(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПРОГИБА БОЧЕК РАБОЧИХ ВАЛКОВ ПРИ ПРОКАТКЕ
1
Изобретение относится к области прокатного производства металлической полосы и |у1ожет быть использовано на прокатных станах для определения величины полного прогиба бочек рабочих валков, а следовательно, и поперечной разнотолщинности полосы в процессе прокатки.
При прокатке металлической полосы распределение усилия прокатки на бочки рабочих валков происходит неравномерно по их длине, в силу чего они прогибаются и создают неравномерный зазор между собой, в результате которого полоса в своем поперечном сечении получается чечевицеобразной формы. Такое непостоянство полосы в поперечном направлении снижает ее качество и вызывает необходимость осуществления контроля за величиной прогиба бочек рабочих валков.
Известно устройство, в котором измерение сближения шеек рабочих валков производится в двух точках, разнесенных по шейкам в осевом направлении, причем при отсутствии прогиба бочек рабочих валков разность расстояний, замеренных в этих бочках, равна нулю. При наличии прогиба бочек замеренная разность расстояний будет иметь
какое-то значение, которое с учетом расстояния до осевой линии прокатной клети будет представлять приблизительную величину прогиба бочек рабочих валков 1.
Способ измерения, заложенный, в основу J работы известного устройства, обладает низкой точностью, что является его суш,ественным недостатком.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ измерения прогиба 10 рабочих валков при прокатке, в котором величину прогиба валков определяют путем измерения угла поворота бочки рабочего валка относительно ее первоначального горизонтального положения и расстояния от осевой линии прокатной клети до точки измерения этого угла.2-Д.
Такой способ измерения прогиба бочек рабочих валков является более точным и сравнительно легко реализуемым на практике и может быть применен на всех листопрокатных станах, где отсутствуют устройства противоизгиба бочек рабочих валков. Однако на техлистопрокатных станах, где установлены устройства противоизгиба бочек рабочих валков, усилие противонзгиба в них прикладывается к шейкам рабочих валков, в силу чего последние под действием упругой деформации изгиба отгибаются назад и вносят нарушение в равенство углов поворота бочек и их шеек, создавая тем самым дополнительную погрешность в способе измерения, величина которой зависит от величины упругой деформации изгиба шеек и может быть значительной, что снижает точность измерения величины прогиба бочек рабочих валков и исключает возможность применения известного способа на листопрокатных станах с устройствами противоизгиба бочек рабочих валков, что является его недостатком.
Целью изобретения является повышение точности определения прогиба бочек рабочих валкой..
Поставленная цель достигается благода ря тому, что в способе определения прогиба путем измерения угла поворота бочек рабочих валков относительно их первоначального горизонтального положения и расстояния от осевой линии прокатной клети до точки определения угла поворота бочек дополнительно измеряют угол поворота торцовой поверхност бочки рабочего валка относительно вертикальной части станины прокатной клети, затем по этому углу и расстоянию от осевой линии прокатной клети до точки измерения угла определяют прогиб рабочего валка.
Объясняется это тем, что торцовая поверхность бочки рабочего валка жестко связана со своей цилиндрической поверхностью по краям бочки и связь эта не зависит от наличия усилий противоизгиба бочек рабочих валков, прикладываемых, как правило, к их шейкам, а угол поворота бочки на ее краях при изгибе относительно первоначального положения или горизонтальной линии и угол тоцровой поверхности бочки относительно вертикальной части станины прокатной клети равны между собой, как образованные взаимно перпендикулярными сторонами.
Измерение угла поворота торцовой поверхности бочки рабочего валка относительно вертикальной части станины прокатной клети позволяет исключить влияние усилий противоизгиба бочек рабочих валков на измерение угла поворота цилиндрической поверхности самой бочки и тем самым повысить точность измерения. Так как на измерение угла поворота торцовой поверхности бочки рабочего валка усилие противоизгиба бочек этих валков не влияет, то предлагаемый способ можно применить как на прокатных станах с устройствами противоизгиба их бочек, так и без них, что обеспечивает универсальность способа.
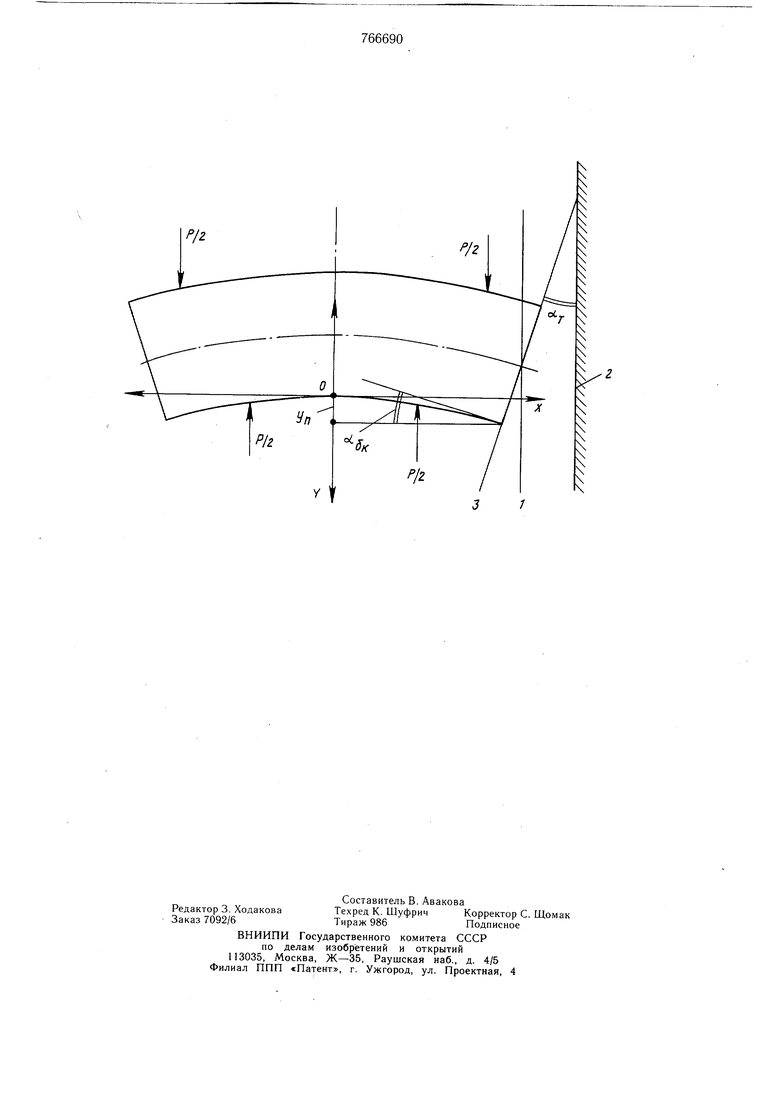
На чертеже приведена схема измерения, поясняюшая сущность предлагаемого способа.
На схеме изображены линия 1 первоначального положения торцовой поверхности
бочки при отсутствии прогиба; вертикальная часть 2 станины прокатной клети; линия 3 положения торцовой поверхности бочки при наличии прогиба; Р - усилие прокатки; YJ, - величина полного прогиба бочки валка; оСзи - угол поворота цилиндрической поверхности бочки валка на ее краю; d - угол поворота торцовой поверхности бочки валка; OY - вертикальная ось координат; ОХ - горизонтальная ось координат.
Известно, что прогиб бочек рабочего валка под действием усилия прокатки математически описывается параболической кривой. Уравнение такой кривой, как известно из математики, имеет вид
yi
Y --
(1)
гр
вертикальная координата точки, взятой на параболе, являющаяся и величиной прогиба бочки валка; горизонтальная координата этой точки;
параметр параболы, являющийся постоянной величиной для каждой параболы.
чина параметра параболы, как изиз математики, равна
Р
(2) . tgeC
где Ы-угол поворота ветви параболы относительно горизонтальной оси координат.
Применительно к определению величины прогиба бочки рабочего валка относительно какой-либо фиксированной точки, взятой на цилиндрической поверхности бочки этого валка, обращенной к полосе, необходимо измерить горизонтальную координату X от осевой линии клети до фиксированной точки на бочке валка и угол поворота бочки валка ц в этой точке относительно горизонтальной оси или первоначального положения бочки.
Однако измерение угла поворота бочки рабочего валка в любой фиксированной точке на ее цилиндрической поверхности, обращенной к полосе, физически является невозможным. Наиболее доступной точкой для определения угла поворота бочки валка является точка на ее краю, в которой измеряют угол поворота торцовой поверхности бочки с -готносительно вертикальной части станины прокатной клети и по его величине судят об угле поворота цилиндрической поверхности бочки (/5цНа ее краю.
Объясняется это тем, что угол поворота бочек рабочих валков при их изгибе на краях по отнощению к первоначальному положению находится в пределах одного-двух градусов, в силу чего искажения геометрических размеров бочек практически не происходит и углы Ыт являются жестко связанными между собой, а xaij образованные взаимно перпендикулярными сторонами равны между собой, т. е. тПри таком измерении угла поворота бочки рабочего валка горизонтальная координата до точки измерения угла ее поворота X L/2 (где L - длина бочки рабочего валка), а величина параметра параболы принимает вид Подставив значение горизонтальной координаты X L//2 и выражение (3) в уравнение (1), получают окончательное уравнение величины полного прогиба бочки рабочего валка при прокатке Y --X Ltgc/ (4) f гр г() ч При отсутствии усилия прокатки Р и полосы в рабочих валках отсутствует и их изгиб. Торцовая поверхность бочки рабочего валка, находящаяся в плоскости, перпендикулярной к осевой линии валка, находится в , вертикальном положении 1, параллельно вертикальной части 2 стороны прокатной клети. При появлении усилия прокатки Р и полосы в валках бочки их прогибаются и поворачиваются в вертикальной плоскости, проходящей через оси валков. Соответственно поворачиваются и цилиндрические по верхности бочек, находящиеся на их краях, в этой же плоскости на угол dSi: Па такой же угол df относительно вертикальной части 2 станины поворачиваются и торцовые поверхности бочек, которые занимают положение 3. При этом измеряют угол dij между поверхностью торца бочки и вертикальной частью станины прокатной клети и одновременно измеряют расстояние от осевой линии прокатной клети до точки измерения о(5к т. е. длину половины бочки рабочего валка L/2 и на основании уравнения (4) определяют величину полного прогиба Y рабочего валка при прокатке. Наличие устройства противоизгиба бочек рабочих валков при этом лишь уменьшает величину полного прогиба, но на точность измерения не влияет. Предложенный способ определения прогиба бочек рабочих валков при прокатке может быть реализован в устройстве измерения величины прогиба бочек рабочих валков при прокатке на листопрокатных станах с устройствами противоизгиба бочек рабочих валков (а также и без них). Полученный по такому способу сигнал величины полного прогиба бочек рабочих валков в процессе прокатки может быть использован в системах автоматического регулирования поперечной разнотолщинности полосы и тем самым способствует повышению качества листового проката, что в целом повышает экономическую эффективность листопрокатного производства. Формула изобретения Способ определения прогиба бочек рабочих валков при прокатке, заключающийся в измерении угла поворота бочек рабочих валков относительно их первоначального горизонтального положения и измерении расстояния от осевой линии прокатной клети до точки измерения этого угла, отличающийся тем, что, с целью повышения точности определения прогиба бочек рабочих валков. дополнительно измеряют угол поворота торцовой поверхности бочки рабочего валка относительно вертикальной части станины, затем по этому углу и расстоянию от осевой линии прокатной клети до точки измерения угла определяют прогиб рабочего валка. Источники информации, принятые во внимание при экспертизе 1.Патент Швейцарии № 489287, кл. В 21 В 37/08, 1970. 2.Авторское свидетельство СССР № 498994, кл. В 21 В 37/08. 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2019 |
|
RU2724255C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| ЗАДАЮЩАЯ КЛЕТЬ НЕПРЕРЫВНОГО ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2325961C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЁХВАЛКОВОЙ КЛЕТИ | 2014 |
|
RU2578867C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| ОПТИМИЗИРОВАННЫЕ СТРАТЕГИИ СМЕЩЕНИЯ В КАЧЕСТВЕ ФУНКЦИИ ШИРИНЫ ПОЛОСЫ | 2004 |
|
RU2367531C2 |