Известные устройства для контроля качества точечной электрической сварки без разрушения не дают надежных результатов несмотря на сложность и трудоемкость процесса контроля.
Предлагаемое устройство для контроля качества точечной электрической сварки переменным током основано на определении величины падения напряжения на зажимах сварочных электродов.
Особенность устройства заключается в том, что в нем для указанной цели применен подключенный параллельно электродом конденсатор, который последовательно заряжается во взаимно противоположных направлениях двумя смежными импульсами переменного тока через какие-либо включенные навстречу друг другу выпрямительные приспособления.
Качество сварки определяется по остаточному заряду конденсатора, который будет пропорционален разности амплитудных значений соседних импульсов напряжения на зажимах сварочных электродов.
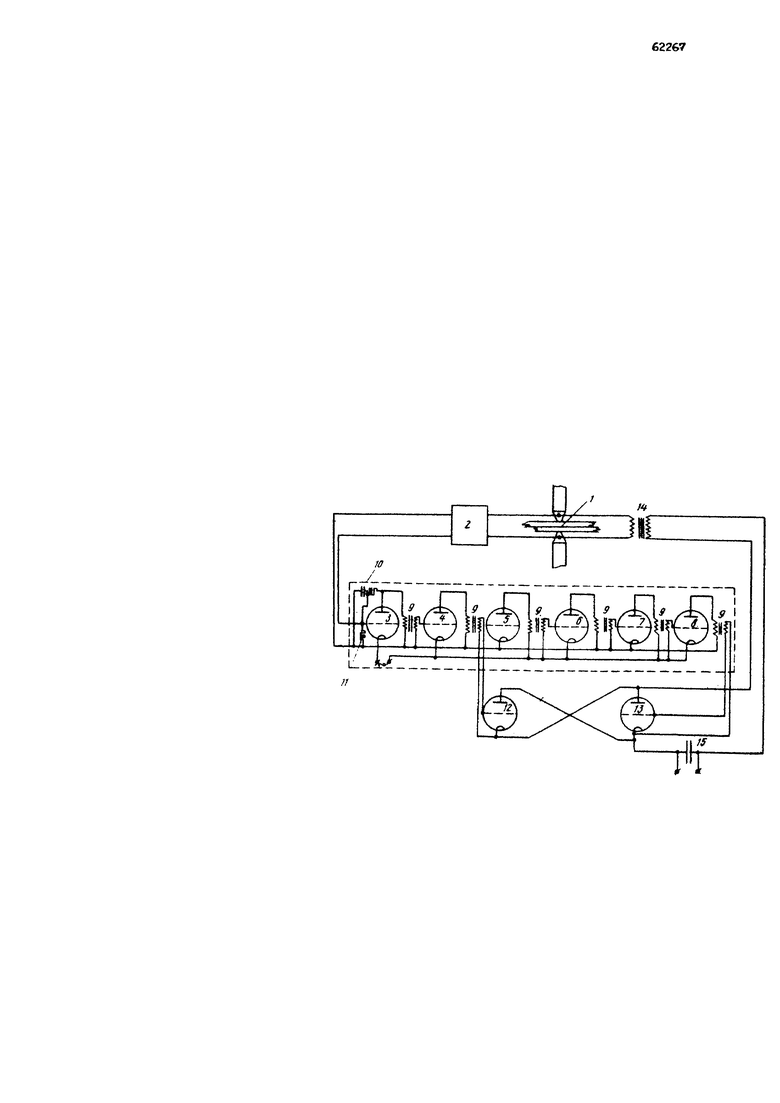
На чертеже представлена схема устройства.
Напряжение сварочного контакта I черев выпрямитель 2 подается на сетку тиратрона 3. Цепь тиратронов 3, 4, …, 8 составляет электронное реле. Тиратрон 3 после отпирания дает через трансформатор 9 отпирающий импульс на тиратрон 4, последний - на тиратрон 5 и т.д.
Полярность присоединения указанных тиратронов к источнику переменного тока чередуется, и поэтому отпирание каждого последующего происходит на один период позже. Таким образом, включение последнего тиратрона будет происходить на любое число периодов позже в зависимости от числа тиратронов в электронном реле.
Тиратрон 3 после пропуска одного полупериода автоматически запирается конденсатором 10, и, следовательно, все остальные тиратроны пропускают за время сварочного импульса только один полупериод тока. Конденсатор 10 постепенно разряжается через регулируемое сопротивление 11, и к моменту сварки следующей точки тиратрон 3 не будет иметь на сетке запирающего напряжения.
Сетки тиратронов 12 и 13 получают отпирающее напряжение одновременно с тиратронами 5 и 8 соответственно, а анодное напряжение получают от трансформатора 14, питаемого от межэлектродного напряжения сварочного контакта. Благодаря этому конденсатор 15 получает заряды противоположного знака и по величине пропорциональные амплитудному значению перепада напряжения в сварочном контакте в различные моменты процесса сварки. Заряд конденсатора 15 регистрируется известными способами.
Предлагаемое устройство может быть выполнено также с механическим прерывателем вместо электронного реле. При этом в механическом прерывателе, с целью управления включением выпрямителей, две пары контактов, укрепленных на оси синхронного прерывателя цепи сварки, взаимно смещены на угол, соответствующий по времени длительности одного или большего количества периодов переменного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Тиратронный генератор импульсов для сварки | 1933 |
|
SU43695A1 |
| Устройство для управления сварочным током при пульсирующей контактной сварке | 1960 |
|
SU140509A1 |
| ИМПУЛЬСНЫЙ ТИРАТРОННЫЙ ВЫКЛЮЧАТЕЛЬ | 1934 |
|
SU41095A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Сварочный аппарат | 1947 |
|
SU82886A1 |
| Устройство управления вентильным преобразователем | 1971 |
|
SU575740A1 |
| ИСТОЧНИК ЭЛЕКТРОЭНЕРГИИ ДЛЯ СВАРКИ И СПОСОБ ФОРМИРОВАНИЯ МНОЖЕСТВА РАЗНЕСЕННЫХ ВО ВРЕМЕНИ СИГНАЛОВ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭТОМ ИСТОЧНИКЕ (ВАРИАНТЫ) | 1994 |
|
RU2089362C1 |
| Устройство для определения углов зажигания газоразрядных приборов | 1955 |
|
SU103097A1 |
Устройство для контроля качества точечной электрической сварки переменным током, основанное на определении величины падения напряжения на зажимах сварочных электродов, отличающееся применением подключенного параллельно электродам конденсатора, предназначенного для последовательного его заряда во взаимно противоположных направлениях двумя смежными импульсами переменного тока, обусловленного падением напряжения на электродах, черев какие-либо включенные навстречу друг другу выпрямительные приспособления, с целью определения качества сварки по остаточному заряду конденсатора, пропорциональному разности амплитудных значений соседних импульсов напряжения на зажимах сварочных электродов.
2. Форма выполнения устройства по п. 1, отличающаяся применением, с целью управления включения выпрямителей, двух пар контактов, укрепленных на оси синхронного прерывателя цепи сварки и взаимно смещенных на угол, соответствующий по времени длительности одного или более периодов переменного тока.
