Изобретение относится к устройствам зачистки сварных швов механическим инструментом, в частности тавровых кольцевых швов приварки патрубков к цилиндрическим корпусам в стесненных условиях.
Целью изобретения является повышение производительности обработки тавровых кольцевых швов приварки патрубков к обечайке в стесненных условиях.
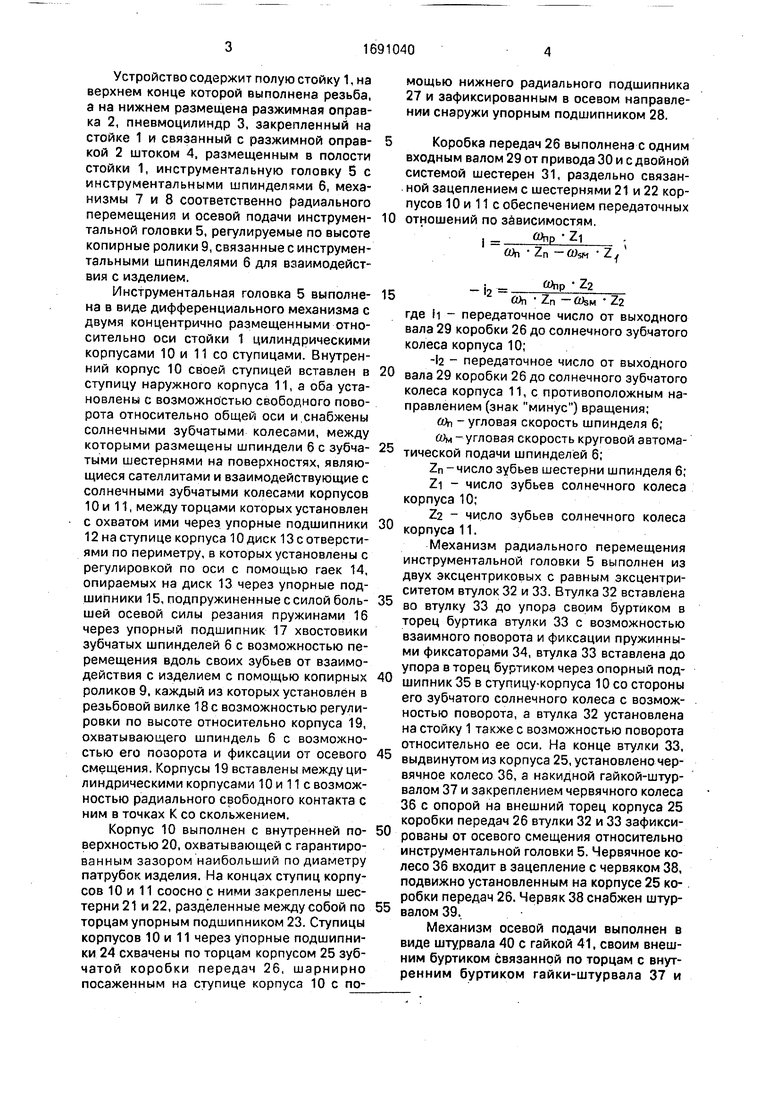
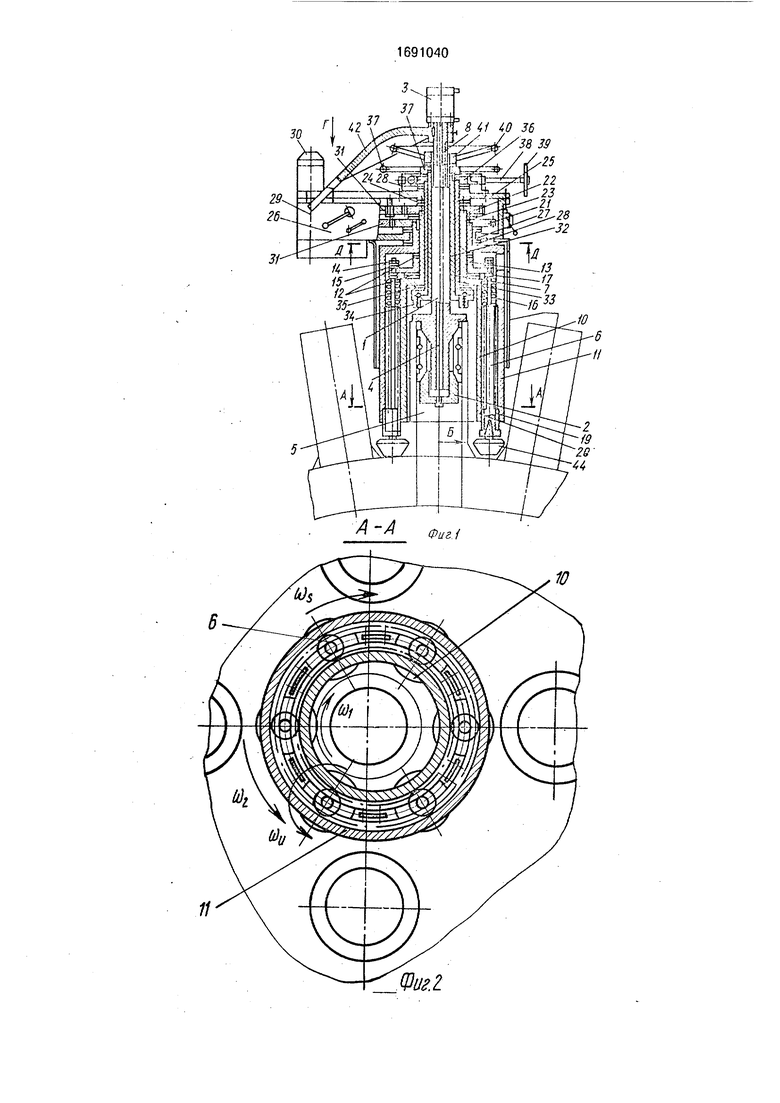
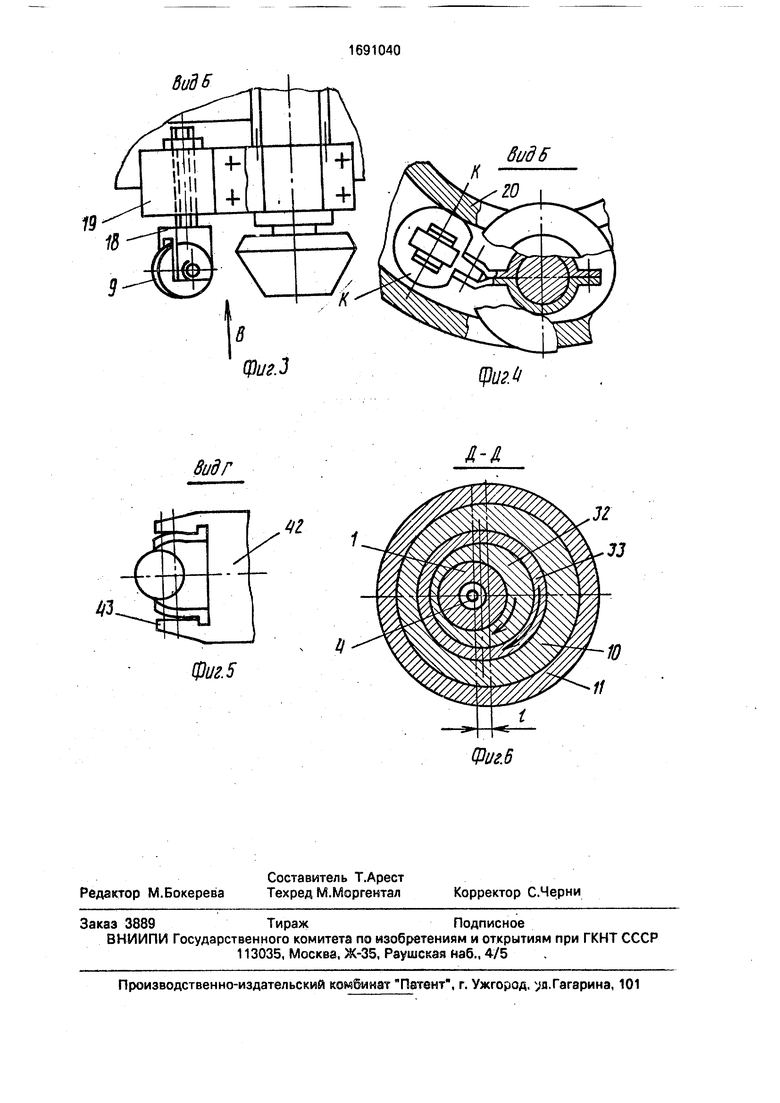
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид по стрелке Б на фиг.1; на фиг.4 - вид по стрелке В на фиг.З; на фиг.5 - вид по стрелке Г на фиг.1; на фиг.6- разрез Д-Д на фиг.1.
Устройство содержит полую стойку 1, на верхнем конце которой выполнена резьба, а на нижнем размещена разжимная оправка 2, пневмоцилиндр 3, закрепленный на стойке 1 и связанный с разжимной оправкой 2 штоком 4. размещенным в полости стойки 1, инструментальную головку 5 с инструментальными шпинделями 6, механизмы 7 и 8 соответственно радиального перемещения и осевой подачи инструментальной головки 5, регулируемые по высоте копирные ролики 9, связанные с инструментальными шпинделями 6 для взаимодействия с изделием.
Инструментальная головка 5 выполнена в виде дифференциального механизма с двумя концентрично размещенными относительно оси стойки 1 цилиндрическими корпусами 10 и 11 со ступицами. Внутренний корпус 10 своей ступицей вставлен в ступицу наружного корпуса 11, а оба установлены с возможностью свободного поворота относительно общей оси и снабжены солнечными зубчатыми колесами, между которыми размещены шпиндели 6 с зубчатыми шестернями на поверхностях, являющиеся сателлитами и взаимодействующие с солнечными зубчатыми колесами корпусов 10 и 11, между торцами которых установлен с охватом ими через упорные подшипники 12 на ступице корпуса 10 диск 13 с отверстиями по периметру, в которых установлены с регулировкой по оси с помощью гаек 14, опираемых на диск 13 через упорные подшипники 15, подпружиненные с силой большей осевой силы резания пружинами 16 через упорный подшипник 17 хвостовики зубчатых шпинделей 6 с возможностью перемещения вдоль своих зубьев от взаимодействия с изделием с помощью копирных роликов 9, каждый из которых установлен в резьбовой вилке 18с возможностью регулировки по высоте относительно корпуса 19, охватывающего шпиндель 6 с возможностью его поворота и фиксации от осевого смещения. Корпусы 19 вставлены между цилиндрическими корпусами 10 и 11 с возможностью радиального свободного контакта с ним в точках К со скольжением.
Корпус 10 выполнен с внутренней поверхностью 20, охватывающей с гарантированным зазором наибольший по диаметру патрубок изделия. На концах ступиц корпусов 10 и 11 соосно с ними закреплены шестерни 21 и 22, разделенные между собой по торцам упорным подшипником 23. Ступицы корпусов 10 и 11 через упорные подшипники 24 схвачены по торцам корпусом 25 зубчатой коробки передач 26, шарнирно посаженным на ступице корпуса 10 с помощью нижнего радиального подшипника 27 и зафиксированным в осевом направлении снаружи упорным подшипником 28.
Коробка передач 26 выполнена с одним
входным валом 29 от привода 30 и с двойной системой шестерен 31, раздельно связанной зацеплением с шестернями 21 и 22 корпусов 10 и 11 с обеспечением передаточных
отношений по зависимостям.
Zi .
i
«n Zn - Z
У
-12
Wnp 2.2
CDn Zn - (OsM Zz
где Н - передаточное число от выходного вала 29 коробки 26 до солнечного зубчатого колеса корпуса 10;
-la - передаточное число от выходного
вала 29 коробки 26 до солнечного зубчатого колеса корпуса 11, с противоположным направлением (знак минус) вращения; й - угловая скорость шпинделя 6; (Ом -угловая скорость круговой автоматической подачи шпинделей 6;
Zn -число зубьев шестерни шпинделя 6; Zi - число зубьев солнечного колеса корпуса 10;
7.1 - число зубьев солнечного колеса
корпуса 11.
Механизм радиального перемещения инструментальной головки 5 выполнен из двух эксцентриковых с равным эксцентриситетом втулок 32 и 33. Втулка 32 вставлена
во втулку 33 до упора своим буртиком в торец буртика втулки 33 с возможностью взаимного поворота и фиксации пружинными фиксаторами 34, втулка 33 вставлена до упора в торец буртиком через опорный подшипник 35 в ступицу-корпуса 10 со стороны его зубчатого солнечного колеса с возможностью поворота, а втулка 32 установлена на стойку 1 также с возможностью поворота относительно ее оси. На конце втулки 33,
выдвинутом из корпуса 25, установлено червячное колесо 36, а накидной гайкой-штурвалом 37 и закреплением червячного колеса 36 с опорой на внешний торец корпуса 25 коробки передач 26 втулки 32 и 33 зафиксированы от осевого смещения относительно инструментальной головки 5. Червячное колесо 36 входит в зацепление с червяком 38, подвижно установленным на корпусе 25 коробки передач 26. Червяк 38 снабжен штурвалом 39.
Механизм осевой подачи выполнен в виде штурвала 40 с гайкой 41, своим внешним буртиком связанной по торцам с внутренним буртиком гайки-штурвала 37 и
эксцентриковой втулки 32. Гайка 41 установлена на резьбе стойки 1.
Корпус 25 коробки передач 26 инструментальной головки 5 зафиксирован от поворота относительно стойки 1 с возможностью вертикального поступательного перемещения вилкой 42, закрепленной на стойке 1 и своими щечками 43 охватывающей корпус 25. Снизу в шпиндели 6 вставлены инструменты, например фасонные фрезы 44.
Устройство работает следующим образом.
Устройство устанавливают ма торец патрубка разжимной оправкой 2, которая от пневмопривода 3 штоком 4 разжимается внутри патрубка и закрепляется. Исходное положение эксцентриковых втулок 32 и 33 устанавливают поворотом накидной гайки- штурвала 37 с фиксацией фиксаторами 34 и суммарным эксцентриситетом, равным нулю, контролируемым, например, с помощью указателя поворота.
Штурвалом 40 с гайкой 41 инструментальную головку 5 устанавливают по высоте в исходную позицию для обработки. Включают привод 30, который приводит в разнонаправленное вращение через раздельную систему шестерен 31 и шестерен 21 и 22 солнечные колеса корпусов 10 и 11, которые вращаются с угловой скоростью соответственно зависимости
I - Zl
(On Zn -ft v- Zl
- j, -Z2
2 ton Zn - WSM Z2
Корпуса Юи 11 приводят во вращение шпиндели б с заданной угловой скоростью (On , которые обегают по кругу вдоль сварного, шва с заданной угловой скоростью круговой подачи (Узм . Поворотом штурвала 40 с гайкой 41 инструментальные шпиндели 6 опускаются на врезание инструментом в обрабатываемый шов, а так как пружины 16 отрегулированы и выполнены с усилием больше осевого усилия резания, происходит обработка шва с автоматической круговой подаче до упора отрегулированными по высоте роликами 9 в поверхность изделия, после чего происходит копирование поверхности изделия, при этом отжимаются пружины 16, шпиндели 6 по зубьям солнечных колес корпусов 10 и 11 перемещаются вверх вместе с инструментом, не давая ему возможности врезаться в изделие.
Поворотом накидной гайки-штурвала 37 поворачивают эксцентриковую втулку 32 и устанавливают фиксированное с помощью пружинных фиксаторов 34 значение эксцентриситета за счет регулировки экс- центриеистемы. Штурвалом 39 червяка 38 поворачивают червячное колесо 36, связанное с втулкой 33, которая, поворачиваясь, меняет направление эксцентриситета е, позволяя обрабатывать шов у поверхности патрубка, обеспечивая качество обработки несмотря на возможную некруглость его в (
0 пределах эксцентриситета е.
Обработку шва можно вести и с установкой шпинделей-сателлитов с помощью гаек 14 на разную высоту в пределах припуска на обработку, позволяя распределить припуск
5 на глубины резания между каждым инструментом в отдельности.
За счет жесткости конструкции при малых поперечных размерах установки инструментальных шпинделей, исключения их
0 вылета по консоли, применения усиленных режимов в стесненных условиях относительно простыми конструктивными элементами устройство позволяет повысить производительность обработки швов при5 варки патрубков в стесненных условиях. Формула изобретения 1.Устройство для зачистки сварных швов, содержащее стойку, смонтированную на стойке разжимную оправку с приводом,
0 инструментальную головку с инструментальными шпинделями, подвижно закрепленную на стойке, привод вращения инструментальной головки, механизмы радиального перемещения и осевой подачи
5 инструментальной головки, а также регулируемые по высоте копирные ролики, связанные с инструментальными шпинделями, о т- личающееся тем, что, с целью повышения производительности обработки тавро0 вых кольцевых швов при приварке патрубков к обечайке в стесненных условиях, инструментальная головка выполнена в виде двух концентричных относительно оси стойки наружного и внутреннего цилиндри5 ческих корпусов со ступицами и солнечными зубчатыми колесами, установленными с возможностью взаимного вращения относительно упомянутой оси, диска с отверстиями, равномерно расположенными по его
0 периметру, зубчатых шестерен, жестко закрепленных на торцах ступиц цилиндрических корпусов, а также упорных подшипников, установленных между зубчатыми шестернями, инструментальные шпиндели выполнены с на5 ружными зубчатыми шестернями и хвостовиками, стойка выполнена полой с резьбовой частью на конце, противоположном размещению разжимной оправки, а привод вращения инструментальной головки выполнен в виде зубчатой коробки передач, шарнирно закрепленной на ступице наружного цилиндрического корпуса с фиксацией относительно него в осевом направлении посредством упорных подшипников и возможностью установленного перемещения вдоль оси стойки и выполненной в виде корпуса, одного выходного вала, двух выходных шестерен и фиксатора ее поворота относительно оси стойки, выполненного в виде вилки, закрепленной на стойке и охватывающей коробку, при этом ступица внутреннего цилиндрического корпуса размещена внутри ступицы наружного цилиндрического корпуса, инструментальные шпиндели размещены между внутренней поверхностью наружного цилиндрического корпуса и наружной поверхностью внутреннего цилиндрического корпуса с возможностью зубчатого зацепления своих шестерен с солнечными зубчатыми колесами корпусов, хвостовики инструментальных шпинделей шарнирно посредством упорных подшипников и подпружиненно в осевом направлении закреплены в отверстиях диска, одна из выходных шестерен зубчатой коробки передачи установлена в зацеплении с зубчатой шестерней наружного цилиндрического корпуса, а вторая - с зубчатой шестерней внутреннего цилиндрического корпуса, а передаточные отношения систем шестерен инструментальной головки выбраны из условия
Zi.
I .-,-,
ton -Zn-WsM -Zi
j2 .
Qfrp /Z2
(On Zn -Шзм -Zz где И - передаточное число от выходного вала зубчатой коробки передачи до солнечного зубчатого колеса внутреннего цилиндрического корпуса,
-12 - передаточное число от выходного вала зубчатой коробки передач до солнечного зубчатого колеса наружного цилиндрического корпуса;
fttop - угловая скорость выходного вала зубчатой коробки передач;
- угловая скорость инструментального шпинделя;
0зм угловая скорость круговой автоматической подачи шпинделя;
Zn - число зубьев шестерни шпинделя;
Zi - число зубьев солнечного колеса внутреннего цилиндрического корпуса;
Z2 - число зубьев солнечного колеса наружного цилиндрического колеса.
2.Устройство поп.1,отличающее- с я тем, что механизм радиального перемещения инструментальной головки выполнен в виде внешней и внутренней эксцентриковых втулок с буртами и одинаковыми эксцентриситетами, размещенных одна в другой с возможностью взаимного поворота и фиксации посредством подпружиненных фиксаторов, упорного подшипника, установленного на наружной поверхности внешней эксцентриковой втулки в месте расположения, ее бурта, червячного колеса, закрепленного на наружной поверхности внешней эксцентриковой втулки, у противоположного ее борту торца, накидной гайки- штурвала, закрепленной на наружной поверхности внутренней эксцентриковой втулки у противоположного ее бурту торца, и приводного червяка, подвижно закрепленного на корпусе зубчатой коробки передач и находящегося в зацеплении с червячным колесом, при этом внешняя эксцентриковая втулка размещена в ступице внутреннего цилиндрического корпуса с
возможностью их взаимного поворота, а также в корпусе зубчатой коробки передач и зафиксирована от осевого перемещения червячным колесом, а внутренняя эксцентриковая втулка установлена на стойке с
возможностью поворота на ней и зафиксирована от осевого перемещения накидной гайкой-штурвалом.
З.Устройство поп.1,отличающее- с я тем, что механизм осевой подачи инструментальной головки выполнен в виде штурвала с гайкой, установленной в контакте с резьбовой частью стойки и подвижно связанной своим торцом с торцом накидной гайки-штурвала, закрепленной на торце
внутренней эксцентриковой втулки.
4.Устройство поп.1,отличающее- с я тем, что привод разжимной оправки выполнен в виде пневмопривода, смонтированного на стойке в месте расположения ее
резьбовой части и соединенного с разжимной оправкой штоком, размещенным в полости стойки.
гщ
/5
SЈ 8Ј
//

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| Устройство для намотки и размотки рулонов | 1989 |
|
SU1708733A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 2008 |
|
RU2380199C1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| РАЗДАТОЧНАЯ КОРОБКА ГРУЗОВОГО АВТОМОБИЛЯ | 1992 |
|
RU2026208C1 |
| Переносной механизированный фаскорез | 1973 |
|
SU492352A1 |
| Коробка передач транспортного средства | 1986 |
|
SU1411168A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Станок для нарезания цилиндрических зубчатых колес | 1972 |
|
SU961876A1 |
Изобретение относится к устройствам зачистки сварных швов механическим инструментом, в частности тавровых кольцевых швов приварки патрубков к цилиндрическим корпусам в стесненных условиях. Цель изобретения - повышение производительности обработки тавровых кольцевых швов приварки патрубков к обечайке в стесненных условиях. Штурвалом 40 устанавливают инструментальную головку 5. Включают привод 30 и через систему шестерен 31 вращают шестерни 21 и 22 цилиндрических корпусов 10 и 11 с солнечными зубчатыми колесами, в зацеплении с которыми находятся шестерни шпинделей 6, размещенных в качестве сателлитов между корпусами 10 и 11. Шпиндели 6 устанавливают хвостовиками в отверстиях диска 13. Инструменты 44 врезаются в обрабатываемый шов с углоаой скоростью круговой подачи, заданной усилиями пружин 16 до,упора конусных роликов в поверхность изделия. После копирования поверхности шпиндели 6 подаются вверх вместе с инструментом 44. Размещение инструмента на сателлитах двух вращающихся корпусов позволяет поднять жесткость конструкции, увеличить количество режущих инструментов и повысить производительность при уменьшении рабочей зоны устройства. При этом передаточные числа систем шестерен инструментальной головки выбирают из условия И %, Zl/ft nZn +С0зм Zl, -I2 СУгр X x Z2/uM Zn -CDsM 2.2, где И - передаточное число от вала коробки 26 до солнечного зубчатого колеса корпуса 10; - передаточное число от вала коробки 26 до солнечного зубчатого колеса корпуса 11; ftVip - угловая скорость выходного вала коробки 26; со& угловая скорость круговой автоматической подачи шпинделя 6; Zn - число зубьев шестерни шпинделя 6; Zi -число зубьев солнечного колеса корпуса 10; Zz - число зубьев солнечного колеса корпуса 11.3 з.п.ф-лы, 6 ил. ел с о чэ ё о
01701691
В ид 6
фиг.З
8идг
Фиг.5
фиг. 4
Д-А
31
11
Фиг.В
| Патент ФРГ Nfe 3341204,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для обработки швов приварки патрубков | 1977 |
|
SU722701A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
