Маркировка горячих слитков или прокатных изделий-листов, балок, ) и т. д. ири помощи резины является несовершенной: маркировочные AjeTKii и надписи легко стираются, в результате чего металл обезличивается. Кроме того, марк ;1)огзка резн.чой может произвоД Т1)СЯ лшиь после некоторого остызг.:. металла. При высокой телгпературе металла резина сгорает и маркировка не дает знаков или же посггедине пол чаются очень слабыми.
Согласно лзобретспию, с целью устраие1И1я указанных недостатков, предлагается способ маркировки, заключающийся в том, что вместо резины и.ти красок применяют растворы жидкого стекла, поваренной соли или известкового молока. Нанесенные иа горячую поверхность Л еталл1 ческ; х ; зделий, эти растворы быстро дают четкие трудно поддающиеся стиранию знаки белого цвета.
Маркировка ос}и),ествляется путем пульверизации, причем для на ;есен1:я :-.ОЖно пользоваться трафаретами. Маркировку и надписи можно также производить непосредственно от руки.
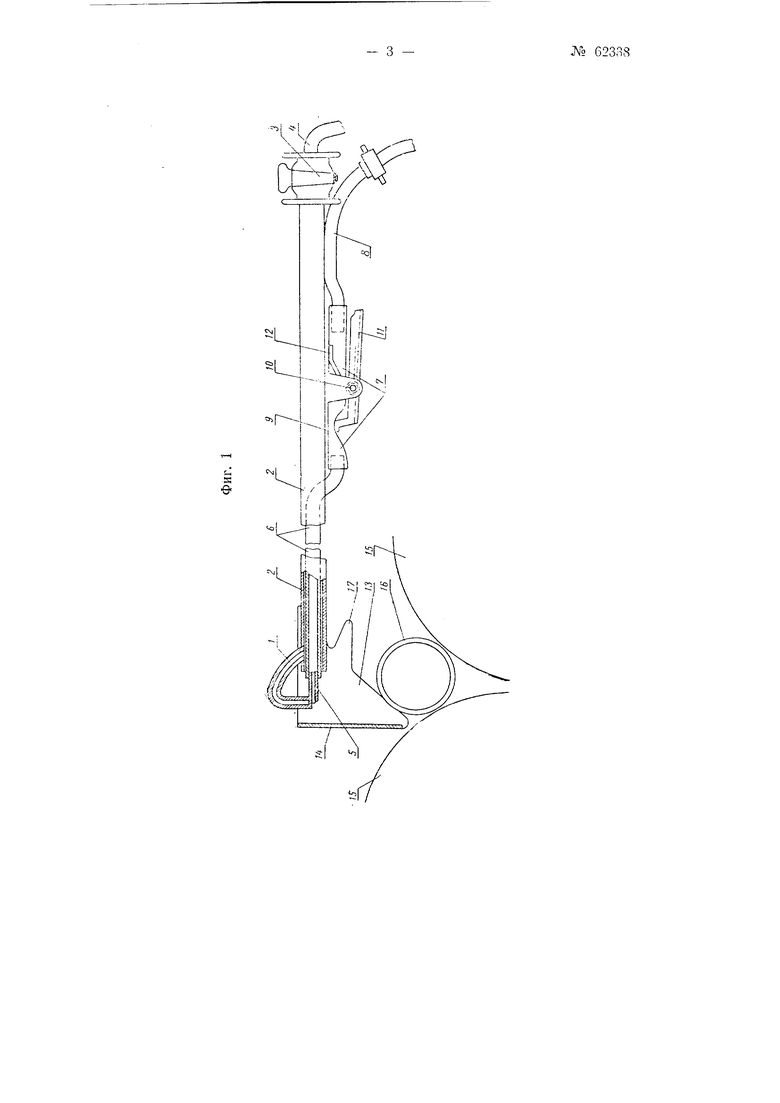
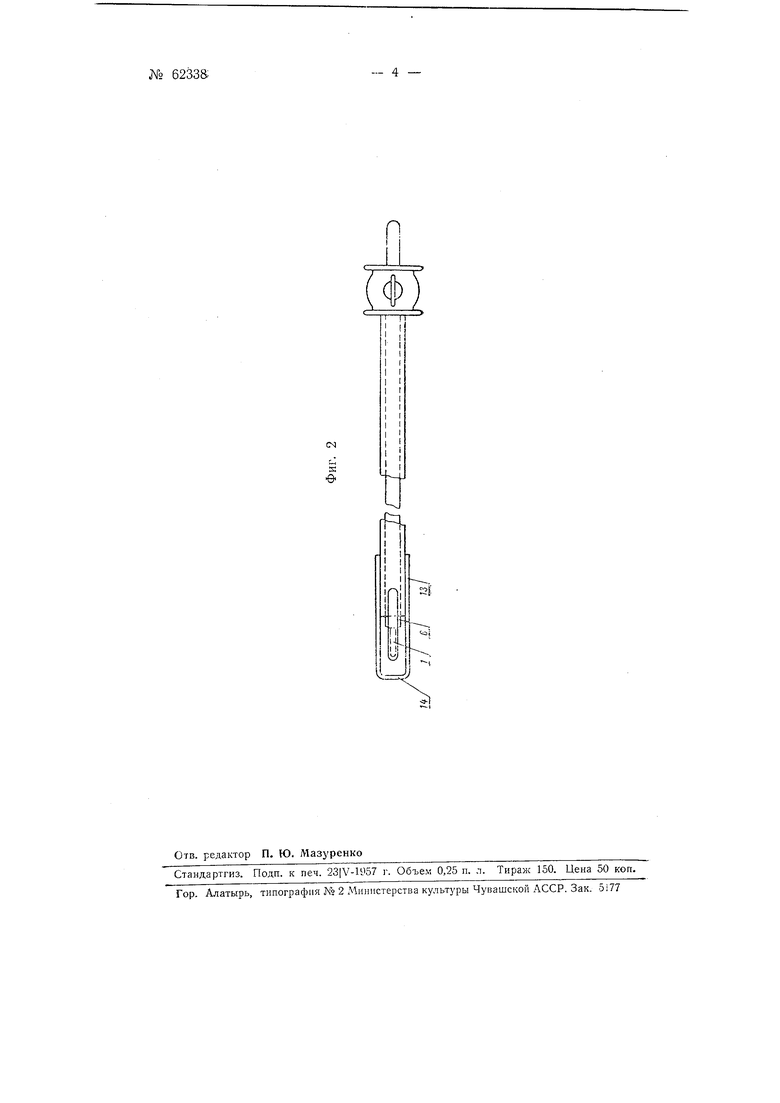
Для пульверизации растворов может быть применен п льверизатор, изображенный на ф1П 1 и 2 в лвух проекциях. Трубка / сообщается с трубкой 2 и далее через край 3 ц резиновый шланг 4 с источником сжатого воздуха. Трубка-сопло 5 сообщается через трубку 6 отрезок резинового шланга 7 и штуцера 6 с резервуаром, содержащим раствор, предназначенный для маркировки.
На пластиике 9, ирикреплеииой к трубке 2 посредством иитрнира 10 смонтирован рычаг //, который под действие.м иа него пружинки 12 зажимает трубку 7 и прекращает доступ раствора к трубке 5.
Трубка 5 расположеиа в кожухе. 13, состоянием из передней и двух боковых плоских стеиок; передняя стенка снабжена отверстием 14 для прочнстки сопла-трубки.
При маркировке круглых изделий, например вращающейся на KaTJiax /5 трубы 16, пульверизатор
устаиазливают нижней открытой стороной кожуха 13 на каток /5 и трубу 16. В нерабочем состоянии пульверизатор подвептивается при помощи имеющегося на кожухе 13 крюка 17.
Предмет изобретения
1. Способ маркировки горячих слитков и прокатных изделий, о тл и ч а ю Hui и с я тем, что для этой цели применяют водный раствор жидкого стекла, поваренной соли, или известкового молока.
2. Примеиение пульверизатора для маркировки согласно п. 1, состоящего из двух расположепных под углом 90 трубок, кожуха для ограпичения факела и гибкого шланга, прижимаемого рычагом.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОСТОЙКАЯ КРАСКА ДЛЯ ОКРАШИВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2181738C1 |
| СПОСОБ НАНЕСЕНИЯ ЗНАКОВ НА ФОТОЭМУЛЬСИОННЫЕ СЛОИ | 1979 |
|
RU2081444C1 |
| Способ распыливания красок, лаков, известкового молока, известкового раствора и т.п. материалов для окрашивания поверхностей | 1927 |
|
SU18641A1 |
| Электродуговой металлизатор | 1978 |
|
SU753481A1 |
| Медицинский тренажер | 1985 |
|
SU1298795A1 |
| Пульверизатор для краски | 1937 |
|
SU53119A1 |
| ТЕРМОСТОЙКАЯ КРАСКА | 2004 |
|
RU2277562C1 |
| Способ изготовления полых изделий из высокотемпературных сверхпроводящих материалов типа Y @ В @ С @ О @ | 1990 |
|
SU1767541A1 |
| Способ изготовления точного литья по извлекаемым моделям | 1959 |
|
SU123290A1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯХ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2006 |
|
RU2356743C2 |