1
Изобретение относится к обработке материалов давлением, в частности к режущим устройствам для продольной резки материала, и может быть использовано в различных отраслях промышленности.
Известно устройство для продольной резки материала, содержащее неподвижный плоский нож, взаимодействующий с подвижным ножом, выполненным в виде ступенчатой гильотины 1. Направление продольного перемещения материала обеспечивается тем, что обрезаемая кромка сильно отгибается. В то же время этими же ножницами нельзя обеспечить фигурную продольную резку материала.
Известно устройство для резки материала, содержащее взаимодействующие между собой неподвижный и подвижный ножи, режущие кромки которых образованы пересечением задних и передних граней, причем в плоскости задней грани подвижного ножа средний по длине участок режущей кромки смещен по высоте относительно крайних участков режущей кромки и соединен с ними наклонными промежуточными участками режущей кромки 2.
Однако при продольной резке материала происходит его смещение.
С целью ликвидации смещения материала при продольной его резке режущая кромка неподвижного ножа имеет вид ломаной линии, имеющей средний, промежуточные и один из крайних участков, равных по длине и расположенных параллельно соответствующим участкам режущей кромки подвижного ножа, а другие крайние участки режущей кромки обоих ножей, имеющие одинаковую длину и расположенные со стороны подачи материала, выполнены встречно наклонными в направлении промежуточных участков так, что образуется угол, превыщающий по величине угол наклона промежуточных участков.
Для обеспечения фигурной продольной резки участки режущей крОмки обоих ножей взаимно смещены по плоскости передней грани ножа.
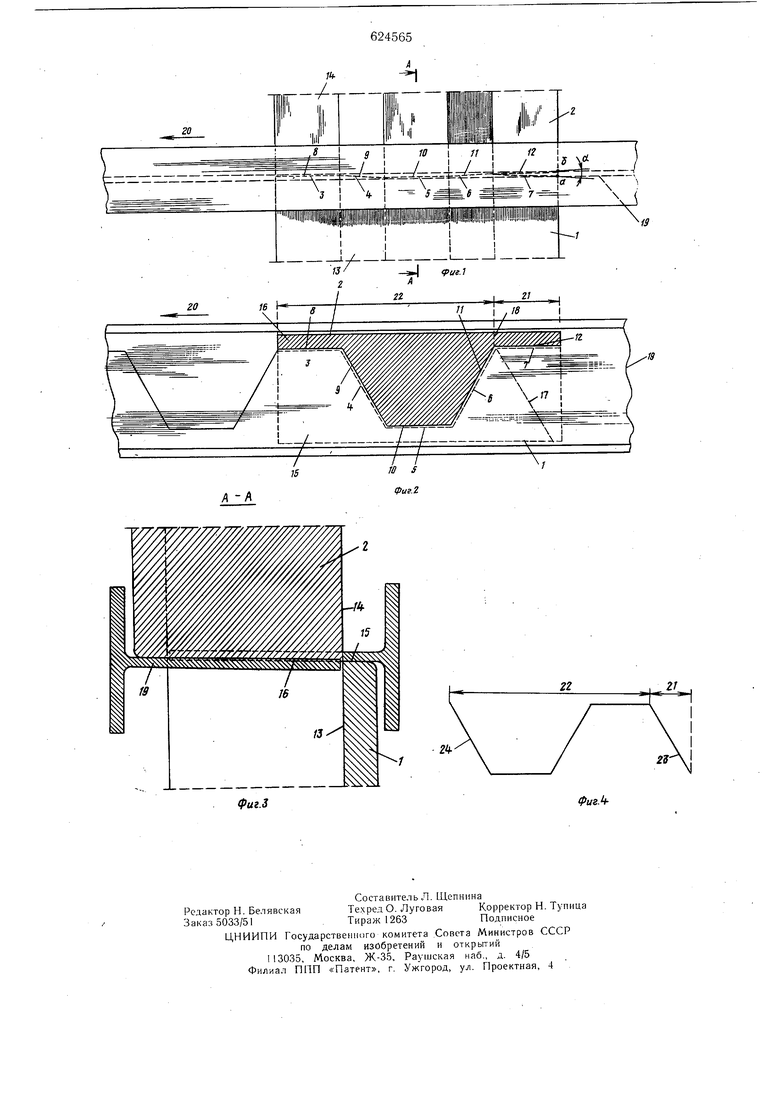
На фиг. 1 .схематично изображено устройство для резки материала, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, сечение А-А; на фиг. 4 - профиль ножа, вариант.
Устройство содержит неподвижный нож
1,взаимодействующий с подвижным ножом
2.Режущие участки 3-7 и 8-12 кромок ножей 1 и 2 соответственно образованы пересечением задних 13 и 14 и передних 15 и 16 граней ножей (фиг. 3) и выполнены в виде ломаных линий. В плоскости задних граней 13 и 14 ножей 1 и 2 средние участки 5 и 10 по длине режущей (фиг. 1) кромки ножей смещены по высоте относительно крайних 3 и 7 и 8 и 12 участков режущей кромки 11 соединены с ними наклонными промежуточными участками 4, 6 и 9, 11. Средний участок 5, промежуточные 4 и 6 и крайний 3 участки неподвижного ножа 1 равны по длине и расположены параллельно соответственно среднему участку 10, промежуточным 9 и И и крайнему 8 участкам подвижного ножа 2.
Крайние участки 7 и 12 режущих кромок ножей 1 и 2 равны по длине, расположены со стороны подачи материала и встречно нак тонены в направлении промежуточных участков 6 и 11, образуя угол а, превыщающий по величине угол наклона промежуточных участков 4, 6 и 9,11 режущей кромки. Величина угла а определяется из условия, что в крайнем нижнем положении подвижного ножа 2 расстояние между точками а, б равно или больще толщины разрезаемого материала. В плоскости передних граней 15 :И 16 ножей участки режущих кромок также взаимно смещены и образуют фигурный контур реза. Линия 17 соединения наклонной плоскости крайнего участка 7 ножа 1 с промежуточным участком 6 расположена под углом к режущей кромке ножа, а линия 18 соединения наклонной плоскости крайнего участка 12 с промежуточным участком 11 расположена перпендикулярно режущей кромке.
Устройство работает следующим образом.
Профильная заготовка 19, например швеллер, подается в ножницы, перемещается в направлении стрелки 20 и разрезается ножа.м Контур реза может быть таким, как показан на фиг. 2 и 4. При перемещении подвижного ножа 2 рез заготовки 19 осуществляется в начале режущими кромками крайних участков 3 и 8, затем постепенный из-за их наклона рез между промежуточными участками 4, 3 и 9, И режущих кромок и затем средними участками 5 и 10 режущих кромок ножей. Крайними участками 7 и 12 режущих кромок рез начинается совместно с участками 3 и 8 и продолжается до конца реза. Но так как угол а больше угла наклона промежуточнь1х участков, то в конце реза заготовка на участке 21 разрезана неполностью - на входе между точками а и б она не разрезана, а в месте
соединения с участком 22 она полностью разрезана. После окончания реза заготовка 19 перемешается по стрелке 20 так, чтобы участок 21 расположился между крайними участками 3 и 8 режущих кромок ножей 1 и 2. Поэтому при следующем ходе ножа рез осуществляется в указанном выше порядке. При резке по контуру, показанному на фиг. 4, частичный рез осуществляет ся по линии 23, которая при подаче на щаг совмещается с линией 24, где в дальнейшем происходит полный рез.
Благодаря такому выполнению режущих кромок ножей усилие, а следовательно, и мощность реза незначительны. Кроме, того,
неполный рез на одном из участков заготовки обеспечивает точность фигурного продольного реза. При резке такими ножами деформация профиля незначительная и можно подобрать так углы наклона, чтобы после окончания реза профиль возвращался в исходное положение.
Формула изобретения
1. Устройство для резки материала,
5 содержащее взаимодействующие между собой неподвижный и подвижный ножи, режущие кромки которых образованы пересечением задних и передних граней, причем в плоскости задней грани подвижного ножа средний по длине участок режущей кромки смещен по высоте относительно крайних участков-режущей кромки и соединен с ни.ми наклонными промежуточными участками режущей кромки, отличающееся тем, что, с целью ликвидации смещения материала при
5 продольной его, резке, режущая кромка неподвижного,ножа выполнена в виде ломаной линии, имеющей средний., промежуточные и один из крайних участков, равных по длине и расположенных параллельно соответствующим участкам режущей кромки подвижного ножа, а другие крайние участки режущей кромки обоих ножей, имеющие одинаковую длину и расположенные со стороны подачи материала, выполнены встречно наклонными в направлении промежуточных участков, образуя угол, превыщающий по величине угол наклона промежуточных участков.
2. Устройство по п. 1, отличающееся JQ, что, с целью обеспечения фигурной продольной резки материала, участки режущей кромки обоих ножей взаимно смещены по плосг
0 кости передней грани ножа.
Источники информации, принятые во внимание при экспертизе:
1.Патент ФРГ № 1287908, кл. 49 с 15/04, 1970.
2.Романовский В. П. «Справочник по 5 холодной щтамповке, М., 1965, с. 31, 32,
рис. 7 «л. i-A-4 1 .
/
15
Л -Л
S
Фаг.2
22
23
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Летучие ножницы | 1985 |
|
SU1287990A1 |
| Нож для резки заготовок | 1972 |
|
SU448920A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| Листовые барабанные ножницы | 1978 |
|
SU776801A1 |
| РУЧНОЙ ШТАМП ДЛЯ ОТРЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 2002 |
|
RU2217270C1 |