1
Изобретение относится к механизированному инструменту для обработки сварных швов, в частности для шлифования сварных кольцевых угловых швов приварки каналов-труб к схемам (плоским металлоконструкциям) реакторов при выполнении сборочно-монтажных работ на атомных электростанциях.
Известны переносные устройства для обработки сварных швов, содержаш,ие привод и гибкий вал со шпинделем, на конце которого установлен абразивный круг 1.
Однако при обработке этими устройствами кольцевых швов в стесненном пространстве необходимо поворачивать их вручную между каналами-трубами для установки шлифовального круга под углом к обрабатываемому шву, так как поворот шпинделя с шлифовальным кругом относительно корпуса устройства не предусмотрен.
Кроме того, поворот корпуса в процессе работы в стесненных условиях может привести к резким перегибам гибкого вала, что недопустимо по условиям его эксплуатации и нарушает безопасность работы вследствие повышенной реактивной силы гибкого вала.
Известно приспособление для зачистки сварных швов, закрепляемое на обрабатываемой детали центрирующим патроном, на котором установлен привод с вращаюш,имся от него шлифовальным кругом и поворачивающимся по обрабатываемой поверхности вокруг детали 2.
Фиксация приспособления на обрабатываемой детали создает условия удобной и безопасной работы, однако такое приспособление не обеспечивает качественной обработки сварных кольцевых угловых швов в связи с тем, что возможные приспособления движения шлифовального круга не позволяют обрабатывать профиль углового шва по плавной кривой.
Целью изобретения является повышение качества обработки переходных зон сварного шва к основному металлу.
Для этого предлагаемое устройство для обработки сварных кольцевых швов снабжено приводом качательного шлифовального круга относительно оси, перпендикулярной к оси его вращения, а также приводами радиального и продольного перемещений шлифовального круга
относительно обрабатываемой детали.
В таком выполнении устройство позволяет обработать профиль углового кольцевого сварного шва в стесненном пространстве, повысить эффективность работы и
улучшить качество обработки.
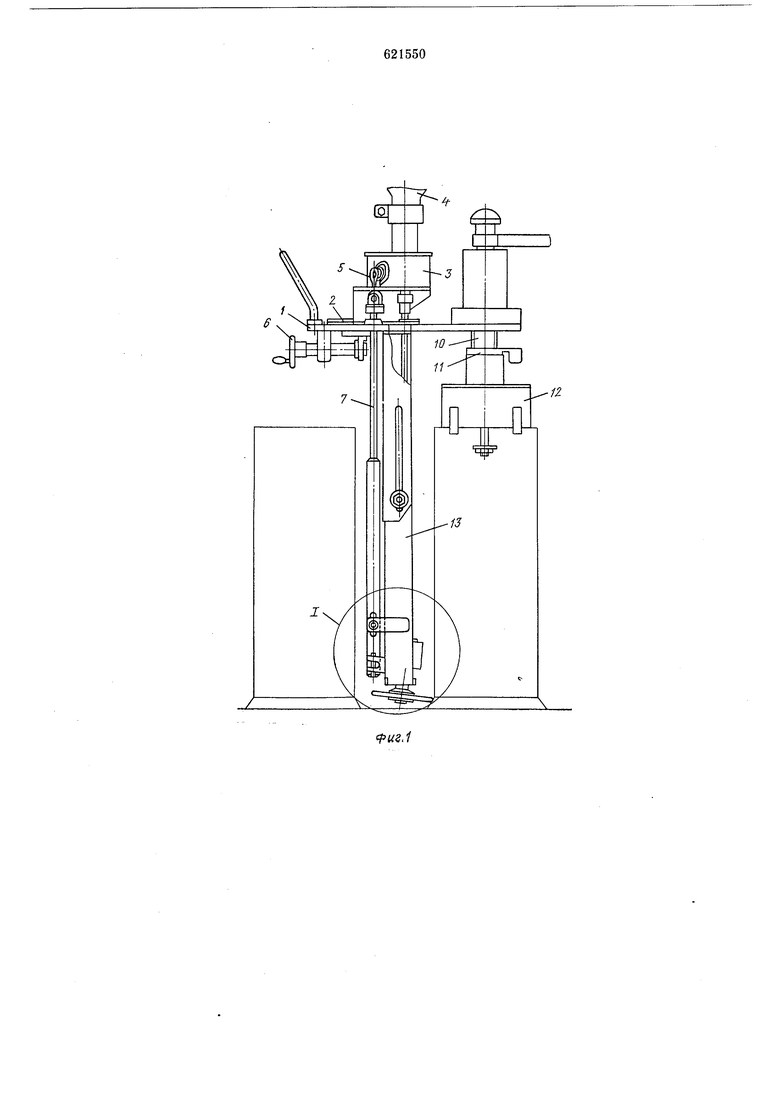
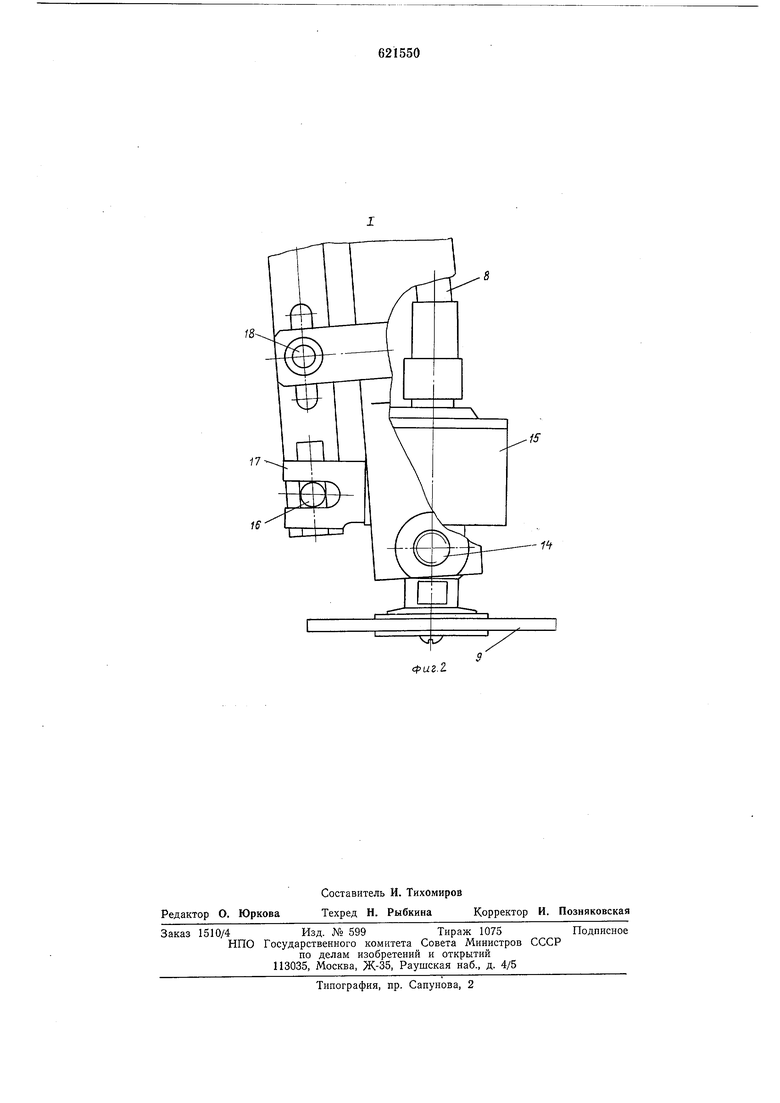
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - узел I на фиг. 1.
Устройство содержит плиту 1, на которой установлен суппорт 2, на нем закреплен редуктор 3 с приводом 4. К ведомому валу редуктора присоединен рычажно-эксцентриковый механизм 5. Перемещение суппорта относительно плиты осуществляется вручную винтовым механизмом 6 радиальной подачи. К механизму 5 присоединен шток 7. Гибкий вал 8 от ведущего вала редуктора передает вращение инструменту 9. Устройство снабжено винтом 10 с контргайкой И, при помощи которых осуществляется перемещение устройства в продольном направлении. Винт 10 установлен на подшипнике скольжения в патроне 12, центрирующем и фиксирующем устройство относительно обрабатываемой детали.
На суппорте закреплена вертикальная стойка 13, в которой на шарнире 14 установлен корпус 15 шпинделя. Шток 7 посредством пальца 16 связан с кронштейном 17 корпуса шпинделя. Направляющими для штока 7 рычаг с пальцем 18, жестко соединенные со стойкой 13.
Устройство работает следующим образом.
С помощью патрона 12 устройство фиксируется на обрабатываемой детали. При включении двигателя 4 вращательное движение передается от ведущего вала редуктора 3 посредством гибкого вала 8 инструменту 9. Одновременно от ведомого вала редуктора приводится рычажно-эксцептриковый механизм 5, сообщающий посредством возвратно-поступательно движущегося щтока 7, пальца 16 и кронщтейна 17 колебательное движение корпусу 15 с вращающимся в нем рабочим инструментом 9. С помощью пальца 18 щток 7 направляется относительно стойки 13, винтом 10 и механизмом подачи 6 производится перемещение инструмента к обрабатываемому щву. Поворот инструмента вокр)г детали производится поворотом плиты 1. Выключение устройства производится выключением электродвигателя привода 4.
Ранее процесс обработки сварных кольцевых швов каналов-труб и металлоконструкций реактора РБМК-ЮОО выполнялся в течение 50-60 рабочих смен при помощи шлифовальных машинок.
Предлагаемое устройство позволяет механизировать тяжелый трудоемкий процесс.
Испытания опытного образца устройства показывают его высокую эффективность, хорошее качество работ.
Экономия трудозатрат на одном реакторе составляет 14264 чел./ч.
Формула изобретения
Устройство для обработки сварных кольцевых швов, содержащее центрирующий устройство относительно обрабатываемой детали патрон, несзщий привод вращения
шлифовального круга, установленного с возможностью качания относительно оси, перпендикулярной к оси его вращения, отличающееся тем, что, с целью повыщения качества обработки переходных зон
сварного щва к основному металлу, оно снабжено приводом качательного движения шлифовального круга относительно оси, перпендикулярной к оси его вращения, а также приводами радиального и
продольного перемещения шлифовального круга относительно обрабатываемой детали.
Источники информации, принятые во внимание при экспертизе
1. Хлапов Н. И. Малая механизация монтажных работ. М., «Энергия, 1975, с. 36. 2. Авторское свидетельство СССР № 467816, кл. В 24В 23/02, 1963.
10то
11ди
у.
16
15
-1
