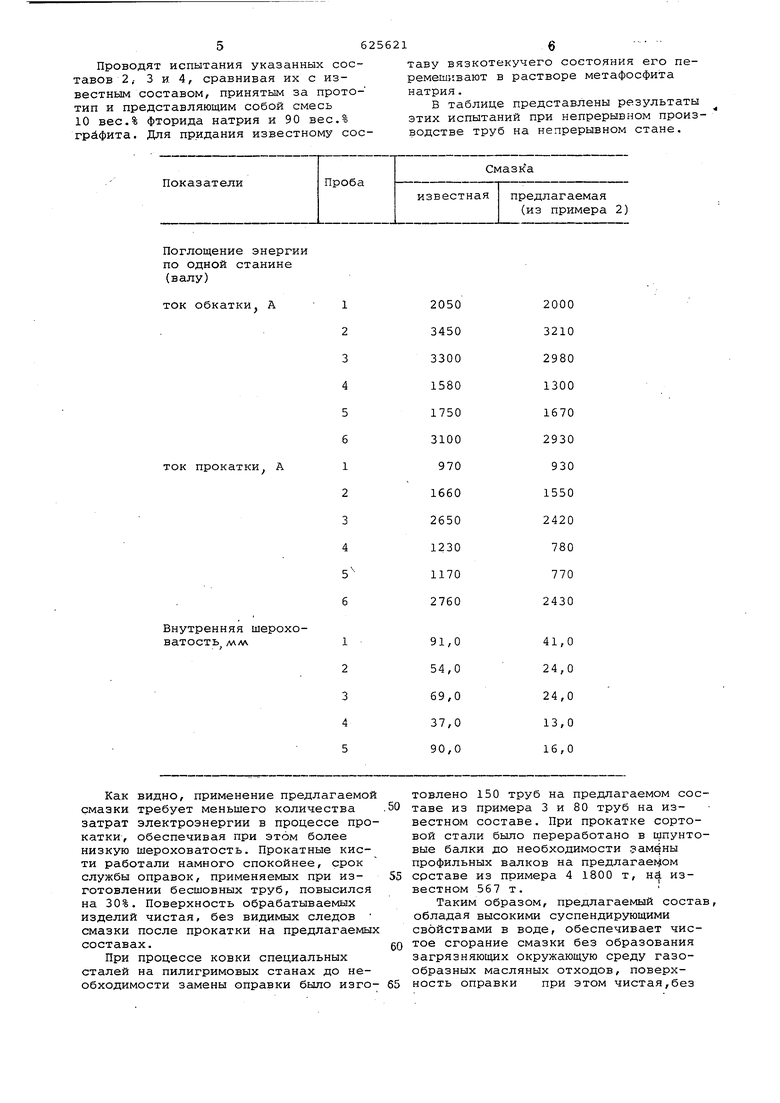
алкиленовый полимер или сополимер и диспергатор. Состав смазки, вес.%: Алкиленовый полимер или сополимер2-45 Диспергатор0,5-8 Графитдо 100 Смазочный материал получают путем сухого смешения графита, алкиленовог полимера или алкиленового сополимера и диспергатора. Непосредственно пере применением смесь суспендируют в воде до образования суспензии, содержа щей предпочтительно 5-80 вес.% твердых ваществ. Алкиленовые полимеры или алкилено вые сополимеры целесообразно получат полимеризацией в эмульсии. Применять например, можно полимеры или сополимеры винилацетата, винилпропионата, виниллаурата, аллиловых сложных эфиров, моно- или диолефинов (этилен, бутадиен), акриловой кислоты и ее сложных эфиров, акриловой кислоты и ее сложных эфиров с сополимерами стирола, стирола с сополимерами ненасыщенных сложных эфиров дикарбоновой кислоты, например со сложным эфи ром малеиновой кислоты. Для достижения оптимального смазы вающего действия смазь1вающая пленка должна быть сухой. Водную суспензию, содержащую смазочный материал, целе сообразно наносить на горячий инстру мент, например, напылением или намазыванием, при этом вода испаряется а полимер или сополимер образует, плавясь, пленку толщиной 0,05-1,0 мм предпочтительно 0,1-0,2 . в этой пленке частицы графита распределяются равномерно по всей поверхности в виде пластинок. Полимер или сополимер в процессе обработки сгорает без образования каких-либо остатков. Горение вызывает образование газовой подушки, поддерживающей разделение трущихся Поверхностей. Одновременно графит обеспечивает прочный дели тельный и смазывающий слой в условиях высоких нагрузок и температур. Можно полагать, что при сгорании предлагаемых добавок между заготовК9Й и инструментом образуется своего рода защитная атмосфера, задерживающая сгорание графита при повышенных температурах. Величина частиц графита, применяе мого в данном смазочном материале, предпочтительно составляет не более 300 ммк при степени чистоты не менее 96%, более предпочтительно до 100 мм при степени чистоты 99,5%. В качестве диспергатора может быт использован полисахарид, алкилцеллюл за, например метилцеллюлоза/ или аль гинат. в суспензию может быть добавлено небольшое количество смачивателя, ан имикробных добавок, ингибитора корроии. Предлагаемый смазочный материал применяется для деформации металла без стружки , например, в штамповочных цехах, в основном для ймазывания оправки при производстве бесшовных труб, например, на так называвых пилигримовых, непрерывных или РМ-станах. Пример 1. Готовят смазку следующего состава, вес.%: Сополимер винилацетата и этилена4 Полисахарид1 Графит- 95 Полученный состав перемешивают с водой получая 5Q%-ную суспензию, и наносят опрыскиванием на теплый инструмент для ковки бесшовных труб. Этот состав пригоден для процессов, при которых смазочная пленка в течен ние длительного времени подвергается высоким температурным превращениям. Состав смазочного материала позволяет осуществлять напыление смазывающей пленки на поверхность оправки во время ее обратного движения. На горячей поверхности оправки сразу же образуется сухая водоотталкивающая пленка. Сразу после нанесения пленки оправку можно охладить в водяной бане или путем разбрызгивания воды под давлением, не смывая смазывающей пленки. Эта пленка не разрушается и при интенсивном охлаждении валков водой, которому оправка подвергается в начале процесса прокатки. П р и м е р 2. Готовят смазку следующего состава, вес.%: Полиизобутилен45 Метилцеллюлоза2 Графит53 Полученный состав пepe.v;eшивaют с водой до получения 25%-ной суспензии. Этот состав также пригоден для непрерывного производства труб, в частности, с маленькими промежутками между прохождением отдельных полос. Высокое содержание полимера обеспечивает высокие термопластичные свойства. Примерз. Готовят смазку следующего состава, вес.%: Сополимер стирола и бутадиена 30 Метилцеллюлоза0,5 Графит69,5 Состав применяют в виде 30%-нойсуспензии. Пример 4. Готовят смазку следующего состава, вес.%: Сополимер винилацетата и этилена 2 Полисахарид8 Графит90 Состав применяют в виде 20%-ной суспензии 562 Проводят испытания указанных составов 2 ,- 3 и. 4, сравнивая их с изBecTHfcOM составом, принятым за прототип и представляющим собой смесь 10 вес.% фторида натрия и 90 вес.% грйфита. Для придания известному составу вязкотекучего состояния его перемешивают в растворе метафосфита натрия. В таблице представлены результаты этих испытаний при непрерывном производстве труб на непрерывном стане.
| название | год | авторы | номер документа |
|---|---|---|---|
| Концентрат смазки для горячей обработки металлов | 1975 |
|
SU632305A3 |
| ГРАФИТСОДЕРЖАЩАЯ ВЫСОКОТЕМПЕРАТУРНАЯ СМАЗКА ДЛЯ ПРИМЕНЕНИЯ ПРИ ГОРЯЧЕЙ ОБРАБОТКЕ ВЫСОКОКАЧЕСТВЕННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ ДАВЛЕНИЕМ | 2007 |
|
RU2454452C2 |
| ДОРНОВЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 1993 |
|
RU2100422C1 |
| СПОСОБ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ | 2003 |
|
RU2242304C2 |
| Смазка для горячей обработки металлов | 1980 |
|
SU883161A1 |
| Смазка для холодной и теплой обработки металлов давлением | 1982 |
|
SU1049527A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426х23-25 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615926C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426Х17-19 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2614478C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х23-28 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615918C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426х14-16 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2620203C1 |
Поглощение энергии по одной станине (валу)
Как видно, применение предлагаемой смазки требует меньшего количества затрат электроэнергии в процессе прокатки, обеспечивая при этом более низкую шероховатость. Прокатные кисти работали намного спокойнее, срок службы оправок, применяемых при изготовлении бесшовных труб, повысился на 30%. Поверхность обрабатываемых изделий чистая, без видимых следов смазки после прокатки на предлагаемых составах.
При процессе ковки специальных сталей на пилигримовых станах до необходимости замены оправки было изготовлено 150 труб на предлагаемом составе из примера 3 и 80 труб на известном составе. При прокатке сортовой стали было переработано в шпунтовые балки до необходимости замены профильных валков на предлагаег ом составе из примера 4 1800 т, на известном 567 т.
Таким образом, предлагаемый состав обладая высокими суспендирующими свойствами в воде, обеспечивает чистое сгорание смазки без образования загрязняющих окружающую среду газообразных масляных отходов, поверхность оправки при этом чистая,без 7 ...62 каких-либо остатков. Усилие,необходимое для протягивания труб через прокатный стан, значительно уменьшается, прокатные клети работают более равномерно, износ оправки сильно снижается. Труба равномерно обхватывает оправку, что обуславливает повышение качества поверхности. Кроме того, появляется возможность получения труб с более тонкими стенками с помощью имеющейся установки. Формула изобретения Смазка для горячей обработки металлов на основе графита, о т л и чающаяся тем, что, с целью повышения смазывающих свойств и качаетва обрабатываемой поверхности, смазка 18 дополнительно содержит алкиленовый полимер или сополимер и диспергатор при следующем содержании компонентов, вес.%: Алкиленовый полимер или сополимер2-45 Диспергатор . 0,5-8 Графитдо 100 Источники информации, принятые во внимание при экспертизе: 1. Вейлер С.Я.,Действие смазок при обработке металлов давлением. М., АН СССР, 1960, с. 190-198. 2. Патент ФРГ № 2046727, кл. 23 с 1/04, 1973. 3. Патент ФРГ № 2154232, кл. 23 с 1/04, 1973. 4. Патент ФРГ № 2028804, кл. 23 с 1/01, 1973.
