f-
v
Лью получения двух раздельных полотен с разрезным ворсом.
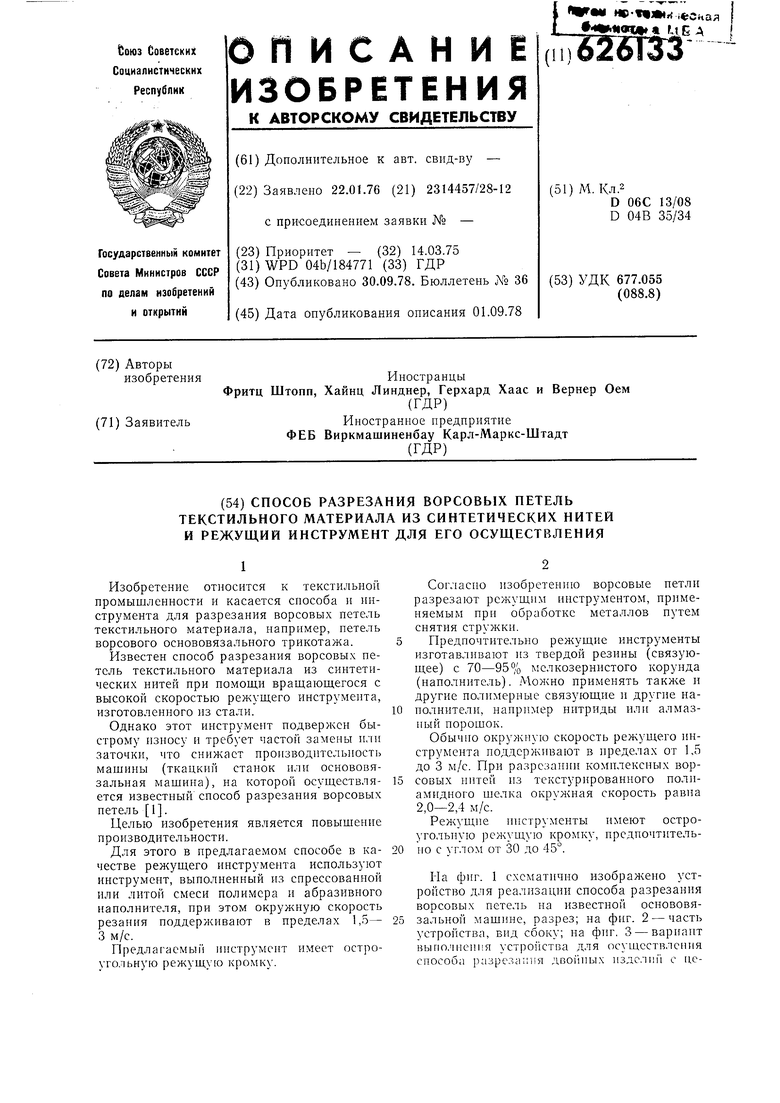
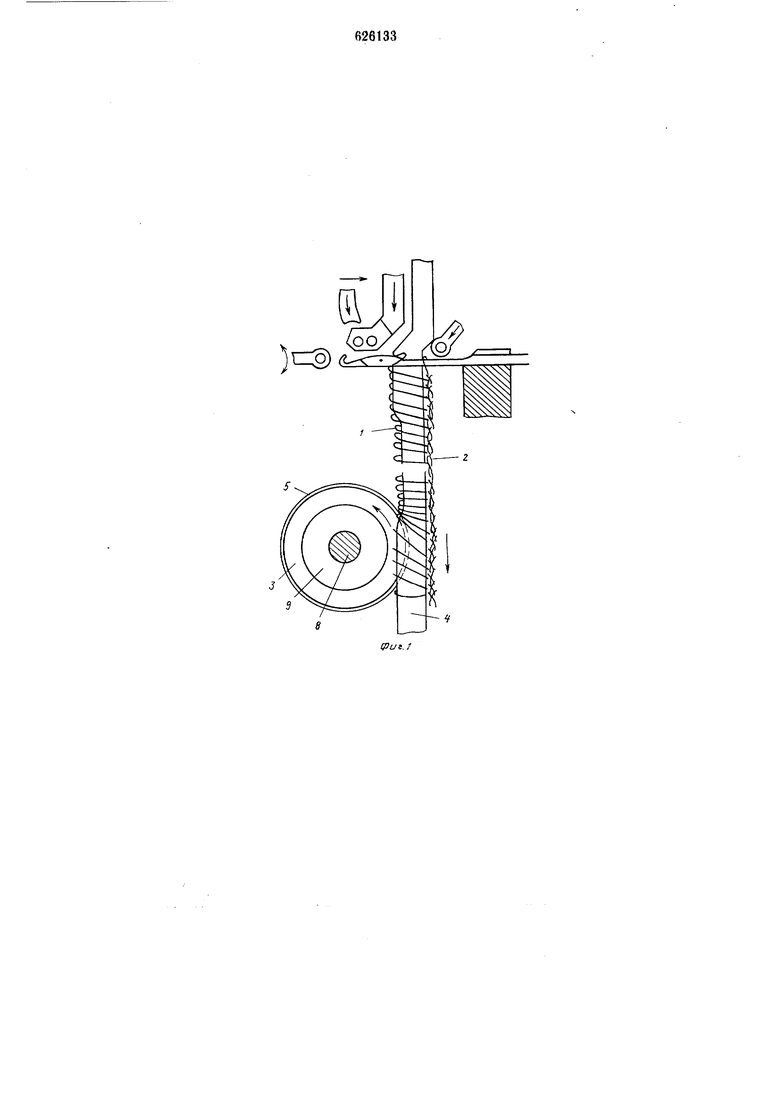
Для разрезания ворсовых петель 1 полотно 2 при помощи обычного тя-нущего валика (не показан) подводится к вращающемуся против направления движения материала режущему инструменту 3, выполненному в виде шайбы. Каждый ряд ворсовых петель 1 набегает на держатель 4 ворсовых нетель, выполненный в виде двойной направляющей. Каждому держателю ворсовых петель придан свой режущий инструмент 3, так что остроугольная режущая кромка 5 инструмента 3 проходит в щель 6, образованную обеими частями 7 держателя ворсовых петель. Режущие инструменты 3 жестко расположены на общем валу 8 и между ними установлены дистанционные шайбы 9. Фиксация положения режущих инструментов 3 на валу 8 осуществляется посредством гайки 10 и контргайки 11, которые прижимают режущие инструменты и дистанционные шайбы 9 к жесткому буртику 12. Привод вала осуществляется через ременный шкив 13.
После продолжительной работы - более 300 ч - режущие инструменты не обнаружили никаких следов износа, полученная поверхность разреза была ровной и чистой.
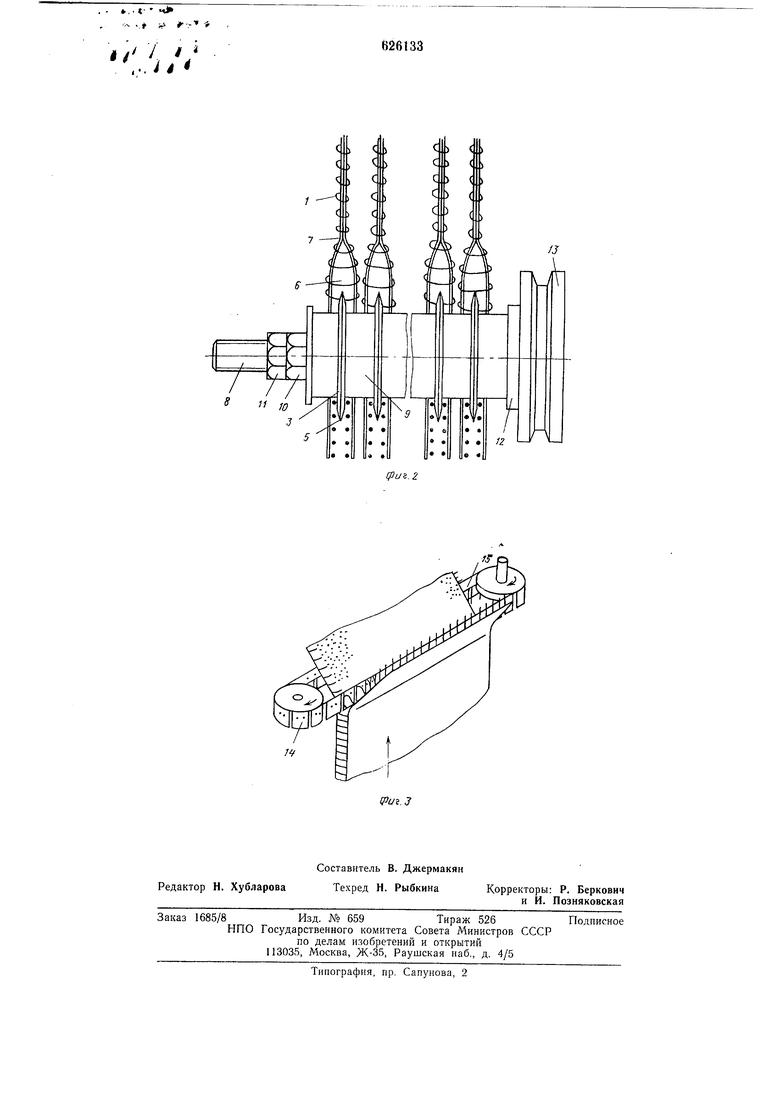
Для разрезания двойпы. нзделий режущие инструменты изготовляют из большого числа отдельных пластинок 14, которые расположеиы на бесконечном транспортирующем средстве, например, на ремне 15 (см. фиг. 3).
6261313
Предлагаемый режущий инструмент, работающий по новому способу, в сравнении с существующими стальными ножами обладает значительно более высокой стойкостью и, следовательно, может затачиваться значительно реже. Это способствует повышению производительности машины, особенно при нзготов.1ении плюшевых изделий на основовязальных машинах.
Описанньп способ предпочтительно применять на основовязальиых машинах. Кроме ворсовых петель из полиамидиых материалов можио разрезать также петли из полиэфирных.
Формула изобретения
1.Способ разрезания ворсовых петель текстильного материала из синтетических нитей с помощью вращающегося режущего ииструмеита, отличающийся тем, что, е целью повышения производительности, в качестве режущего инструмента используют инструмент, выполненный из спрессованной или литой смесн полимера и абразивного наполнителя, при этом окружную скорость резапия поддерживают в пределах 1,5- 3 м/с.
2.Режущий инструмент для осуществления способа по п. 1, о т л и ч а ю щ и и с я тем, что оп имеет остраугол 1ную режущую кромку
Источники информации,
принятые во внимание при экспертизе 1. Патент ГДР № 96275, кл. 25а 15/05, 1973.
- ..« ч
- - ...

/4
