Приготовление кожзаменителей к подобных им изделий из полихлОрвиНИла и других термопластических масс на тканевой основе производится путём- накладывания пластиката на ткань следующими двумя способами:
1.Полихлорвинил, переработанный на вальцах в пластикат, предварительно раскатывается на вальцах или каландре В тонкую плёнку требуёМОЙ толщины. Эта плёнка накладывается на TKHiHb в особых прессформах и запрессовывается в гидравлическо,м прессе, причём плиты пресса подогреваются наром до 130-155°. Кожзаменитель, полученный методОМ прессования, хотя и обладает удовлетворительными овойст1В1ами, однако получается в виде отдельных листов размера ми от /4 до 1/2 М-, в зависимости от разм еров плиты и формы.
2.Полихлорвиниловая плёнка, приготовленная в виде полотна и накатанная на рол, накладывается на ткань при помощи каландра. Пластикат из полихлорвинила, в виде непрерывной плёнки и ткань проходят между горячими валками каландра, где происходит вдавли вание плёнки в ткань (накладывание на ткань).
Верхний в.ашок каландра быть гравирован и тогда на плёнке получается необходимый рисунок.
Пр-и обкладке в каландре получается длинное п&лотно, что даёт этому методу преимущество перед обкладкой в прессах. Производительность каландра значительно выше производительности пресса, но качество продукции снижается, так как при обкладке «а каландре запрессовка происходит в тот момент, когда ткань и плёнка проходят в зазор валков, причём неизбежны сдвиги массы и недостаточное давление. Рисунок получается недостаточно чётким и не имеет того блеска, какой получается в прессах. Термическая обработка на: каландре также недостаточна.
С целью получения высококачественной продукции при работе по второму варианту, предлагается полуфабрикат, получаемый после прохода ткани и термопластичной плёнки зазора между взаками каландра, прижать, например, при помощи бесконечной ленты, к валу (гравированному) этого же каландpa, чем достигается удлинение прессования при повышенной температуре.
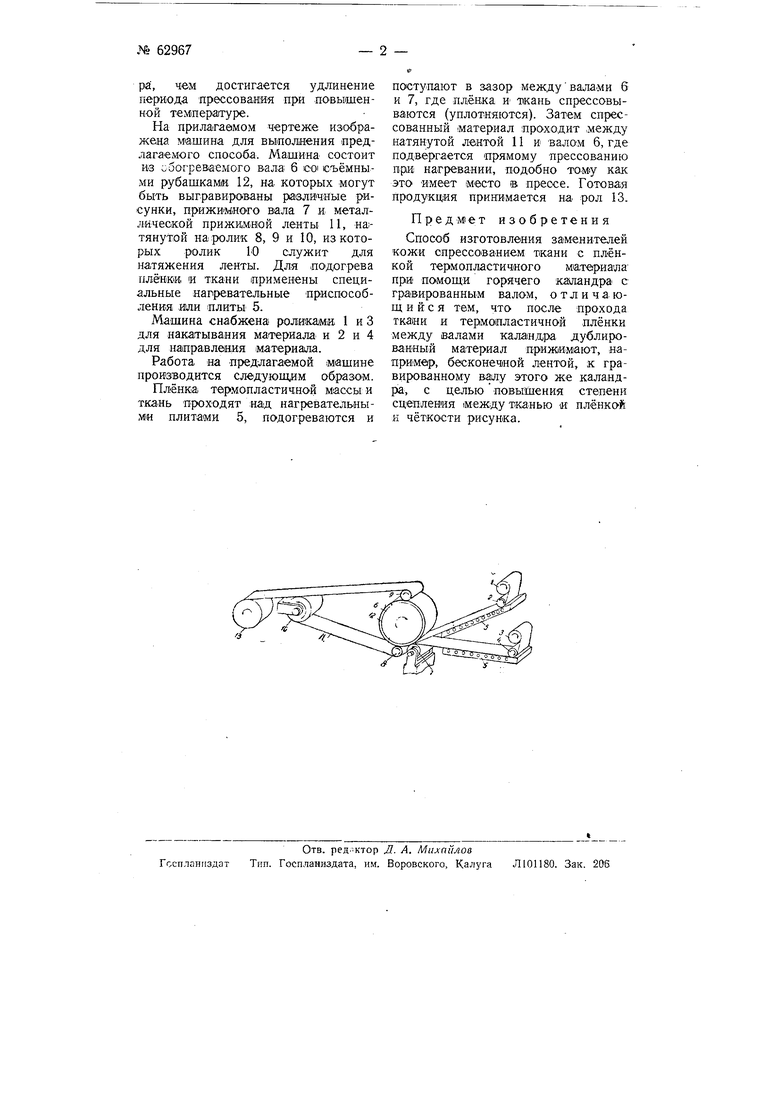
На прилагаемом чертеже изображена, машина для вьшолиения предлагаемого способа. Машина состоит из сбогреваемого вала 6 coi съёмными рубашками 12, на которых могут быть выгравированы равличные рисунки, прижиМНОГО вала 7 к металлической прижимной ленты 11, натянутой на:ролик 8, 9 и 10, из которых ролик Ю служит для натяжения ленты. Для подогрева плёнки и ткаии применены специальные нагревательные приспособления .Ш1И плиты 5.
Машина снабжена рол;и ка)ми. 1 и 3 для накатывания материала и 2 и 4 для направления материаша.
Работа на предлагаемой машине производится следующим образом.
Плёнка термопластичной массы и тка«ь проходят над нагревательными плитами 5, подогреваются и
поступают в зазор между валами 6 и 7, где плёнка и ткань спрессовываются (уплотняются). Затем сп рессованный материал проходит .между натянутой лентой 11 и валом 6, где подвергается прямому прессованию при нагревании, подобно тому как это имеет место в прессе. Готовая продукция принимается на рол 13.
Пред Mi ет изобретения
Способ изготовления заменителей кожи спрессованием ткани с плёнкой термопластич1ного материала при помощи горячего кашандра с гравированным валом, отличающийся тем, что после прохода гкани и термопластичной плёнки между валами кала1ндра дублированный материал прижимают, наприме/р, бесконеч1ной лентой, к гравированному валу этого же каландра, с целью повышения степени сцепления между тканью « плёнкой и чёткости рисунка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изоляционный материал | 2020 |
|
RU2753045C1 |
| Агрегат для выработки кожзаменителей на основе ваты и полихлорвиниловой пленки | 1949 |
|
SU87605A1 |
| ИЗНОСОЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ СИСТЕМ ВАЛ-СТУПИЦА И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2015 |
|
RU2675800C2 |
| СПОСОБ СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ СЛОИСТЫХ ПАНЕЛЕЙ | 2019 |
|
RU2755627C1 |
| Штамп для нанесения рельефа на изделия из полимерных материалов преимущественно на конвейерные ленты | 1977 |
|
SU751850A1 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 1994 |
|
RU2109636C1 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2831123C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| НЕТКАНОЕ ДИСПЕРГИРУЕМОЕ В ВОДЕ ИЗДЕЛИЕ ДЛЯ УПАКОВКИ РАЗОВОЙ ДОЗЫ | 2020 |
|
RU2812793C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
