00
00 00
со
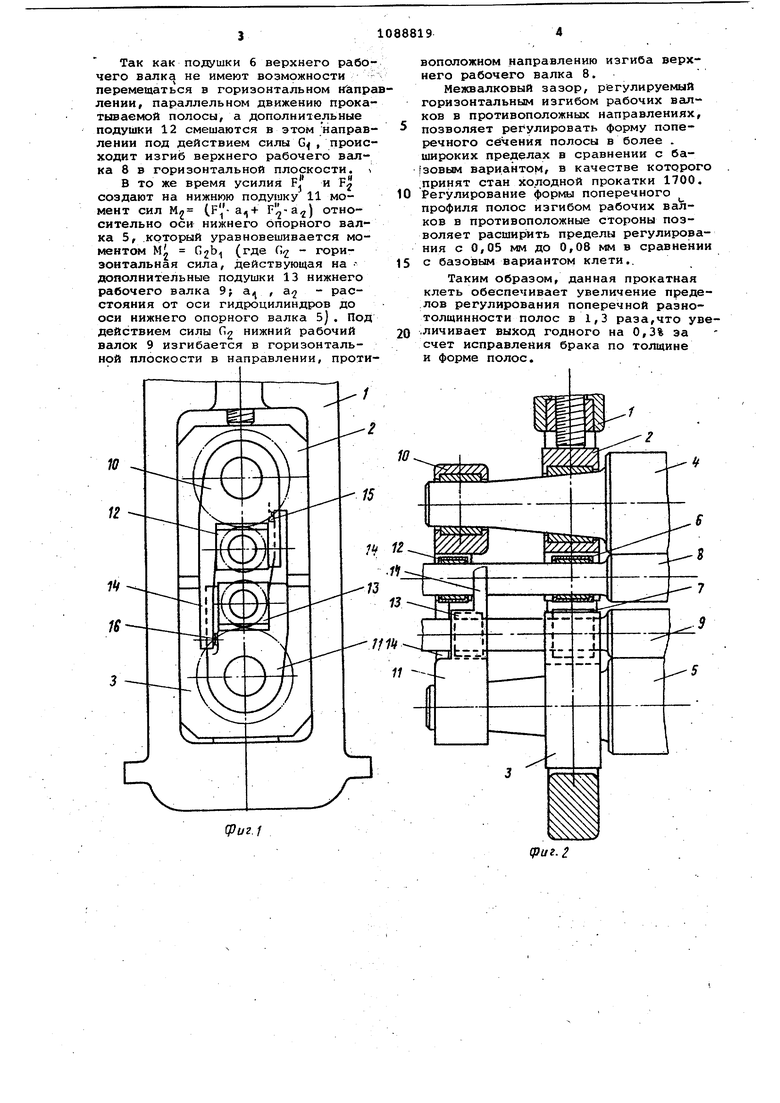
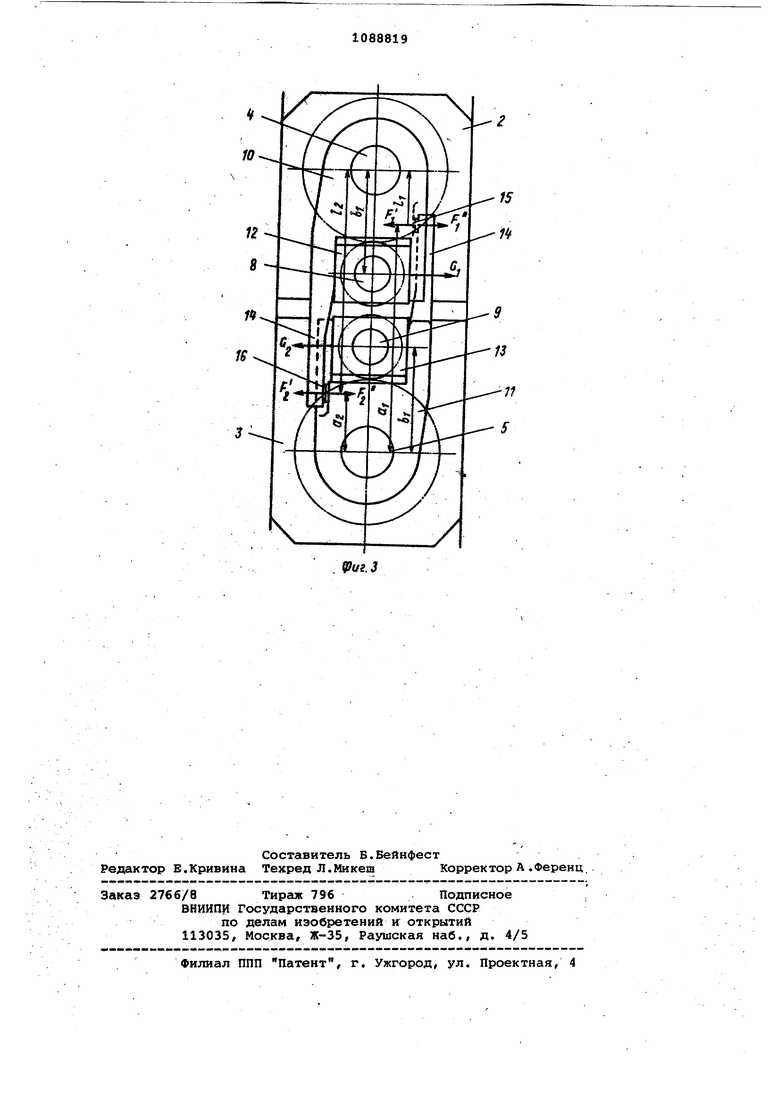
Изобретение .относится к прокатно му производству и может быть исполь зовано для повышения качества гео{ етрической формы листов и.полос на станах холодной и горячей прюкатки. Известна прокатная клеть, в которой регулирование формы поперечного сечения прокатываемых полос осуществляется противоизгибом или дополнительная изгибом рабочих валков в вертикальной плоскости при помощи гидродомкратов, установленны между подушками рабочих валков, а также между подушками рабочих и опорных валков 1 . В известной клети действие противоизгиба и дополнительного изгиба рабочих валков на. прокатываемую полосу при регулировании поперечного профиля ограничивается в основном кромками полосы, при этом сохра няется остаточная поперечная разнбтолщинность готового проката, что ограничивает технологические возможности применения силового профилирования рабочих валков для улуч шения качества геометрической форяиы листов и полос. Известна также прокатная клеть, в которой регулирование формы поперечного сечения прокатываемых пОлос осуществляется противоизгибом опорн валков при помощи гидродомкратов, установленных в дополнительных поду ках на удлиненных шейках опорных валков 2 . В известной клети применяемый способ регулирования формы поперечного сечения полос требует создания в распорных гидродомкратах значител ных усилий, вызывающих опасность перегрузки шеек валков, опорных узлов валковой системы и нажимных уст ройств клети. Наиболее близкой по технической сущности к предлагаемой является пр катная клеть, включающая опорное ц рабочие валки,установленные подушка ми в станках, дополнительные подушк размещенные на удлиненных шейках ра бочих валков за пределами станин между стенками проемов дополнительн подушек опорных валков, в которой р гулирование формы поперечного сечения прокатываемых полос осуще ствляе ся односторонним изгибом рабочих вал ков в горизонтальной плоскости при (. помощи горизонтальных гидроцилиндро установленных в стенках проемов дополнительных подушек опорных вал.ков 3} , Недостатками известной клети являются недостаточные, пределы регули рования профиля при прокатке полос в рабочих валках, опирающихся на опорные валки большого диаметра. Цель изобретения - увеличение пределов регулирования поперечной разнотолщинности полос посредством изгиба рабочих валков и горизонтальной плоскости в противоположные стороны, а также изгиб опорных валков в горизонтальной плоскости. Указанная .цель достигается тем, что в прокатной клети, включающей опорные и рабочие валки, установленные подушками в станинах, дополнительные пОдушки, размещенные на удлиненных шейках рабочих валков за пределами станин между стенками проемов дополнительных подУшек опорцых валков, а также горизонтальные гидроцилиндры, установленные в дополнительных подушках опорных валков, дополнительные подушки опорных валков снабжены каждая вертикальным рычагом, являющимся продолжением одной из стенок проема этой подушки, а горизонтальные гидродилиндры размещены соответственно между дополнительными подушками одного опорного валка и лчагами дополнительных подушек опорного валка. На фиг. 1 представлен узел подушек валков, вид со стороны привода; на фиг. 2 - узел валковой системы клети, разрез в плоскости, проходящей через оси валков; на фиг.З схема работы клети при регулировании поперечного профиля полосы в процессе прокатки. В станинах 1 (фиг.1 и 2) расположены подушки 2 и 3 опорных валков 4 и S, в проемах которых размещены подушки б и 7 рабочих валков 8 и 9.На удлиненных шейках опорных валков за пределами станин установлены I дополнительные подушки 10 и 11, меж|ДУ стенками проемов которых расположены дополнительные подушки 12 и 13 рабочих валков. Каждая дополнительная подушка опорных валков снабжена рычагом 14. Между корпусами дополнительных подушек одного опорного валка и рычагами дополнительных подушек другого опорного валка размещены гидроцилиндры 15 и 16. Устройство работает следующим образом. При необходимости регулирования профиля полосы рабочая жидкость подается в гидроцилиндры 15 и 16 (фиг. 3) . Усилия Р и р2 гидроцилиндров создают на верхнюю подушку 10 момент сил М, (Fij г) относительно оси верхнего опорного валка 4, который уравновешивается моментом м G,b (где G - горизонтальная сила, действующая на дополнительные подушки 12 верхнего рабочего валка 8; f , f - расстояния от осей гидроцилиндров 15 и 16 до оси верхнего опорного валка 4; Ь - расстояние .между осями рабочего и опорного валков),
Так как подушки 6 верхнего рабочего валк не имеют возможности перемещаться в горизонтальном Кешралении, параллельном движению прокатываемой полосы, а дополнительные подушки 12 смешаются в этом ;направлении под действием силы G, происходит изгиб верхнего рабочего валка 8 в горизонтальной плоскости, v
В то же время усилия р| и Р создают на нижнюю подушку 11 момент сил Мя (F,-а,,+ ) относительно оси нижнего опорного валка 5, который уравновешивается моментом Mj G2b;, (где С; - горизонтальная сила, действующая на дополнительные подушки 13 нижнего рабочего валка 9; , а - расстояния от оси гидроцилиндров до оси нижнего опорного валка 5). Под действием силы Gg нижний рабочий валок 9 изгибается в горизонтальной плоскости в направлении, противоположном направлению изгиба верхнего рабочего валка 8.
Межвалковый зазор, р1егулируемый горизонтальным изгибом рабочих валков в противоположных направлениях,
позволяет регулировать форму поперечного сбчения полосы в более . широких пределах в сравнении с базовым вариантом, в качестве которого .принят стан холодной прокатки 1700.
Регулирование поперечного профиля полос изгибом рабочих валков в противоположные стороны позволяет расширить пределы регулирования с 0,05 мм до 0,08 мм в сравнении
с базовым вариантом клети..
Таким образом, данная прокатная клеть обеспечивает увеличение пределов регулирования поперечной разнотолщинности полос в 1,3 раза,что увеличивает выход годного на 0,3% за счет исправления брака по толщине и форме полос.
15
П
9иг.З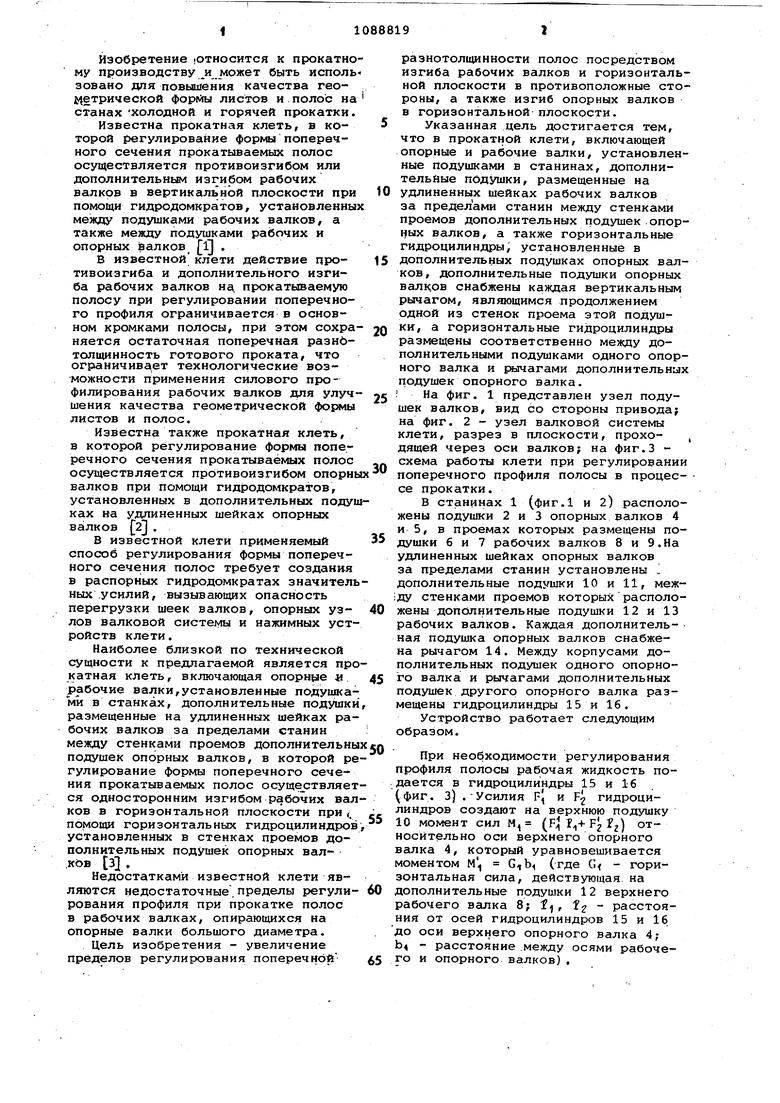
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1980 |
|
SU1003948A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Прокатная клеть | 1978 |
|
SU799842A1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
ПРОКАТНАЯ КЛЕТЬ, включаю- щая опорные и рабочие валки, установленные подушками в станинах, дополнительные подушки, размещенные на удлиненных шейках рабочих валков за пределами станин между стенками проемов дополнительных подушек опорных валков, a также горизонтальные гидроцилиндры, установленные в дополнительных подушках опорных валков, р д л и ч a ю щ a я с я тем, что, с целью увеличения пределов регулирования поперечной разнотолщинности полос посредством изгиба рабочих валков и горизонтальной плоскости в противоположные сторон, a также изгиба опорных валков в горизонтальной плоскости, дополнительные подушки опорных валков снабжены каждая вертикальным рычагом, являю14ИМСЯ продолжением одной из стенок S проема этой подушки, a горизонтгшь(Л ные гидрсщилйндры размещены соответ ственно между дополнительными подушс: ками одного опорного валка и рачагами дополнительных подушек другого опорного валка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рокотян С.Е | |||
| и др | |||
| Метода регулирования поперечной ра,знотолшинности полос при прокатке | |||
| М., рИИТЭИЧМ,1968,сер.7,инф.5, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ткалич К.Н., Коновалов Ю.В | |||
| Точная прокатка тонких полос | |||
| М., ; Металлургия, 1972, с.152, рис.74Я. | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР по заявке 3219565/22-02, |кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
