4 Х
:л
ю
Изобретение относится к смазкам для холодной и теплой обработки металлов давлением и может быть использовано при обработке металлов давлением, при теплой и холодной прокатке труб, преимущественно изнержавеющих марок сталей.
Смазки, применяемые при прокатке труб/ должны обладать высокими смазочными и адгезионными свойствами.
Известны смазки для холодной деформации металлов на основе.минералных масел с добавлением органических полимеров l и 2 или порошкообразных смазочных материалов ,3
Все эти и.звестные смаз.ки, имеющие в своей основе растительные или минеральные масла, при давлениях и температурах до 400 С, развивающихся в очаге деформации во время прокатки нержавеющих труб, теряют свои смазочные свойства, разлагаются с выделением дыма и вредных веществ и являются причиной науглероживания металла.
Кроме того, удаление таких смазочных пленок с поверхности прокатанных труб происходит неполностью в применяемых стандартных обезжиривающихся растворах. Поэтому такие составы не пригодны для теплой прокатки нержавеющих труб.
Наиболее близкой к изобретению по составу и достигаемому результат является смазка для холодной и теплой обработки металлов давлением, имеющая следующий состав, вес.%: натриевая или калиевая соль азотной или азотистой кйслот 20-50 графит 3-10j карбонат , кальция 3-10 и вода остальное .4 .
Однако входящий в состав известной смазки карбонат кальция не обеспечивает плотного сцепления смазки с поверхнос -ью металла из-за низкой адгезии. Поэтому смазочная пленка при транспортировке разрушается и осыпается, в связи с чем в очаг деформации поступает недостаточное количество смазки, что приводит к налипанию металла на инструмент и снижению качества изделий.
Цель изобретения - улучшение адгезионных свойств смазки и качества обработанной поверхности.
Для достижения поставленной цели смазка для холодной и теплой обрабоки мйталлов давлением, содержащая воду, азотнокислый натрий и графит, дополнительно содержит торф при следующем соотношении компонентов, вес.%:
Азотнокислый
натрий30-50
Графит3-10
Торф3-8
ВодаОстальное
Смазку готовят следующим образом
Суспензию воды и торфа вьщерживают Б течение 1 сут, затем добавляют расчетное количество графита и азотнокислого натрия. Готовую смесь перемешивают и нагревают до 80-90°С.
Азотнокисль й натрий, расплавляясь в процессе деформации, обеспечивает экранируюгдие свойства смазки Расплав получается жидкотекучий, легко выдавливается и заполняет зазор между прокатным инструментом и деформируемым металлом. Поэтому количество его должно быть оптимально достаточным (30-50 вес.%).
Графит за счет слоистой .структуры строения и низкого коэффициента трения придает смазке антифрикционные свойства. Содержание его в составе смазки в пределах 3-10 вес. обусловлено режимами деформации.
Для улучшения адгезионных свойст смазки в ее состав введен торф. Водная суспензия торфа в сочетании с графитом и азотнокислым натрием обладает высокиг-Ф адгезионными свойствами по отношению к металлу. Досле окунания металлической заготовки в водную суспензию смазки при 80ЭО С и просушивания при в течение 15-20 мин смазочная пленка получается плотной и прочно сцепленчо{ с металлом. Такая пленка не разрушается и не пылит при транспортировке и в процессе деформации.
В связи с тем, что пленка плотна и прочно сцеплена с металлом, в очаг деформации поступает необходимое количество смаз.ки, надежно разделяющее трущиеся поверхности металла и инструмента. Это стабилизирует процесс прокатки и обеспечивает высокое качество труб.
Торф улучшает смазочные свойства состава также за счет содержащейся в нем серы, в то время как карбонат кальция, применяегчЩй в качестве связующего в известной смазке, не обладает смазочным свойством и яв.-ляется причиной брака.
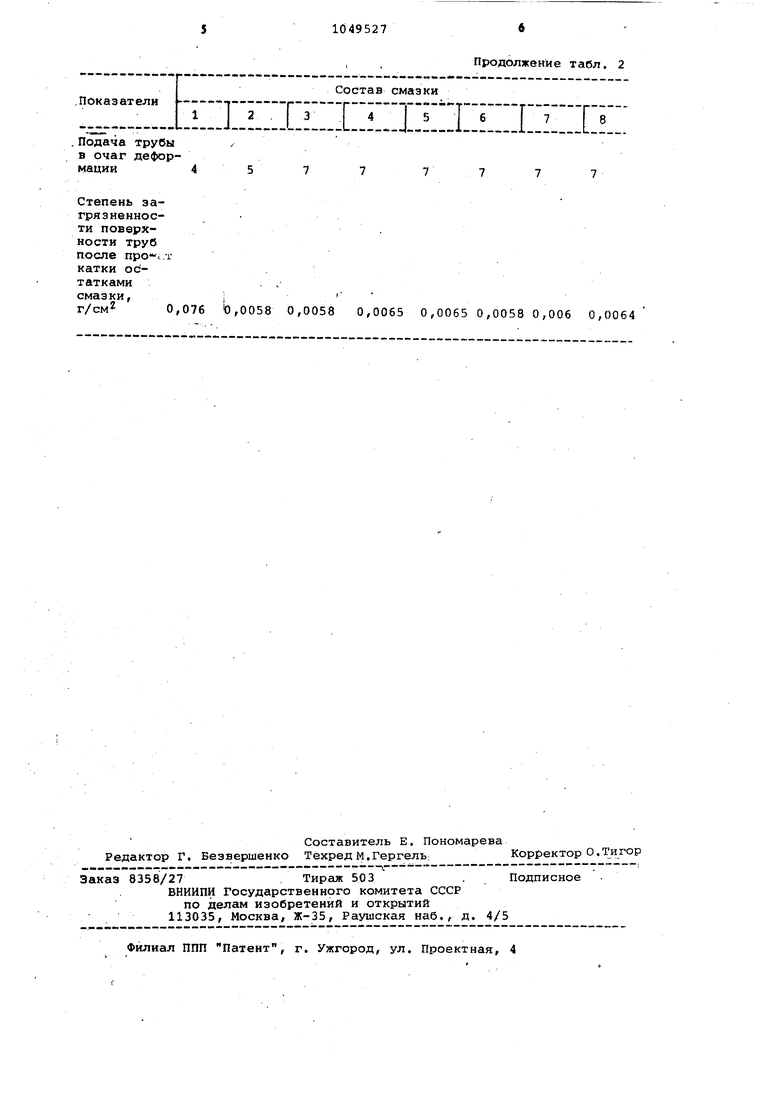
Наличие торфа в смазке, как выявилось в процессе ее эксплуатации, позволяет снизить загрязненность труб после прокатки остатками смазки. В связи с этим трубы после прокатки получаются значительно чище, что позволяет сократить время и улучшить качество последующей химической обработки.
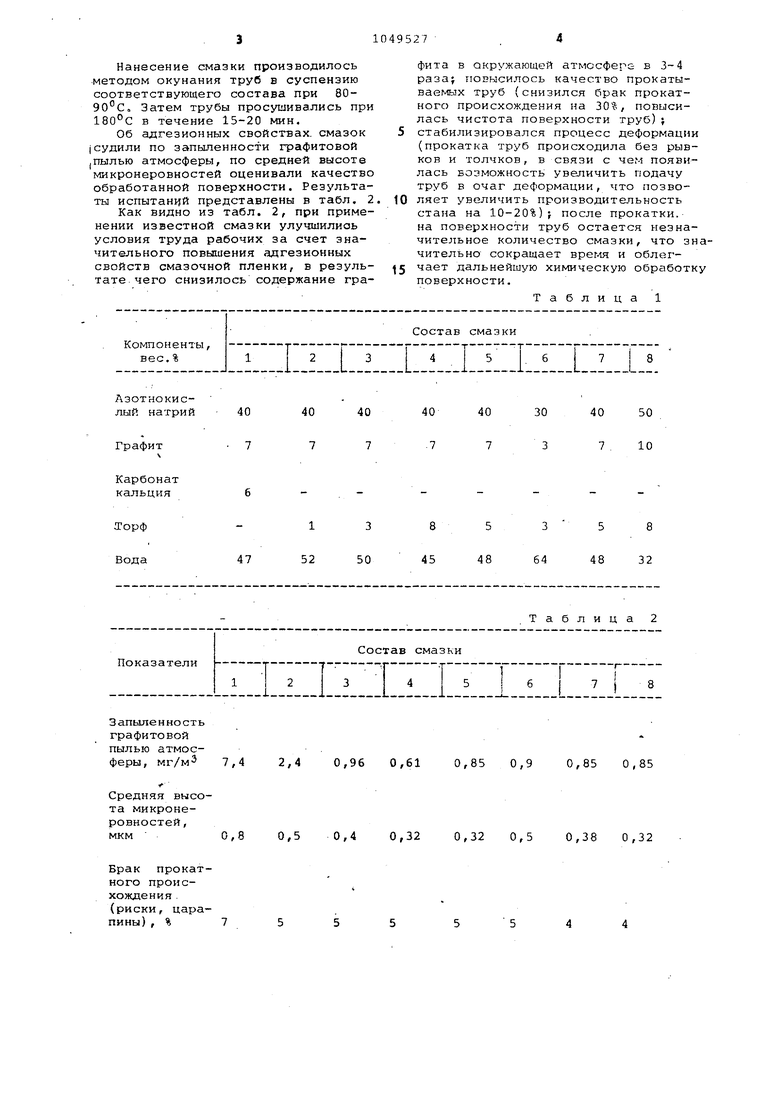
Для выявления преимуществ проведены сравнительные испытания известной и предлагаемой смазок (состав смазок представлен в табл. 1) при прокатке труб из нержавеющей стали на станках по маршрутам: 83.8,.3,6 мм; 45 . 3 , 6 .1, 08 м 45.3,,1,0 мм.
Нанесение смазки производилось методом окунания труб в суспензию соответствующего состава при 8090°С. Затем трубы просушивались при 180°С в течение 15-20 мин.
Об адгезионных свойствах, смазок (судили по запыленности графитовой .пылью атмосферы, по средней высоте микронеровностей оценивали качество обработанной поверхности. Результаты испытаний представлены в табл. 2 Как видно из табл. 2, при применении известной смазки улучшились условия труда рабочих за счет значительного повышения адгезионных свойств смазочной пленки, в результате чего снизилось содержание графита в окружающей атмосферз в 3-4 раза; повысилось качество прокатываемых труб (снизился брак прокатного происхождения на 30%, повысилась чистота поверхности труб); стабилизировался процесс деформации (прокатка труб происходила без рывков и толчков, в связи с чем появилась возможность увеличить подачу труб в очаг деформации, что позволяет увеличить производительность стана на 10-20%)f после прокатки. на поверхности труб остается незначительное количество смазки, что знчительно сокращает врег-ш и облегчает дальнейшую химическую обработк поверхности.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для теплой обработки металлов давлением | 1976 |
|
SU682558A1 |
| Смазка для горячей обработки металлов давлением | 1977 |
|
SU670611A1 |
| Смазка для горячей обработки металлов давлением | 1975 |
|
SU540906A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| Технологическая смазка для теплой деформации тугоплавких металлов и сплавов | 1977 |
|
SU654675A1 |
| Смазка для горячей обработки металлов | 1974 |
|
SU625621A3 |
| Смазка для холодной обработки металлов давлением | 1973 |
|
SU493501A1 |
| Концентрат смазки для горячей обработки металлов | 1975 |
|
SU632305A3 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Технологическая смазка для обработки металлов давлением | 1986 |
|
SU1425198A1 |
СМАЗКА ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ОБРАБОТКИ МЕТАЛЛОВ. ДАВЛЕНИЕМ, содержащая воду, азотнокислый натрий и графит, отл ичающаяся тем, что, с целью улучшения адгезионных свойств смазки и качества обработа.нной поверхности, смазка дополнительно содержит торф при следующем соотношении компонентов, вес.%: Азотнокислый натрий30-50 Графит3-10 Торф3-8 ВодаОстальное
Графит
Карбонат кальция
Показатели
Запыленность графитовой пылью атмосферы, мг/м 7,4 2,4 0,96 0,61 Средняя высота микронеровностей, мкм 0,8 0,5 0,4 0,32
Брак прокатного происхождения(риски, царапины) , %
10
Таблица 2
Состав смазки 0,85 0,9 0,85 0,85 0,32 0,5 0,38 0,32 Подача трубы , в очаг де«1гормации 45 7 7 Степень загрязненное-ти поверхности труб после про-.г катки остатками. смазки, г/см2 0,076 0,0058 0,0058 0,0065
Продолжение табл. 2 7 7 7 7 0,0065 0,0058 0,006 0,0064
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 1489405, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
