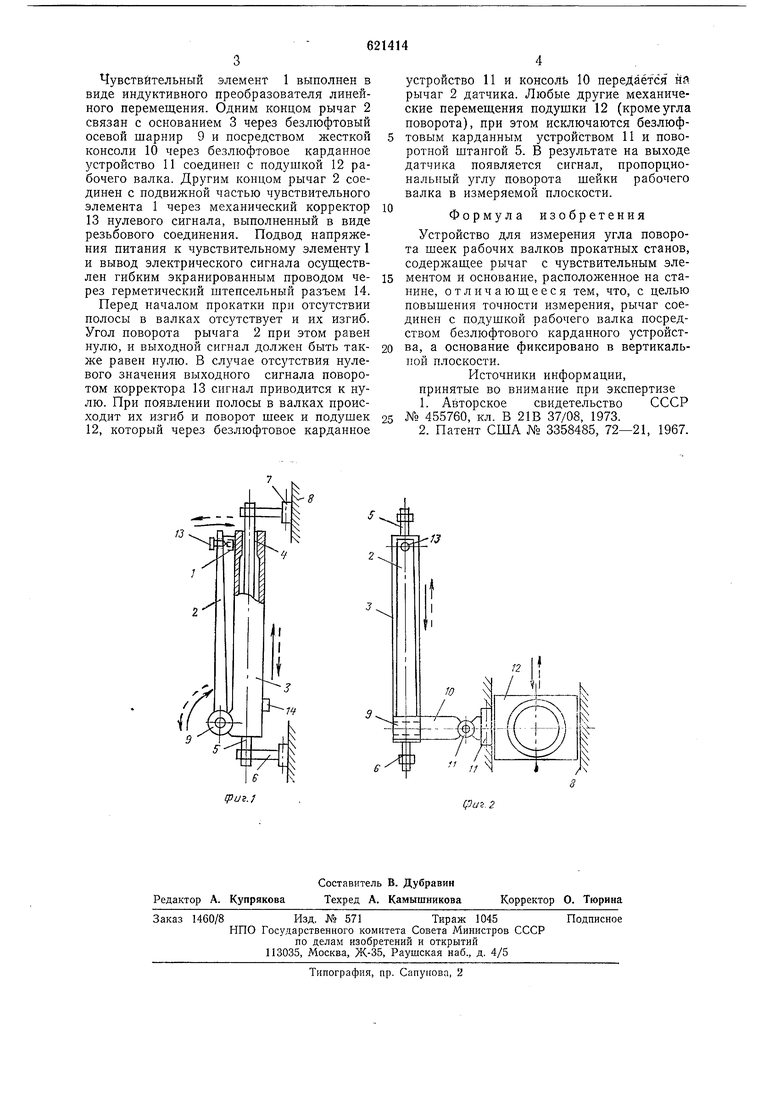
На фиг. 1 схематически изображен датчик угла поворота, установленный на станине прокатной клети; на фиг. 2 - схема
соединения датчика с подушкой рабочего валка.
Датчик угла поворота, содержащий чувствительный элемент 1, рычаг 2 и основание 3, через подшипники 4 скольжения установлен на вертикальной поворотной цилиндрической штанге 5, которая своими кронштейнами 6 через вертикальные безлюфтовые осевые шарниры 7 закреплена на станине 8 нрокатной клети.
Чувствительный элемент 1 выполнен в виде индуктивного преобразователя линейного перемещения. Одним концом рычаг 2 связан с основанием 3 через безлюфтовый осевой шарнир 9 и посредством жесткой консоли 10 через безлюфтовое карданное устройство И соединен с подушкой 12 рабочего валка. Другим концом рычаг 2 соединен с подвижной частью чувствительного элемента 1 через механический корректор 13 нулевого сигнала, выполненный в виде резьбового соединения. Подвод напряжения питания к чувствительному элементу 1 и вывод электрического сигнала осуществлен гибким экранированным проводом через герметический штепсельный разъем 14.
Перед началом прокатки при отсутствии полосы в валках отсутствует и их изгиб. Угол поворота рычага 2 при этом равен нулю, и выходной сигнал должен быть также равен нулю. В случае отсутствия нулевого значения выходного сигнала поворотом корректора 13 сигнал приводится к нулю. При появлении полосы в валках происходит их изгиб и поворот шеек и подушек 12, который через безлюфтовое карданное
устройство 11 и консоль 10 передаётся на рычаг 2 датчика. Любые другие механические перемещения подушки 12 (кроме угла поворота), при этом исключаются безлюфтовым карданным устройством 11 и поворотной штангой 5. В результате на выходе датчика появляется сигнал, пропорциональный углу поворота шейки рабочего валка в измеряемой плоскости.
Формула изобретения
Устройство для измерения угла поворота шеек рабочих валков прокатных станов, содержащее рычаг с чувствительным элементом и основание, расположенное на станине, отличающееся тем, что, с целью повышения точности измерения, рычаг соединен с подушкой рабочего валка посредством безлюфтового карданного устройства, а основание фиксировано в вертикальной плоскости.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 455760, кл. В 21В 37/08, 1973.
2.Патент США № 3358485, 72-21, 1967.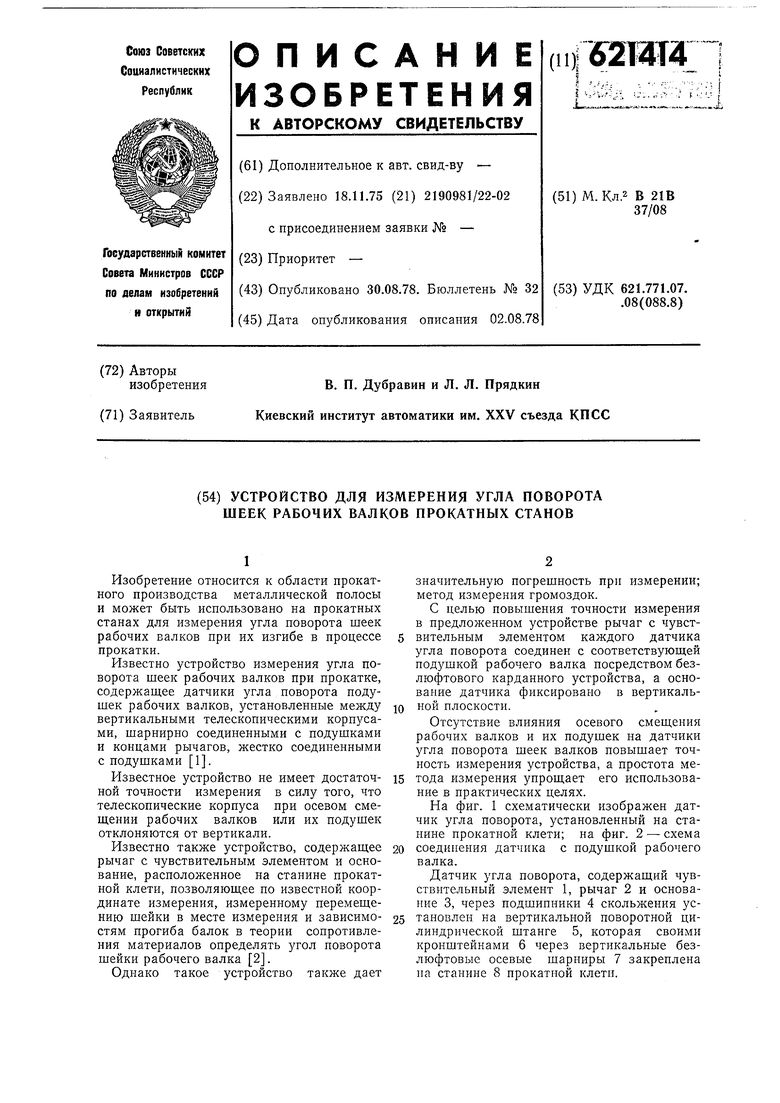
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2009 |
|
RU2391157C1 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2004 |
|
RU2346771C2 |
| Устройство для измерения раствора между рабочими валками при прокатке | 1973 |
|
SU455760A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |
| Способ определения прогиба бочек рабочих валков при прокатке | 1978 |
|
SU766690A1 |
| Прокатная клеть кварто | 1991 |
|
SU1784304A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
(Риъ 2
