Область техники, к которой относится изобретение
Настоящее изобретение представляет собой технологию, относящуюся к смазыванию и коррозионной стойкости нефтегазопромысловых труб, а также резьбовому соединению для нефтегазопромысловых труб. Настоящее изобретение представляет технологию, относящуюся к нефтегазопромысловым трубам и резьбовому соединению нефтегазопромысловых труб, в каждой из которых на поверхности (включая металлическую уплотнительную поверхность) резьбовой части вместо влажного смазочного состава сформирована плёнка твёрдосмазочного покрытия. В настоящем описании затяжная поверхность резьбовой части включает металлическую уплотнительную поверхность.
В описании плёнка твёрдосмазочного покрытия означает плёнку покрытия, содержащую связующую смолу в качестве компонента матрицы, твёрдый смазочный материал, диспергированный и распределённый в связующей смоле, и добавку, добавляемую при необходимости. Кроме того, настоящее изобретение направлено на придание коррозионной стойкости при одновременном улучшении смазывания за счёт плёнки твёрдосмазочного покрытия, которая обеспечивает смазывание соединения нефтегазопромысловых труб.
Кроме того, в настоящем описании явление, описываемое терминами «смазывающая способность» и «высокая смазывающая способность», означает явление скольжения с низким коэффициентом трения в широком смысле. Кроме того, высокая смазывающая способность означает, что число раз, которое может быть выполнено свинчивание/развинчивание (также называемое количеством раз M/B), составляет определённое число раз или более в узком смысле. Например, стойкость к заеданию резьбового соединения нефтегазопромысловых труб описана в стандарте API 5C5. В стандарте API 5C5 требуется, чтобы свинчивание могло выполняться до трёх раз для размеров обсадных труб. Кроме того, требуется, чтобы свинчивание можно было производить до десяти раз для размеров насосно-компрессорных труб.
Следует отметить, что в настоящем описании труба, имеющая внутреннюю резьбу, может совместно называться муфтой. То есть соединение тоже называют видом муфты.
Уровень техники
В резьбовом соединении нефтегазопромысловых труб для смазывания резьбовой части обычно затяжную поверхность (уплотнительную поверхность) (далее также просто называемая «затяжная поверхность»), которая представляет поверхность резьбовой части, по меньшей мере одной из наружной резьбы и внутренней резьбы, подвергают поверхностной обработке плёнкой покрытия из фосфата Mn, полученной химической конверсионной обработкой, или плёнкой, полученной электроосаждением с использованием Cu или тому подобного, для формирования плёнки покрытия. После этого на плёнку покрытия наносят смазочный состав, содержащий Pb, Zn или тому подобное, для обеспечения смазывания.
Следует отметить, что в настоящем описании, когда плёнка покрытия сформирована на затяжной поверхности (уплотнительной поверхности) резьбовой части, плёнка покрытия также называется затяжной поверхностью.
С другой стороны, в последние годы внимание привлекла технология «сухой/бессмазочной» не жидкой смазки. «Сухая/бессмазочная» означает, что плёнка сама по себе не представляет собой вязкую жидкость, подобную составу API-mod, и что сама плёнка не содержит вредных тяжёлых металлов. В качестве такой «сухой/бессмазочной» смазки существует технология формирования плёнки твёрдосмазочного покрытия на затяжной поверхности для обеспечения смазывания. Настоящее изобретение представляет собой технологию, относящуюся к «сухой/бессмазочной» смазке.
Предыдущие источники патентной литературы (ПТЛ) раскрывают изобретения, связанные с различными плёнками твёрдосмазочных покрытий. Плёнка твёрдосмазочного покрытия включает смазочный компонент, который действует как смазка, и твёрдую плёнку в качестве компонента матрицы, который удерживает смазочный компонент в плёнке. Под твёрдой плёнкой понимают плёнку, которая не является вязкой и не является жидкой, а также означает, что она сама обеспечивает смазывание во время свинчивания/развинчивания соединения. Обычная плёнка фосфата Mn или плёнка электроосажденного Cu покрытия сама по себе представляет твёрдую плёнку. Однако, поскольку предполагается, что смазывание достигается путём нанесения жирообразного состава, обычная плёнка из фосфата Mn и плёнка с электроосажденным Cu покрытием не включены в плёнку твёрдосмазочного покрытия. В настоящем изобретении смазывание достигается посредством твёрдой плёнки, а в качестве твёрдой плёнки предполагается плёнка органической смолы. Поэтому в последующем описании твёрдая плёнка также называется связующей смолой.
Обычная плёнка смазочного покрытия, используемая в резьбовом соединении нефтегазопромысловых труб, описана, например, в ПТЛ 1-9.
В области соединений для нефтегазопромысловых труб BN широко упоминается во многих ПТЛ как один из кандидатов для твёрдого смазочного материала. Например, ПТЛ 1 и 2 приводят BN как пример твёрдого смазочного материала, присутствующего в плёнке твёрдосмазочного покрытия.
Кроме того, в ПТЛ известного уровня техники упоминалась эпоксидная смола. Однако существует несколько ПТЛ, которые чётко определяют эпоксидную смолу и определяют химический состав эпоксидной смолы. Кроме того, существует много ПТЛ, которые описывают технологию, но не могут её описать в полной мере.
Определение эпоксидной смолы очень широкое. Эпоксидная смола обычно представляет собой общий термин для термореактивной смолы, полученной путём сшивки и связывания химического вещества, имеющего эпоксидную группу, в качестве форполимера (прекурсора эпоксидной смолы), и отверждающего агента друг с другом. Однако с академической, коммерческой точки зрения и при описании ПТЛ термин «эпоксидная смола» может относиться к самому химическому веществу, имеющему эпоксидную группу, форполимера, или эпоксидной смоле, которая может быть получена путём сополимеризации форполимера и отверждающего агента. Однако в большинстве случаев они используются без различия. В предшествующих ПТЛ термин «эпоксидная смола» обычно относился к последней. Короче говоря, предшествующие ПТЛ описывают только то, что эпоксидная смола широко используется (см. ПТЛ 3 - 8).
Следует отметить, что в последующем описании, когда описывается настоящее изобретение, агент эпоксидной смолы в качестве исходного материала (форполимера) для формирования плёнки эпоксидной смолы называется «форполимером» или «эпоксидной смолой в узком смысле». Кроме того, эпоксидную смолу (плёнку), полученную в результате полимеризации форполимера и отверждающего агента, называют «плёнкой покрытия из эпоксидной смолы», чтобы различать эти понятия.
Далее будут описаны ПТЛ 3 - 9.
ПТЛ 3 раскрывает изобретение предлагающе формирование плёнки твёрдосмазочного покрытия на основе с Cu-Sn-Zn электроосажденным покрытием. ПТЛ 3 использует смолу, выбранную из одной или двух из эпоксидной смолы и полиамидимидной смолы, в качестве связующей смолы плёнки твёрдосмазочного покрытия.
ПТЛ 4 - 6 упоминают эпоксидную смолу в качестве компонента плёнки твёрдосмазочного покрытия, обладающей термостойкостью и превосходной смазывающей способностью.
ПТЛ 4 - 6 не указывают чётко, до какой степени температуры эпоксидная смола устойчива к нагреву, и трудно понять характеристики используемой эпоксидной смолы.
ПТЛ 7 ясно описывает, что эпоксидная смола типа смеси двух жидкостей формируется на основе с Zr электроосажденным покрытием. Однако эпоксидная смола типа смеси двух жидкостей не является новой, и, как описано выше, эпоксидная смола формируется из отверждающего агента эпоксидной смолы в узком смысле в качестве форполимера. Тип смеси двух жидкостей означает только тип, в котором две жидкости смешиваются на месте. Поскольку даже одножидкостной тип содержит форполимер и отвердитель, сам по себе тип смеси двух жидкостей не имеет новизны.
ПТЛ 8 раскрывает изобретение, в котором акрилово-силиконовая смола формируется на смоле, отверждаемой ультрафиолетом. ПТЛ 8 представляет эпоксидную смолу, модифицированную акриловой кислотой, в качестве одного из кандидатов и описывает эпоксидную смолу, модифицированную акриловой кислотой, в которой скелет основной цепи сформирован из эпоксидной смолы, а концевой фрагмент скелета основной цепи акрилоилирован.
ПТЛ 9 раскрывает фотоотверждаемую плёнку покрытия из акриловой смолы. ПТЛ 9 описывает фотоотверждаемую (мет)акрилатную смолу, определяет плёнку, полученную путём сополимеризации (мет)акрилатных мономеров на основе инициатора, такого как инициатор фотополимеризации, и приводит примеры эпоксидной смолы, а также полиэфира, простого полиэфира и полиуретана в качестве структуры основной цепи, формирующей среди кандидатов акрилатную боковую цепь.
Кроме того, хотя это не пример оценки плёнки твёрдосмазочного покрытия, непатентная литература (НПЛ) 1 описывает метод испытания на свинчивание с помощью вертикального приводного ключа с использованием короткого ниппеля, метод выполнения свинчивания/развинчивания в состоянии, при котором груз весом 5 кН (масса 510 кг) постоянно создаёт нагрузку на верхнюю торцевую поверхность короткого ниппеля. Однако НПЛ 1 проводит оценку с использованием обычного жирообразного состава в качестве средства определения приемлемости новой конструкции соединения.
Список цитированных источников
Патентная литература
ПТЛ 1: JP 2017-110686 A1
ПТЛ 2: WO 2017-110685 А.
ПТЛ 3: JP 2018-216497 A1
ПТЛ 4: JP 2015-501906 А.
ПТЛ 5: JP 2015-198557 A1
ПТЛ 6: JP 2017-110685 A1
ПТЛ 7: JP 2017-71844 A
ПТЛ 8: JP 2013-183634 A1
ПТЛ 9: JP 2011-12251 А
Непатентная литература
НПЛ 1: Tsuru et al., Journal of Japan Petroleum Institute, Vol. 61, No. 6 (1996), PP. 527-536.
Раскрытие изобретения
Техническая проблема
Смазывание соединения для нефтегазопромысловых труб, являющееся целью в настоящем изобретении, находится в особой ситуации скольжения.
То есть на буровой площадке (реальной скважине) ниппель, имеющий реальную длину около 8 м или более и менее 15 м, свинчивается и развинчивается с муфтой, расположенной ниже. В это время, хотя ниппель свинчивается и развинчивается с помощью приводного ключа в состоянии подъёма краном, к соединению муфты может быть приложена полная нагрузка в виде массы ниппеля. То есть смазывание выполняется в состоянии большой приложенной нагрузки.
На этом этапе ниппель не обязательно свинчивается и развинчивается в идеальном состоянии. То есть во время свинчивания соединение ниппеля вставлено в соединение муфты или установлено в слегка затянутом состоянии вручную. Однако ниппель не установлен вертикально и неподвижно относительно соединения муфты. Кроме того, ниппель не устанавливается прямо, а наклонен в направлении, отклоняющемся от вертикали, то есть в состоянии подъёма без изгиба. То есть верхняя торцевая сторона (сторона конца, противоположного стороне свинчивания) ниппеля слегка изгибается в соответствии с модулем упругости (модулем Юнга) материала и реальной длиной ниппеля, в то время как нижняя часть ниппеля удерживается в соединении муфты. В частности, в случае ниппеля длиной 8 м или более, если смотреть снизу, кажется, что ниппель изгибается, когда он установлен прямо в муфте. В этом состоянии ниппель свинчивается и развинчивается. Поэтому соединение муфты и соединение ниппеля никогда не свинчиваются и не развинчиваются в состоянии, когда нагрузка прикладывается однородно и симметрично к соединению муфты и соединению ниппеля. По этой причине свинчивание/развинчивание производят в состоянии, когда части поверхностей резьбы локально и сильно соударяются друг с другом. То есть смазывание осуществляется в состоянии несбалансированной нагрузки. Кроме того, участок, где части поверхностей резьбы локально и сильно соударяются друг с другом, изменяется в зависимости от свинчивания/развинчивания.
В традиционной технологии смазывания с использованием жирообразного состава, состав перемещается при свинчивании/развинчивании. По этой причине смазка (смазочный состав) обеспечивает прохождение свинчивания/развинчивания в благоприятном направлении даже при незначительном изменении условий смазывания и т.п. Таким образом, при оценочном испытании (также называемом лабораторным испытанием) свинчивания/развинчивания резьбового соединения можно оценить ситуацию со смазыванием ниппеля реального размера путём оценки с использованием короткого ниппеля, не полагаясь на оценку с использованием ниппеля реального размера.
Между тем, согласно исследованию авторов изобретения, в технологии смазывания соединения для нефтегазопромысловых труб с использованием плёнки твёрдосмазочного покрытия плёнка твёрдосмазочного покрытия неизбежно в некоторой степени соскабливается. Необходимо разработать решение, чтобы резьбовой зазор не забивался стружкой плёнки твёрдосмазочного покрытия. В это время вторичный продукт, сформированный из соскобленной плёнки твёрдосмазочного покрытия, не обязательно перемещается в сопряжении со свинчиванием/развинчиванием и вслед за ним.
Вышеописанное происходит в реальной скважине и представляет собой существенное различие между случаем смазывания с использованием плёнки твёрдосмазочного покрытия и случаем смазывания с использованием смазочного состава.
Когда плёнка твёрдосмазочного покрытия оценивается в лабораторных испытаниях, при оценке с использованием короткого ниппеля, как в случае смазывания с использованием смазочного состава, не всегда можно смоделировать влияние большой нагрузки и несбалансированной нагрузки по вышеуказанной причине. При оценке с использованием короткого ниппеля, короче ниппеля, используемого в реальной скважине, было обнаружено, что плёнка твёрдосмазочного покрытия с меньшей вероятностью будет соскабливаться, и невозможно создать ситуацию, в которой можно смоделировать заедание в реальной скважине.
Как описано выше, при традиционной оценке с использованием короткого ниппеля вторичный продукт, сформированный из стружки плёнки твёрдосмазочного покрытия, вызывает засорение и заедание, или вторичный продукт снова прижимается к затяжной поверхности. В результате невозможно смоделировать, например, ситуацию, в которой сохраняется эффект, подобный смазывающей плёнке покрытия. То есть при традиционной оценке, просто используя короткий ниппель, оценка плёнки твёрдосмазочного покрытия неизбежно является нестрогой, и когда определяется параметр физических свойств плёнки твёрдосмазочного покрытия, область, которая должна быть неприемлемой, ошибочно оценивается как подходящий диапазон.
По этой причине авторы изобретения обнаружили, что в действительности подходящий диапазон часто описывается в литературе предшествующего уровня техники на основе приведённой выше нестрогой оценки.
Затем авторы изобретения обнаружили, что необходимо указать группу параметров, относящуюся к плёнке твёрдосмазочного покрытия, путём выполнения оценки в ситуации, аналогичной ситуации, в которой соединение нефтегазопромысловых труб подвергается воздействию во время свинчивания/развинчивания в реальной скважине, то есть исходя из того, что свинчивание/развинчивание производится с большой нагрузкой и несимметричной нагрузкой. С этой целью авторы изобретения предложили, что необходимо устанавливать каждое определение после обеспечения смазывающей способности и разъяснения значений определений верхнего и нижнего пределов параметра в соответствии с условиями использования в реальной скважине. То есть авторы настоящего изобретения обнаружили, что важно указать верхний и нижний пределы параметра при оценке ситуации, соответствующей реальной скважине.
Здесь, как описано выше, при оценке смазывающей способности, подтверждаемой при смазывании соединения для нефтегазопромысловых труб, обычно оценивают характеристики свинчивания/развинчивания с помощью приводного ключа с использованием короткого ниппеля и числа раз свинчивания/развинчивания.
В это время, когда в качестве смазки используется жирообразный состав, он также перемещается во время свинчивания/развинчивания. По этой причине при оценке смазывания не возникает особой проблемы, даже если смазывание оценивается с помощью горизонтального ключа или вертикального ключа с использованием короткого ниппеля, и можно оценить смазывающую способность. То есть, традиционный жирообразный состав можно оценить даже путём проведения лабораторных испытаний с использованием короткого ниппеля, включая конструкцию резьбы, приемлемый ли базовый слой, такой как слой, полученный химической конверсионной обработкой, или электроосажденный слой, а также сравнение и оценку самого соединения.
Между тем, существует проблема оценки смазывающей способности плёнки твёрдосмазочного покрытия, как описано выше. То есть при оценке с помощью лабораторных испытаний с использованием простого короткого ниппеля поведение в реальной скважине не моделируется, и оценка смазывания очень неопределённая. По этой причине существует проблема, заключающаяся в том, что даже случай, когда оценка с использованием короткого ниппеля является «приемлемой» при обычном лабораторном испытании, это не обязательно означает, что оценка «приемлема» при свинчивании/развинчивании в реальной скважине.
Кроме того, поскольку смазывание соединения нефтегазопромысловых труб в некоторых моментах отличается от других режимов смазывания, существует проблема, заключающаяся в том, что определение с оценкой, основанной на других условиях смазывания, не может быть применено.
В общем, что касается поведения смазывания между двумя объектами, которые трутся друг о друга, предполагается ситуация, в которой один объект зафиксирован, а другой объект перемещается. Предполагается, что смазывание начинается с состояния, когда движущийся объект находится в тесном контакте с неподвижным объектом. Даже когда оба объекта движутся, смазывание обычно начинается с состояния, когда оба объекта находятся в контакте друг с другом.
Между тем, смазывание соединения нефтегазопромысловых труб начинается с состояния, в котором имеется вибрация соединения ниппеля (наружная резьба) относительно соединения муфты (внутренняя резьба) из-за люфта соединения на начальном этапе свинчивания. Поэтому соединения не всё время находятся в стабильном контакте друг с другом, пока нити резьбы не зацепятся друг с другом до некоторой степени. То есть при смазывании соединения нефтегазопромысловых труб случай, когда резьбы сильно соприкасаются друг с другом, и случай, когда резьбы почти не соприкасаются друг с другом, распределяются неравномерно, и существует большой риск того, что плёнка смазочного покрытия повреждается при сильном ударе ниток резьбы друг о друга. Кроме того, при смазывании после того, как резьбы вошли в зацепление друг с другом, резьбы скользят под влиянием ситуации со смазыванием в этом месте.
В частности, в ситуации, когда происходит «вибрация» до момента зацепления резьб друг с другом, в традиционном способе с использованием жирообразного состава соединение перемещается совместно с соединением на начальном этапе свинчивания и завершающем этапе развинчивания, когда в соединении возникает вибрация. Поэтому влияние вибрации невелико. Между тем, в случае плёнки твёрдосмазочного покрытия, на плёнку твёрдосмазочного покрытия непосредственно воздействует несбалансированная нагрузка, возникающая из-за вибрации, и плёнка твёрдосмазочного покрытия легко повреждается, что отличается от традиционного метода с использованием жирообразного состава.
Кроме того, в реальной скважине на это оказывает влияние приложение всей массы ниппеля на соединение муфты во время свинчивания/развинчивания. Кроме того, поскольку имеется описанная выше вибрация, нагрузка прикладывается неравномерно, и ниппель имеет тенденцию эксцентрично вращаться до тех пор, пока резьбы не зацепятся друг с другом. По этой причине плёнка твёрдосмазочного покрытия должна представлять собой плёнку, позволяющую смазыванию выдерживать большую нагрузку, приложенную в виде несбалансированной нагрузки. Тщательно удаленная плёнка или плёнка, практически полностью разрушенная и утраченная, не выдерживает большой нагрузки. Реальная скважина часто эксплуатируется с нефтегазопромысловыми трубами длиной около 12 - 16 метров. Например, нефтегазопромысловая труба, имеющая длину около 12 м (около 40 футов) и внешний диаметр 9-5/8" имеет массу около одной тонны. В морской буровой установке часто предварительно соединяются три ниппеля, свинчиваются и используются. Поэтому при использовании нефтегазопромысловых труб, имеющих наружный диаметр 9-5/8", возникает тяжёлая ситуация, при которой на соединение муфты прикладывается нагрузка около трёх тонн.
При смазывании соединения нефтегазопромысловых труб необходимо предполагать смазывание, выдерживающее столь большую и неравномерную нагрузку. В результате различных исследований авторы изобретения обнаружили, что важно разработать твёрдый смазочный материал и связующую смолу с учётом того, как подавить повреждение плёнки твёрдосмазочного покрытия в ситуации большой нагрузки и в ситуации, когда происходит «вибрация» до тех пор, пока нити резьбы не зацепятся друг с другом.
Между тем, трудно сказать, что плёнка твёрдосмазочного покрытия в литературе известного уровня техники разрабатывалась с учётом такой точки зрения.
Здесь авторы изобретения обнаружили, что вышеуказанные выявленные данные уникальны для плёнки твёрдосмазочного покрытия.
В традиционном смазывании, в котором применяется смазочный состав, вязкий жидкий смазочный состав также перемещается во время свинчивания/развинчивания. Таким образом, в значительной степени снижается влияние большой нагрузки или несбалансированной нагрузки. По этой причине поведение смазывания можно оценить без особых проблем, даже если поведение смазывания оценивается с помощью горизонтального ключа с использованием короткого ниппеля или оценивается с помощью вертикального ключа с использованием короткого ниппеля со ссылкой на литературу известного уровня техники.
Между тем, в случае смазывания соединения нефтегазопромысловых труб с использованием плёнки твёрдосмазочного покрытия, как в настоящем изобретении, плёнка твёрдосмазочного покрытия повреждается и отслаивается, или неизбежно, плёнка твёрдосмазочного покрытия постепенно и понемногу соскабливается даже при свинчивании до зацепления нитей резьбы друг с другом или свинчивания после зацепления нитей резьбы друг с другом. Отслоившаяся стружка не обязательно перемещается во время свинчивания/развинчивания, в отличие от жирообразного состава. Затем было обнаружено, что влияние выброса вторичного продукта (стружки), полученного из соскобленной плёнки твёрдосмазочного покрытия, в зазор между соединением ниппеля и соединением муфты в значительной степени влияет на смазывание. То есть, если зазор забит стружкой, то стружка может напрямую привести к заеданию. Между тем, существует также случай, когда стружка прижимается с большой нагрузкой с восстановлением плёнки, и плёнка снова прилипает к одной из нитей резьбы, с улучшением смазывания.
Затем авторы изобретения обнаружили, что при оценке с использованием короткого ниппеля в лабораторных испытаниях невозможно смоделировать ни ситуацию большой нагрузки, ни ситуацию несбалансированной нагрузки, возникающие в реальной скважине. То есть при оценке просто с использованием короткого ниппеля количество формирующегося вторичного продукта, полученного из плёнки твёрдосмазочного покрытия, невелико. По этой причине поведение смазывания часто ошибочно считают приемлемым, и часто обнаруживается, что структура плёнки твёрдосмазочного покрытия не является подходящей только тогда, когда плёнка твёрдосмазочного покрытия применяется в реальной скважине.
Более того, в ходе лабораторных испытаний невозможно смоделировать то, что на самом деле происходит в скважине, без намеренного создания ситуации, при которой происходит «вибрация» до тех пор, пока резьбы не зацепятся друг с другом. Между тем, нереально каждый раз проводить испытание в реальной скважине или моделируемой скважине (испытательная площадка, где испытание на свинчивание/развинчивание выполняется путём установки ниппелей реального размера), используя ниппели реального размера. То есть стоимость эксперимента огромна, что нереально. Например, последнее требует стоимости аренды около десяти миллионов иен или более в день, а испытание твёрдой смазки на максимальное число раз свинчивания/развинчивания оценивается в 20-30 раз выше, что требует огромных затрат.
В предшествующей литературе в большинстве оценок плёнки твёрдосмазочного покрытия это не учитывалось. То есть оценка смазывания резьбы не очень чётко описана, и существует множество случаев применения горизонтального ключа, часто используемого в лабораторных испытаниях, и вертикального ключа, просто использующего короткий ниппель. В этой традиционной оценке, поскольку вышеупомянутое влияние большой нагрузки и несбалансированной нагрузки исключено, в основном, большинство результатов оценки являются подходящими. Поэтому указание подходящих верхних и нижних пределов смазывания с использованием плёнки твёрдосмазочного покрытия в этих методах оценки не означает подходящего диапазона в истинном смысле. Как описано выше, даже условия, выбранные при оценке с коротким ниппелем в традиционных лабораторных испытаниях, включают условия, при которых смазывание в реальной скважине неудовлетворительно, и не соответствует технологии.
Здесь НПЛ 1 описывает, что к верхнему концу ниппеля непрерывно прикладывается нагрузка в 510 кг, как во время свинчивания соединения, так и во время развинчивания соединения, хотя это не является проверкой смазочных свойств плёнки твёрдосмазочного покрытия. Приложение нагрузки в 510 кг может иметь целью приложение массы, соответствующей одному ниппеля реального размера 7". Как описано выше, при оценке плёнки твёрдосмазочного покрытия важно смоделировать большую нагрузку и несбалансированную нагрузку, которые возникают в реальной скважине. Это связано с тем, что вторичное явление, вызванное вторичным продуктом, полученным из плёнки твёрдосмазочного покрытия, в значительной степени влияет на смазывание.
Однако, когда метод, раскрытый в НПЛ 1, применяется в лабораторном испытании, возникают две проблемы.
Во-первых, в реальной скважине прикладывается нагрузка, соответствующая одному-трём соединённым ниппелям реального размера в реальной скважине, но приложение массы 510 кг соответствует только конкретному случаю, когда ниппели лёгкие. То есть не всегда моделируется большая нагрузка в зависимости от размера ниппеля.
Во-вторых, несбалансированную нагрузку невозможно смоделировать. Как можно определить из фиг. 5 и т.п. НПЛ 1, особенно в случае первичного соединения, поскольку перед свинчиванием нет ни одного вращения, НПЛ 1 предназначен для проверки смазывания, выполняемого из состояния, в котором исходное положение свинчивания (точка начала свинчивания) при затягивании вручную находится в состоянии, когда резьбы вошли в зацепление друг с другом. Кроме того, существует следующая проблема, когда развинчивание продолжается в состоянии, когда нагрузка от груза прикладывается даже во время развинчивания, хотя это нелегко обнаружить.
То есть во время развинчивания, наоборот, груз выполняет роль балансира, и соединение освобождается прямо из свинченного положения без вибрации. Поэтому ниппель не раскачивается, и возникновение заедания во время развинчивания, которое происходит в реальной скважине, не может быть надлежащим образом смоделировано. По этой причине, в зависимости от ситуации, может возникнуть ситуация, при которой будет неправильно понято, что смазочные характеристики подходящие. Таким образом, также было обнаружено, что необходимо доказать, что параметр состояния, связанный с плёнкой твёрдосмазочного покрытия, имеет соответствующие смазочные характеристики путём выполнения моделирования с учётом состояния смазывания, при котором резьбы недостаточно зацеплены друг с другом, и состояния смазывания после того, как резьбы достаточно зацеплены друг с другом.
Здесь, как описано выше, в области, к которой относится настоящее изобретение, BN широко используется во многих ПТЛ как один из кандидатов в качестве твёрдого смазочного материала. Например, ПТЛ 1 и 2 представляют BN как пример твёрдого смазочного материала, присутствующего в плёнке твёрдосмазочного покрытия. Однако не всегда можно поддерживать смазывание только путём простого определения BN в широком смысле с точки зрения того, может ли быть обеспечена смазывающая способность, позволяющая поддерживать смазывание в реальной скважине, как описано выше.
Кроме того, ПТЛ известного уровня техники представляют использование эпоксидной смолы в качестве связующего, но существует очень мало ПТЛ, которые могут чётко охарактеризовать связующую смолу в соответствии с качеством эпоксидной смолы.
ПТЛ 3 - 8 ссылаются на смесь форполимера и отверждающего агента в качестве эпоксидной смолы или ссылаются на плёнку покрытия из эпоксидной смолы, сформированную из форполимера и отверждающего агента, в качестве эпоксидной смолы, и просто представляют эпоксидную смолу как один из потенциальных материалов. Кроме того, определение эпоксидной смолы широкое, и неясно, что именно понимают под эпоксидной смолой.
Здесь эпоксидная группа представляет собой трёхчленное кольцо, содержащее кислород оксациклопропана (оксирана), и подвергаемое реакции сшивки с выбранным подходящим отвердителем, чтобы получить смолу. Это означает, что трёхчленное кольцо раскрывается и полимеризуется. Короче говоря, эпоксидная группа не присутствует в состоянии, когда эпоксидная группа стала эпоксидной смолой, и находится в конечной форме простого полиэфира (включающего R-O-R'), сложного полиэфира (включающего R-COO-R'), полигидроксиэфира (включающего группу -ОН и эфирную группу), полигидроксиламина (включающего группу -ОН и аминогруппу) или тому подобного.
Характеристики плёнки также определяются характеристиками эпоксидной смолы в узком смысле и характеристиками отвердителя. Поэтому, даже если речь идет об эпоксидной смоле в широком смысле, не указана какая-либо технология. Характеристики плёнки покрытия из эпоксидной смолы также определяются комбинацией агента «эпоксидной смолы в узком смысле слова» в качестве форполимера и отверждающего агента, и даже если упоминается только агент эпоксидной смолы в узком смысле, характеристики плёнки покрытия из эпоксидной смолы не указаны. Что касается ПТЛ известного уровня техники, можно предположить, что любая эпоксидная группа может широко применяться, но на самом деле это не обязательно так. В большинстве случаев высокая смазывающая способность, являющаяся целью настоящего изобретения, не может быть обеспечена. Для достижения этой цели необходимо выбрать плёнку покрытия из эпоксидной смолы, обладающую высокой смазывающей способностью в конечном виде.
Кроме того, в ПТЛ известного уровня техники выражение, что эпоксидная смола (что, возможно, означает плёнку покрытия из эпоксидной смолы как конечную плёнку, сформированную из эпоксидной смолы и отвердителя) содержится в количестве %, также является неоднозначным. Как описано выше, в комбинации эпоксидной смолы в узком смысле слова и отверждающего агента, когда эпоксидная смола обозначена буквой А, а отверждающий агент обозначен буквой В, полимеризация осуществляется как ABABA. Приблизительное правило смешивания эпоксидной смолы заключается в том, что смешивание осуществляется путём объединения эквивалента эпоксидной группы эпоксидной смолы в узком смысле с эквивалентом амина, когда отвердитель представляет собой агент на основе амина, или эквивалентом активного водорода, когда отверждающим агентом является другой отверждающий агент, включая амин. Поэтому даже выражение массы, соответствующей плёнке эпоксидной смолы, представляет собой числовое значение, которое значительно варьируется в зависимости от выбора форполимера и отверждающего агента. Просто ограничивая содержание эпоксидной смолы в количестве 0%, невозможно точно определить эпоксидную смолу и технологию.
То есть простое выражение эпоксидная смола отражает использование агента эпоксидной смолы в качестве исходного материала (форполимера), и в зависимости от выбора отвердителя получается полимер, имеющий совершенно различную структуру. Поэтому пока не указаны сами физические свойства «эпоксидной смолы» как окончательно отверждённого объекта, во вторую очередь не указаны физические свойства форполимера, содержащего эпоксидную группу, не указан отверждающий агент или чётко не указан диапазон параметров, технология точно не определена.
ПТЛ 3 выбирает смолу, выбранную из одной или двух из эпоксидной смолы и полиамидимидной смолы, в качестве смолы, сформированной на основе с Cu-Sn-Zn электроосажденным покрытием. Непонятно, к чему относится описанная здесь эпоксидная смола. То есть широко используется эпоксидная смола, имеющая плохую смазывающую способность.
ПТЛ 4 - 7 просто представляют в качестве примера эпоксидную смолу для плёнки твёрдосмазочного покрытия, и также сложно определить эту эпоксидную смолу.
ПТЛ 8 раскрывает изобретение, в котором акрилово-силиконовая смола формируется на смоле, отверждаемой ультрафиолетом. Это тот случай, когда модифицированная акриловой кислотой эпоксидная смола является одним из кандидатов среди органических смол и неорганических смол на роль связующей смолы, отверждаемой ультрафиолетом. Кроме того, скелет основной цепи сформирован из эпоксидной смолы, а концевой фрагмент скелета основной цепи акрилоилирован. ПТЛ 8 просто представляет в качестве примера эпоксидную смолу, модифицированную акриловой кислотой, и не указывает другую информацию, такую как отверждающий агент плёнки покрытия из эпоксидной смолы или её характеристики.
Между тем, ПТЛ 9 описывает фотоотверждаемую плёнку покрытия из акриловой смолы. ПТЛ 9 определяет плёнку, полученную путём сополимеризации фотоотверждаемой (мет)акрилатной смолы с (мет)акрилатной мономерной группой с инициатором, таким как инициатор фотополимеризации. ПТЛ 9 в качестве кандидата представляет эпоксидную смолу вместе с полиэфиром, простым полиэфиром и полиуретаном в качестве структуры основной цепи, образующей акрилатную боковую цепь. В настоящем изобретении акрилат (соответствующий форполимеру настоящего изобретения) и полимер (соответствующий отверждающему агенту настоящего изобретения) приводятся с использованием системы единиц измерения на 100 частей смолы (PHR) и могут точно выражать соотношение и массу эпоксидной смолы, когда структура основной цепи сформирована из эпоксидной смолы. Описание ПТЛ 9 более ясное, чем определения в ПТЛ 3 - 7. Однако, между тем, поскольку настоящее изобретение подразумевает не фотополимеризационную смолу, а плёнку, формируемую путём нагрева (отверждения), ПТЛ 9 отличается по технологии от настоящего изобретения.
Настоящее изобретение было создано с учётом вышеизложенных моментов, и целью настоящего изобретения является создание плёнки твёрдосмазочного покрытия, способной придавать превосходную коррозионную стойкость, а также смазывающую способность соединению нефтегазопромысловых труб, даже когда плёнка твёрдосмазочного покрытия используется для смазывания.
Решение проблемы
В отличие от ситуации, в которой смазочный материал традиционно выбирался на основе приведённой выше нестрогой оценки, целью настоящего изобретателя являются нефтегазопромысловые трубы и резьбовое соединение для нефтегазопромысловых труб, все из которых имеют превосходные характеристики как смазывающей способности, так и защиты от ржавчины, и средство для изготовления таких нефтегазопромысловых труб и резьбового соединения для нефтегазопромысловых труб. Целью настоящего изобретения является композиция, полученная добавлением BN в качестве твёрдого смазочного компонента в соответствующем соотношении к связующей смоле, в основном содержащей эпоксидную смолу, и соответствующим добавлением к ним другой добавки. Эти плёнки формируются путём определения параметра, позволяющего выдерживать тяжёлые условия смазывания, например, те, которые имеют место при смазывании реального соединения нефтегазопромысловых труб, к которым прикладывается большая нагрузка и несбалансированная нагрузка, как описано выше.
То есть, аспект настоящего изобретения представляет средство для формирования плёнки твёрдосмазочного покрытия на резьбовой части нефтегазопромысловых труб, в котором твёрдый смазочный материал диспергирован в связующей смоле, причём связующая смола содержит форполимер и отверждающий агент, форполимер сформирован из одной или более эпоксидных смол, 70 частей по массе или более указанного форполимера содержится на 100 частей по массе связующей смолы, эпоксидная смола, составляющая форполимер, имеет эпоксидный эквивалент 100 или более и 500 или менее, твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, BN имеет средний размер частиц 10 мкм или менее, и общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
Другим аспектом настоящего изобретения являются нефтегазопромысловые трубы, имеющие плёнку смазочного покрытия, включающую плёнку твёрдосмазочного покрытия, на резьбовой части, при этом плёнка твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала в связующей смоле, при этом связующая смола содержит эпоксидную смолу, отверждённую отвердителем, содержит 70 частей по массе эпоксидной смолы на 100 частей по массе связующей смолы, эпоксидная смола имеет эпоксидный эквивалент 100 или более и 500 или менее, твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, BN имеет средний размер частиц 10 мкм или менее, а общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
Положительные эффекты изобретения
Аспект настоящего изобретения всесторонне определяет элементы (параметры физических свойств) связующей смолы (основной компонент: эпоксидная смола) и твёрдого смазочного материала (основной компонент: BN), составляющих плёнку твёрдосмазочного покрытия, со ссылкой на оценку, проведённую недавно созданным лабораторным испытанием, способным воспроизвести поведение в реальной скважине. В результате, аспект настоящего изобретения может предложить средство, способное образовывать плёнку твёрдосмазочного покрытия (плёнку смазочного покрытия), способную придавать смазывающую способность, равную или более высокую, чем смазывающая способность смазки, которая обычно используется, и смазочные характеристики и коррозионная стойкость сравнимы с антикоррозионным жирообразным составом для хранения или жирообразным антикоррозийным материалом, даже несмотря на то, что для смазывания используется плёнка твёрдосмазочного покрытия.
Например, аспект настоящего изобретения может обеспечить резьбовое соединение нефтегазопромысловых труб, обладающее смазывающей способностью и коррозионной стойкостью во время свинчивания, с учётом реальных условий, соответствующих скважине, которые могут возникнуть в среде реальной скважины. Следует обратить внимание, что условием, соответствующим реальной скважине, является ситуация, в которой масса ниппеля действующая на муфту сверху, ситуация, когда нагрузка прикладывается наклонно из-за отклонения оси ниппеля, ситуация, в которой нагрузка часто прикладывается локально, а не единообразно и т.п.
Краткое описание чертежей
Фиг. 1 представляет схему, иллюстрирующую нефтегазопромысловые трубы и резьбовое соединение нефтегазопромысловых труб;
фиг. 2А представляет схему свинчивания в реальной скважине, и фиг. 2B представляет диаграмму, иллюстрирующую исходное заданное положение в этот момент;
фиг. 3А представляет диаграмму свинчивания при обычном лабораторном испытании, а фиг. 3B представляет диаграмму, иллюстрирующую исходное заданное положение в этот момент;
фиг. 4А и 4В представляют схематические диаграммы свинчивания, на которой фиг. 4А иллюстрирует случай реальной скважины, а фиг. 4В иллюстрирует случай обычного лабораторного испытания;
фиг. 5 представляет схему, поясняющую новое лабораторное испытание (испытание с ключом под нагрузкой);
фиг. 6 представляет диаграмму, иллюстрирующую стандартный пример тяжёлого груза в новом лабораторном испытание (испытание с ключом под нагрузкой); и
фиг. 7А и 7В представляют схемы, иллюстрирующие структуру плёнки покрытия.
Осуществление изобретения
Далее осуществление настоящего изобретения будет описано со ссылкой на чертежи.
Обычно с целью смазывания и предотвращения ржавчины во время хранения, а также для достижения обеих целей, смазка для свинчивания/развинчивания и длительного хранения на открытом воздухе (предотвращение ржавчины) достигается за счёт использования различных типов жирообразных составов или одного и того же типа жирообразного состава.
С другой стороны, в резьбовой конструкции, согласно настоящему осуществлению, плёнка покрытия из эпоксидной смолы, параметры которой указаны соответствующим образом, используется в качестве связующей смолы для одной или обеих частей, где металл со стороны наружной резьбы и металл со стороны внутренней резьбы материала соединения находятся в контакте друг с другом или с их частью. Применяется плёнка твёрдосмазочного покрытия, в которой диспергирован BN в качестве твёрдого смазочного материала, параметры которого определены соответствующим образом. В результате настоящее осуществление направлено на улучшение смазывания и придание коррозионной стойкости.
Кроме того, целью также является средство для формирования плёнки твёрдосмазочного покрытия. Кроме того, структура плёнки, пригодной для смазывания соединения нефтегазопромысловых труб, включающая плёнку смазочного покрытия, полученную путём объединения плёнки покрытия настоящего осуществления и базового слоя и твёрдость плёнки на другой стороне без формирования покрытия, также являются целью. Кроме того, настоящее осуществление может быть применено к диапазону, в котором плёнка смазочного покрытия может широко использоваться для улучшения смазывания и предотвращения коррозии металлического материала в качестве ещё одного способа использования.
Авторы изобретения изучили вышеописанные проблемы. В результате вышеуказанные проблемы могут быть решены посредством приготовления средства, формирования плёнки твёрдосмазочного покрытия соединения нефтегазопромысловых труб, способа подтверждения формирования плёнки твёрдосмазочного покрытия и т.п.
Плёнка твёрдосмазочного покрытия согласно настоящему осуществлению получена в результате исследования, в котором эпоксидная смола, отверждённая отверждающим агентом, используется в качестве основного компонента связующей смолы, а нитрид бора (BN) используется в качестве основного компонента твёрдого смазочного материала.
Конфигурация
Настоящее осуществление представляет собой изобретение, относящееся к структуре плёнки покрытия, сформированной на затяжной поверхности резьбовой части нефтегазопромысловых труб и к резьбовому соединению нефтегазопромысловых труб, используемых для реальной добычи нефти/газа, а также к структуре, имеющей такую структуру плёнки покрытия в качестве плёнки смазочного покрытия. Настоящее осуществление характеризуется плёнкой смазочного покрытия, включающей плёнку твёрдосмазочного покрытия, сформированной на резьбовой части нефтегазопромысловых труб, а сама резьбовая структура нефтегазопромысловых труб и резьбовое соединение нефтегазопромысловых труб особо не ограничены. В качестве резьбовой структуры нефтегазопромысловых труб и резьбового соединения нефтегазопромысловых труб требуется только использовать известную или новую резьбовую конструкцию.
Нефтегазопромысловые трубы и резьбовые соединения нефтегазопромысловых труб
Нефтегазопромысловые трубы включают, например, муфту 2, такую как муфтовое соединение, и ниппель 1, как показано на фиг. 1.
Как проиллюстрировано на фиг. 1, резьбовое соединение для нефтегазопромысловых труб включает муфту 2, такую как муфтовое соединение, имеющую внутреннюю резьбу 2а, и ниппель 1, имеющий наружную резьбу 1а. Плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия, сформирована на контактной поверхности (затяжной поверхности 10) резьбовой части, по меньшей мере одного объекта из муфты 2 и ниппеля 1.
Средство
Далее будет описано средство для формирования плёнки твёрдосмазочного покрытия в настоящем осуществлении.
Средство настоящего осуществления получено путём диспергирования твёрдого смазочного материала в связующей смоле в качестве компонента матрицы.
Средство содержит связующую смолу, твёрдый смазочный материал и компонент растворителя.
Связующая смола содержит форполимер и отвердитель.
Форполимер образован из одной или более эпоксидных смол. Форполимер содержится в количестве 70 частей по массе или более на 100 частей по массе связующей смолы.
Эпоксидная смола, составляющая форполимер, имеет эпоксидный эквивалент 100 или более и 500 или менее.
Эпоксидная смола, составляющая форполимер, предпочтительно имеет температуру стеклования Tg 100°С или выше.
Твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более. BN имеет средний размер частиц 10 мкм или менее.
Общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
Компонент растворителя предпочтительно содержится в количестве 30 частей по массе или более и 80 частей по массе или менее на 100 частей по массе суммы общей массы твёрдого смазочного материала и общей массы связующей смолы, исключая отверждающий агент.
Ускоритель отверждения может содержаться в агенте в количестве от 0 частей по массе или более и 10 частей по массе или менее на 100 частей по массе общей массы эпоксидной смолы, составляющей форполимер.
Отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя.
При этом эпоксидная смола, составляющая форполимер, предпочтительно имеет более двух эпоксидных групп (полифункциональная эпоксидная смола). Эпоксидная смола, составляющая форполимер, предпочтительно имеет шесть или менее эпоксидных групп. Эпоксидная смола, составляющая форполимер, более предпочтительно имеет четыре или менее эпоксидных групп.
Средство, имеющее вышеуказанный состав, предпочтительно имеет вязкость 20 мПа⋅сек или более и 2000 мПа⋅сек или менее.
Средство настоящего осуществления наносят на затяжную поверхность резьбы и высушивают для формирования плёнки 10А твёрдосмазочного покрытия (см. фиг. 7А).
Плёнка смазочного покрытия, включающая плёнку 10А твёрдосмазочного покрытия
Плёнка 10А твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала в связующей смоле в качестве компонента матрицы.
Связующая смола содержит форполимер и отверждающий агент, при этом форполимер полимеризуется с отверждающим агентом и отверждается.
Форполимер образован из одной или более эпоксидных смол. Форполимер содержится в количестве 70 частей по массе или более на 100 частей по массе связующей смолы.
Эпоксидная смола, составляющая форполимер, имеет эпоксидный эквивалент 100 или более и 500 или менее.
Эпоксидная смола, составляющая форполимер, предпочтительно имеет температуру стеклования Tg 100°С или выше.
Твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более. BN имеет средний размер частиц 10 мкм или менее.
Общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
Отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя.
При этом эпоксидная смола, составляющая форполимер, предпочтительно имеет более двух эпоксидных групп (полифункциональная эпоксидная смола). Эпоксидная смола, составляющая форполимер, предпочтительно имеет шесть или менее эпоксидных групп. Эпоксидная смола, составляющая форполимер, более предпочтительно имеет четыре или менее эпоксидных группы.
Плёнка 10А твёрдосмазочного покрытия, согласно настоящему осуществлению, имеет твёрдость, например, 3H или более.
Плёнка 10А твёрдосмазочного покрытия имеет толщину, например, 10 мкм или более и 150 мкм или менее.
Плёнка смазочного покрытия согласно настоящему осуществлению может иметь базовый слой 10В между затяжной поверхностью резьбовой части и плёнкой 10А твёрдосмазочного покрытия (см. фиг. 7В). Базовый слой 10В сформирован, например, в виде слоя, полученного химической конверсионной обработкой, или слоя электроосажденного покрытия.
Описанная выше плёнка смазочного покрытия сформирована на затяжной поверхности резьбовой части по меньшей мере одного компонента из муфты и ниппеля.
Определение каждого диапазона
Авторы изобретения обнаружили, что для решения вышеуказанных проблем важно контролировать следующие четыре ((a)-(d)) и связанные с ними подходящие диапазоны.
(a) Разработка подходящего нового лабораторного испытания, имитирующего свинчивание/развинчивание в реальной скважине, определение верхних и нижних пределов каждого параметра плёнки твёрдосмазочного покрытия методом нового лабораторного испытания и определение этого подходящего диапазона.
(b) Определение оптимального диапазона BN со ссылкой на оценку лабораторного испытания в (a).
(c) Определение оптимального диапазона значений физических свойств эпоксидной смолы с использованием определения, приведённого в (b).
(d) Дальнейшее определение подходящих диапазонов, связанных с этими.
В данном случае подходящим способом моделирования свинчивания/развинчивания в реальной скважине является способ моделирования поведения при свинчивании, которое происходит, когда соединение нефтегазопромысловых труб свинчивается в реальной скважине. С помощью этого подтверждаются верхний и нижний пределы параметра в настоящем осуществлении и определяется подходящий диапазон.
Состояние смазывания соединения нефтегазопромысловых труб разделяется на две фазы: в лабораторных испытаниях и в реальной скважине. Фаза 1 представляет собой смазывание во время свинчивания/развинчивания в состоянии, когда резьбы не зацеплены друг с другом, а фаза 2 представляет собой смазывание во время свинчивания/развинчивания в состоянии, когда резьбы зацеплены друг с другом. Фаза 1 соответствует, например, области (x) на диаграмме крутящего момента, показанной на фиг. 4А и 4В. Фаза 2 соответствует, например, областям (y) и (z) на фиг. 4А и 4В.
Первая (фаза 1) исключается, если соединение затягивается до той части, где резьбы входят в зацепление друг с другом, путём затяжки вручную или подобным образом во время начала свинчивания соединения (пример: фиг. 3А и 3В). Однако во многих реальных скважинах простое введение ниппеля в муфту для установки определяется как исходное положение свинчивания. Альтернативно, после этого в качестве исходного положения свинчивания определяется свинчивание соединения только на несколько оборотов, чтобы только слабо зафиксировать соединение так, чтобы не возникло завинчивание с перекосом. То есть во многих реальных скважинах обычно начинают свинчивание/развинчивание из состояния, когда резьбы не вошли в зацепление друг с другом (пример: фиг. 2А и 2В). Следует обратить внимание, что свинчивание с перекосом относится к ситуации, когда соединение свинчивается с резьбой на разных уровнях или перемещается в исходное положение резьбы при развинчивании.
В фазе 1 ключ выполняет свинчивание/развинчивание на высокой скорости 5 - 20 об/мин. При этом при непрерывном свинчивании соединения резьбы начинают зацепляться друг с другом, и фаза переходит в фазу 2. Этот сдвиг вызывает незначительное повышение крутящего момента, и поэтому свинчивание производится медленно со скоростью около 0,5 - 2,0 об/мин. Для развинчивания проводится операция, обратная свинчиванию.
Эти операции выполняются аналогичным образом, когда в качестве смазки используется обычный жирообразный состав или когда в качестве смазки формируется плёнка твёрдосмазочного покрытия, как в настоящем осуществлении. В качестве условия установки соединения в исходное положение важно проведение операции, создающей вибрацию. В качестве заданного положения важно, чтобы примерно от одного до трёх или более витков резьбы не вошли в муфту во время первоначального свинчивания соединения ниппеля, когда рассматривается проведение соединения.
Фиг. 2А и 2В
Фиг. 2А и 2В являются примерами, в которых моделируется реальная скважина. То есть фиг. 2A и 2B представляют диаграммы свинчивания (диаграмма крутящего момента), когда испытание на свинчивание проводится с использованием ниппеля реальной длины 40 футов (≈ 12 м) в качестве ниппеля и с использованием плёнки твёрдосмазочного покрытия в качестве смазки.
Будут описаны условия испытания на фиг. 2А.
Например, в качестве плёнки твёрдосмазочного покрытия используется плёнка, полученная диспергированием MoS2 в качестве твёрдого смазочного материала в связующей смоле из полиамидимида (ПАИ).
Фиг. 2А и 2В являются примерами моделирования ситуации, часто реализуемой на реальном нефтяном/газовом месторождении. То есть это пример, в котором свинчивание начинается в состоянии, когда резьбы недостаточно зацеплены друг с другом, как показано на фиг. 2B в качестве исходного установленного положения во время начала свинчивания соединения. То есть, как показано на фиг. 2B, это пример, в котором свинчивание начинается в состоянии, в котором примерно половина соединения ниппеля видна во время начала первоначального свинчивания. Состояние, когда резьбы не зацеплены друг с другом, не вызвано намеренным прекращением затягивания вручную. Когда пытаются установить резьбу ниппеля в муфту, затягивая её вручную, резьба ниппеля неизбежно останавливается на полпути. Это означает, что резьбу больше нельзя затягивать вручную. В отличие от теоретического случая, длинный и тяжёлый ниппель реальной длины не находится точно в вертикальном положении по отношению к муфте. Если посмотреть на ниппель снизу, то очень часто бывает, что ниппель слегка согнут и его больше невозможно затягивать вручную.
Используемый ниппель представляет собой соединение 9-5/8" 53,5#Q125 JFELION™ и имеет длину более около 40 футов. Фиг. 2А представляет диаграмму, на которой соединение выполнено, когда ниппель подвешен с помощью крана, который подвешивает ниппель по всей длине на буровой установке. Можно видеть, что пример диаграммы крутящего момента на фиг. 2А представляет ситуацию, которая часто возникает в реальной скважине.
Что примечательно на фиг. 2А эта область перед точкой, в которой крутящий момент постоянно увеличивается (количество оборотов составляет от 0 до около 6,3 оборота: соответствует фазе 1). В этой области крутящий момент не должен возникать в принципе, но реально, как показано на фиг. 2А, можно подтвердить, что пикообразный крутящий момент часто имеет тенденцию нерегулярно появляться. Это говорит о том, что резьба ниппеля при вращении неравномерно и локально соприкасается с муфтой. Такая ситуация возникает при реальном свинчивании.
Это означает, что разрушение или отслаивание плёнки твёрдосмазочного покрытия в некоторой степени неизбежно в зависимости от конструкции или оптимизации плёнки твёрдосмазочного покрытия.
Здесь примечательно то, что диаграмма на фиг. 2А не намеренно создает наихудшее состояние в качестве условия, а представляет собой диаграмму крутящего момента для очень распространенного образца с плёнкой твёрдосмазочного покрытия.
Фиг. 3А и 3В
Фиг. 3А представляет диаграмму крутящего момента, когда используется та же плёнка твёрдосмазочного покрытия, что и на фиг. 2А и 2В, а свинчивание выполняется с помощью вертикального ключа.
На фиг. 3А и 3В, ниппель имеет тот же внешний диаметр, толщину и тип соединения, что и на фиг. 2А и 2В, но в качестве ниппеля используется короткий ниппель длиной около 1 м.
Фиг. 3А представляет диаграмму свинчивания (диаграмму крутящего момента), когда свинчивание начинается из состояния, когда резьбы достаточно зацеплены друг с другом. То есть фиг. 3А представляет собой диаграмму свинчивания (диаграмму крутящего момента), когда во время начала первоначального свинчивания свободны около одной-трёх ниток резьбы ниппеля, как показано на фиг. 3В.
Состояние фиг. 3А также является условием, часто используемым во время свинчивания в обычных лабораторных испытаниях, и представляет собой случай, когда соединение устанавливается до тех пор, пока резьбы не зацепятся друг с другом путём затягивания вручную, а затем выполняется испытание свинчивания.
На фиг. 3А, необходимо обратить внимание на то, что единица измерения горизонтальной оси отличается от единицы измерения на фиг. 2А и 2В.
На фиг. 3А, свинчивание с помощью ключа начинается с состояния, в котором затягивание выполняется вручную, до состояния, когда резьбы входят в зацепление друг с другом, и, таким образом, пикообразный крутящий момент, как показано на фиг. 2А, не наблюдается. То есть было обнаружено, что можно понять, что исследование смазочных характеристик плёнки твёрдосмазочного покрытия только в фазе 2 без прохождения через фазу 1 соответствует обычному лабораторному испытанию.
Как можно видеть из фиг. 3А и 3В, при обычном лабораторном испытании разрушения плёнки твёрдосмазочного покрытия, которое часто происходит в фазе 1, не происходит, а свинчивание происходит из состояния, когда резьбы достаточно зацеплены друг с другом, т.е. из области, где поверхности резьб начинают соприкасаться друг с другом.
Фиг. 4А и 4В
Фиг. 4А и 4В иллюстрируют фиг. 2А и 3А в состоянии, когда фиг. 2А и 3А можно легко сравнить друг с другом.
Фиг. 4А соответствует случаю фиг. 2А и 2В и фиг. 4B является случаем фиг. 3.
Согласно исследованию авторов изобретения, принимая во внимание использование в реальной скважине, для идеальной плёнки твёрдосмазочного покрытия предпочтительно, чтобы плёнка твёрдосмазочного покрытия не разрушалась в области (х) на фиг. 4А, и опасения по поводу разрушения и отслоения предпочтительно сводятся к минимуму. Альтернативно, пик иногда может присутствовать. Кроме того, предпочтительно разработать плёнку твёрдосмазочного покрытия таким образом, чтобы вторичный продукт, полученный из разрушенной или отслоивщейся плёнки твёрдосмазочного покрытия, не заполнял зазор резьбы в процессе свинчивания/развинчивания даже в ситуации, когда плёнка твёрдосмазочного покрытия повреждается и, наоборот, хорошо прилипает к резьбе, способствуя смазыванию.
Для этой цели важно контролировать качество плёнки твёрдосмазочного покрытия, чтобы ее твёрдость достигала заданной твёрдости или более. В качестве метода оценки твёрдости можно привести карандашную твёрдость, которая представляет собой показатель твёрдости, основанный на царапании. Однако, когда образуется плёнка смазочного покрытия, предпочтительно снизить вязкость средства для нанесения плёнки твёрдосмазочного покрытия до такой низкой степени, чтобы можно было наносить покрытие распылением или нанесением кистью, и иметь возможность наносить средство с равномерной толщиной плёнки. Кроме того, во время стадии нагрева (во время стадии отверждения) составные компоненты плёнки твёрдосмазочного покрытия предпочтительно формируются в единую и гладкую плёнку с поверхностным натяжением за счёт вязко-текучих свойств.
Кроме того, в способе оценки лабораторных испытаний согласно настоящему осуществлению предпочтительно выполнять оценку с помощью нового лабораторного испытания, при следующих условиях (1)-(6), с целью моделирования протекания свинчивания/развинчивания в реальной скважине. Следует обратить внимание на то, что пример конфигурации устройства для реальных лабораторных испытаний будет описан позже.
(1) Тяжёлый груз, масса которого соответствует 1 - 3 ниппелям реального размера, устанавливается на верхнюю часть короткого ниппеля.
(2) В качестве исходных заданных положений резьб короткого ниппеля и муфты устанавливают около половины резьбы ниппеля, например, половина резьбы ниппеля свободна, то есть резьба короткого ниппеля слабо зафиксирована, и запускается испытание свинчивания/развинчивания.
(3) Из состояния «(2)» свинчивание начинается при высокой скорости вращения 15 об/мин и свинчивание продолжается до тех пор, пока не будет зафиксирован крутящий момент заданного значения или более.
[0066] (4) При повышении крутящего момента вращение временно прекращается и свинчивание выполняется на низкой скорости вращения 1 об/мин (свинчивание завершено).
(5) Развинчивание выполняется в обратном порядке.
(6) Когда соединение короткого ниппеля полностью удалено, осматриваются поверхность резьбы ниппеля и поверхность резьбы муфты (в зависимости от ситуации наблюдаются части, продувают воздухом), чтобы определить, произошло ли аномальное событие, такое как заедание. Если проблем нет, «(2)» и последующие стадии повторяются.
При возникновении незначительного заедания на резьбовой части (заедание на уплотнительной части недопустимо, независимо от степени заедания) резьбовую часть исправляют и при необходимости на резьбовую часть наносят твёрдую смазку для ремонта, и "(2)" и последующие стадии повторяют.
В настоящем осуществлении смазочные характеристики плёнки твёрдосмазочного покрытия были заново оценены на основе этого метода оценки, и были выбраны подходящие условия для плёнки твёрдосмазочного покрытия (см. Примеры).
Здесь доказано, что обычные лабораторные испытания нацелены на смазывание после того, как резьбы вошли в зацепление друг с другом (ситуации в области (y) и области (z) на фиг. 4A и 4B), как это определено по результатам многих испытаний на свинчивание/развинчивание (лабораторные испытания) в литературе известного уровня техники. Считается, что традиционные лабораторные испытания имеют превосходство и худшие характеристики смазывания, основанные на смазывании после того, как резьбы вошли в зацепление друг с другом, то есть состояние, при котором плёнка твёрдосмазочного покрытия является удовлетворительной, в состоянии, когда состояние в области (x), то есть ситуация, когда крутящий момент нарастает пикообразно, не рассматривается. То есть обычные лабораторные испытания выглядят так, как если бы традиционные лабораторные испытания выполняли свинчивание/развинчивание из положения, в котором соединение было достаточно закреплено путём затягивания вручную до той части, где резьбы вошли в зацепление друг с другом, при оценке с использованием короткого ниппеля и горизонтального или вертикального ключа. В ПТЛ, в которой чётко указано число раз свинчивания/развинчивания, имеется описание, что число раз свинчивания/развинчивания может составлять 10 для размера трубы малого диаметра путём свинчивания в реальной скважине. Однако, как при оценке с коротким ниппелем, так и при оценке в реальной скважине, если исходное заданное положение (начальное положение свинчивания) начинается с положения, в котором резьбы достаточно зацеплены друг с другом, такое число раз свинчивания/развинчивания представляется возможным числом.
Между тем, в литературе известного уровня техники иногда описывается, что число раз свинчивания/развинчивания может достигать 15 - 20 при свинчивании/развинчивании на основе плёнки твёрдосмазочного покрытия для размеров трубы большого диаметра 9-5/8" или 13-3/8". Однако при свинчивании/развинчивании в реальной скважине, то есть когда ниппель реального размера имеет собственную массу, а свинчивание/развинчивание выполняется из состояния, когда резьбы не зацеплены друг с другом, кажется, что это число практически невозможно в случае большого диаметра с использованием плёнки твёрдосмазочного покрытия.
Само собой разумеется, что моделирование реальной ситуации свинчивания/развинчивания важно для оценки смазывающей способности плёнки твёрдосмазочного покрытия. В ситуации, когда возникает вибрация до момента зацепления резьб друг с другом, необходимо выполнить оценку на основе состояния, когда плёнка твёрдосмазочного покрытия отслаивается или повреждается. В настоящем осуществлении различные определения сделаны со ссылкой на результаты нового лабораторного испытания, которые можно оценить с учётом таких условий.
Условия для плёнки твёрдосмазочного покрытия согласно настоящему осуществлению определяются со ссылкой на результаты нового лабораторного испытания предполагая, что плёнка твёрдосмазочного покрытия представляет собой плёнку твёрдосмазочного покрытия, в которой BN в качестве основного компонента твёрдого смазочного материала диспергирован в связующей смоле, содержащей плёнку эпоксидной смолы в качестве основного компонента.
Далее каждое определение будет описано подробно.
Основной состав плёнки твёрдосмазочного покрытия, толщина и структура плёнки
В настоящем осуществлении плёнка твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала, в основном содержащего BN, в плёнке покрытия, образованной из отверждённой эпоксидной смолы. В частности, предпочтительно получить карандашную твёрдость 3H или более.
В настоящем осуществлении BN выбран в качестве основного компонента твёрдого смазочного материала для того, чтобы получить плёнку, способную обеспечивать высокую смазывающую способность, и получить плёнку, способную поддерживать смазывание даже при высокой температуре. То есть во время свинчивания/развинчивания соединение ниппеля и соединение муфты существенно трутся друг о друга, производя тепло трения. BN выбран для того, чтобы поддерживать достаточную смазывающую способность даже в это время.
В настоящем осуществлении в качестве связующей смолы выбрана плёнка покрытия из эпоксидной смолы. Плёнка покрытия из эпоксидной смолы выбрана потому, что плёнка покрытия из эпоксидной смолы проста в обращении и дешевле, чем другие материалы. Кроме того, плёнка покрытия из эпоксидной смолы выбрана потому, что плёнка покрытия из эпоксидной смолы представляет собой хорошо сбалансированный материал, и плёнка покрытия из эпоксидной смолы позволяет легко получить твёрдую плёнку, предназначенную для настоящего осуществления, или плёнку, имеющую соответствующую термостойкость, путём выбора соответствующего «состава эпоксидной смолы в узком смысле» и отвердителя. Кроме того, плёнка покрытия из эпоксидной смолы выбрана потому, что плёнка покрытия из эпоксидной смолы имеет несколько соответствующих преимуществ, например, плёнка покрытия из эпоксидной смолы имеет подходящие свойства адгезии/связывания, может быть сформирована без базового слоя (полученного химической конверсионной обработкой фосфатом Mn, плёнки электроосажденного покрытия и т.п.) и существенно не сжимается во время отверждения.
Что касается толщины плёнки покрытия, необходимо сформировать плёнку, имеющую толщину по меньшей мере 10 мкм, чтобы сохранить смазочные характеристики и коррозионную стойкость. Верхний предел толщины плёнки установлен равным 150 мкм, хотя однозначно верхний предел назвать сложно, так как зазор между соединением муфты и соединением ниппеля варьируется в зависимости от типа и конструкции соединения для нефтегазопромысловых труб.
Здесь, поскольку многие соединения для нефтегазопромысловых труб сконструированы таким образом, что верхний предел зазора между резьбами составляет около 100 - 200 мкм, верхний предел толщины плёнки задаётся равным 150 мкм или менее. Толщина плёнки более предпочтительно составляет 10 - 50 мкм. Между вершиной резьбы и впадиной наружной и внутренней резьбы может быть зазор 100 - 200 мкм, как описано выше. Однако зазор между вводимой и боковой поверхностями в наружной и внутренней резьбе, а также зазор между затягивающей и боковой поверхностью изменяются между временем свинчивания и временем развинчивания. Когда зазор сужается, плёнка находится, по существу, в тесном контакте. Поэтому толщина плёнки предпочтительно небольшая и толщина плёнки предпочтительно составляет 10 - 50 мкм.
Однако толщина плёнки означает толщину плёнки в сформированном состоянии до первого свинчивания. В действительности во время свинчивания/развинчивания связующая смола несколько царапается, и толщина плёнки, нанесённой при комнатной температуре, реально приводит к формированию тонкой плёнки из-за её разрушения. Поэтому даже если толщина равна или превышает предполагаемый зазор в резьбе, по этой причине такой проблемы, как заедание, не возникает.
Эпоксидная смола может быть сформирована непосредственно на резьбовой поверхности или между резьбовой поверхностью и эпоксидной смолой может быть сформирован базовый слой. Примеры базового слоя включают слой, полученный химической конверсионной обработкой фосфатом Mn, и слой металлического покрытия, включая слой Cu покрытия. Хотя существуют различные мнения и трудно сказать, что это определено теоретически, ОН-группа в эпоксидной смоле может образовывать плёнку, обладающую прочной адгезией за счёт водородных связей и т.п. с металлической поверхностью. Вышеупомянутая группа ОН представляет собой группу ОН в плёнке эпоксидной смолы, такой как полигидроксиэфир или полигидроксиламин. По этой причине, даже когда нет поверхностно-обработанного слоя в качестве основы или даже когда поверхностно-обработанный слой имеется (в некоторых случаях можно ожидать использования якорного эффекта закрепления или подобного), считается, что существует мало проблем с адгезией.
Твёрдый смазочный материал
Настоящее осуществление направлено на твёрдый смазочный материал, содержащий нитрид бора (BN) в качестве основного компонента, диспергированный в связующей смоле.
Твёрдый смазочный материал
С использованием описанного выше нового метода лабораторных испытаний был уточнён ряд BN в качестве твёрдого смазочного материала, обладающего значительным эффектом улучшения смазывания. То есть путём изучения различных плёнок смазочных покрытий, в которых BN диспергирован в эпоксидной смоле в качестве связующей смолы, с использованием описанного выше нового метода лабораторных испытаний, был выяснен диапазон BN, обладающих заметным эффектом улучшения смазывания.
Здесь состояние с высокой смазывающей способностью не обязательно может быть создано путём использования нитрида бора (BN) в качестве твёрдого смазывающего материала.
Что касается BN, было обнаружено, что, когда в качестве знаменателя используется система компонентов на основе BN, содержащая BN в количестве 80% или более по отношению к общей массе твёрдого смазочного материала, и BN имеет средний размер частиц 0,1 - 10 мкм, получается значительный эффект.
Размер BN предпочтительно должен быть как можно меньшим. Однако, поскольку нижний предел среднего размера частиц коммерчески доступного BN составляет 0,1 мкм, нижний предел BN установлен на уровне 0,1 мкм. Верхний предел был определён экспериментально, и было подтверждено, что подходящая смазывающая способность проявляется до 10 мкм.
В случае смазочного материала, сформированного перекрытием в форме листа, или когда средний размер частиц превышает 10 мкм, прочная кристаллическая структура двумерной поверхности, такая как BN, обеспечивает смазывание таким образом, что листовая структура скользит. При этом соседние листовые конструкции вытягиваются так, чтобы перекрывать друг друга. В результате формируется белый лентообразный вторичный продукт. Затем, поскольку вторичный продукт формируется толстым, существует высокая вероятность того, что зазор резьбы забивается вторичным продуктом, и, поэтому возрастает опасность заедания. В общем, чем меньше средний размер частиц, тем меньше происходит перекрытие и можно подавить формирование вторичного продукта лентообразной формы. Поэтому считается, что может быть достигнута высокая смазывающая способность.
Исходя из этого, содержание BN в количестве 80% или более относительно общей массы твёрдого смазочного материала в качестве знаменателя, и BN, имеющий средний размер частиц 10 мкм или менее, определяются как составные элементы настоящего изобретения.
Смысл этих определений следующий. Состояние хорошего смазывания не обязательно может быть создано с помощью нитрида бора (BN) в широком смысле. Это означает, что можно ожидать оптимальной и весьма высокой смазывающей способности, когда BN используется в этом диапазоне, BN диспергирован в эпоксидной смоле в качестве связующей смолы в настоящем осуществлении в среде использования соединения нефтегазопромысловых труб для достижения высоких показателей смазывающей способности.
Здесь BN имеет прочную кристаллическую структуру в направлении двумерной поверхности листа, как в MoS2 и графите, а двумерные поверхности листа соединены друг с другом слабой межмолекулярной связью в направлении оси Z. Когда к BN прилагается сила, его листовые поверхности скользят друг по другу, обеспечивая смазывание.
В настоящем осуществлении выражение, что содержание BN составляет 80% или более, означает, что BN является основным компонентом твёрдого смазочного материала. Содержание BN указано равным 80% или более, чтобы означать, что даже если другой твёрдый смазочный материал содержится с долей 20% или менее, это не оказывает негативного влияния на состав на основе BN.
В настоящем осуществлении, чем больше BN в качестве материала, составляющего твёрдый смазочный материал, тем лучше. Поскольку смазывающая способность может ухудшиться из-за добавления других компонентов, содержание BN устанавливается на уровне 80% или более в пределах использования BN в качестве основного компонента. Содержание BN предпочтительно составляет 90% или более.
Чем меньше средний размер частиц BN, тем лучше. Следует отметить, что средний размер частиц представляет собой параметр, который означает интегрированное значение для 50% частиц в распределении частиц по размерам, полученном методом лазерной дифракции/рассеяния или тому подобным.
Верхний предел среднего размера частиц BN установлен на уровне 10 мкм, поскольку, когда средний размер частиц BN превышает 10 мкм, существует серьезная опасность того, что плёнка связующей смолы может разрушиться и полностью отслоиться из-за большого размера частиц BN. То есть то, что отделено от плёнки твёрдосмазочного покрытия, прессуется во время свинчивания/развинчивания с формированием вторичного продукта. Однако, когда каждая частица BN, имеющая листовую структуру, деформируется так, чтобы скользить по поверхности листа, частицы BN, имеющие листовую структуру, расположенные близко друг к другу, перекрывают друг друга, и, наконец, образуется прочный вторичный продукт в форме белой ленты. Затем, поскольку вторичный продукт формируется толстым, вторичный продукт не может двигаться в ходе свинчивания/развинчивания, и опасность заедания возрастает. В общем, чем меньше средний размер частиц BN, тем меньше происходит перекрытие и можно подавить формирование вторичного продукта в форме белой ленты. В результате считается, что может быть достигнута высокая смазывающая способность. В настоящее время, поскольку нижний предел среднего размера частиц коммерчески доступного BN составляет 0,1 мкм, считается, что нижний предел BN составляет около 0,1 мкм. Однако настоящее осуществление также включает BN, имеющий средний размер частиц 0,1 мкм или менее, полученный путём развития технологии.
Кроме того, в качестве промышленных типов BN выделяют чешуйчатый BN и порошковый BN. В настоящем осуществлении может использоваться любой тип BN, предпочтительно гранулированный.
Твёрдый смазочный материал, отличный от BN, может быть добавлен при условии, что его содержание составляет 20% или менее, как описано выше. Можно использовать любой тип другого твёрдого смазочного материала, и его примеры включают политетрафторэтилен (ПТФЭ: тефлон (зарегистрированная торговая марка)), графит, фторографит, MoS2, WS2, цианурат меламина (MCA), слюду и тальк. Вещество на масляной основе может быть примешано в качестве одного из типов твёрдого смазочного материала при условии, что его содержание в качестве твёрдого смазочного материала составляет 20% или менее. Например, может быть примешан карнаубский воск, перфторполиэфирное (PFPE) масло, хлортрифторэтиленовое (CTFE) масло (низкомолекулярный полимер хлортрифторэтилена) или тому подобное. Смазывание BN может быть сохранено или улучшено.
Эпоксидная смола, составляющая связующую смолу
В настоящем осуществлении в качестве связующей смолы выбрана плёнка эпоксидной смолы.
В настоящем осуществлении смола содержит эпоксидную смолу в количестве 70 частей по массе или более на 100 частей по массе общего количества смолы, отличной от эпоксидной смолы, составляющей связующую смолу, и эпоксидной смолы, выбранной в качестве форполимера. Кроме того, в качестве эпоксидной смолы выбрана эпоксидная смола, имеющая эпоксидный эквивалент от 100 или более до 500 или менее.
Кроме того, в настоящем осуществлении плёнка твёрдосмазочного покрытия предпочтительно представляет собой твёрдую плёнку. Чтобы достичь этого, выбирают отвердитель и состав так, чтобы получить плёнку покрытия из эпоксидной смолы, имеющую прочную трёхмерную сетчатую структуру. Например, в качестве форполимера выбирают эпоксидную смолу, имеющую более двух эпоксидных групп (полифункциональная эпоксидная смола), выбирают отверждающий агент, имеющий более двух функциональных групп, или выбирают эпоксидную смолу, имеющую более двух эпоксидных групп, и отверждающий агент, имеющий более двух функциональных групп. Это позволяет сформировать трёхмерную сополимеризованную плёнку и придать термостойкость.
Термин «термостойкость», используемый в описании, означает, что, когда даже небольшое заедание происходит во время свинчивания соединения, часть, где происходит сильное трение, может выделять тепло, и эпоксидная смола не разрушается в результате выделения тепла.
Эпоксидный эквивалент выбирают в диапазоне 100 - 500, поскольку плёнка становится твёрдой за счёт увеличения плотности сшивки. Это также означает увеличение концентрации эпоксидных групп, которое выполняется для того, чтобы уменьшить эпоксидный эквивалент до низкого значения, другими словами.
Здесь, когда эпоксидный эквивалент превышает 500, плёнка неизбежно становится мягкой. Кроме того, трудно обеспечить термостойкость, которая может проявляться во время свинчивания/развинчивания. Значение нижнего предела эквивалента эпоксидной смолы установлено равным 100, поскольку значение нижнего предела указано как приблизительное предельное значение коммерчески доступной эпоксидной смолы. Если будет получен эпоксидный материал, имеющий меньший эпоксидный эквивалент, эпоксидный эквивалент не ограничивается 100, и настоящее осуществление включает выбор эпоксидного материала, имеющего более низкий эпоксидный эквивалент.
Термин «эпоксидная смола», используемый в описании, означает эпоксидную смолу в качестве плёнки покрытия, полученную путём сополимеризации «эпоксидной смолы в узком смысле слова» как форполимера с отверждающим агентом. Эпоксидная смола выбрана потому, что эпоксидная смола обладает соответствующими преимуществами, например, эпоксидная смола обладает соответствующими показателями адгезии/склеивания, водостойкости/влагостойкости и термостойкости и не даёт значительного сжатия во время отверждения. Кроме того, эпоксидная смола выбрана потому, что эпоксидная смола представляет собой хорошо сбалансированный материал, например, с эпоксидной смолой легко обращаться, и она дешевле, чем другие вещества.
В частности, при выборе связующих смол настоящее осуществление нацелено на создание твёрдой плёнки, выбирает подходящий отверждающий агент и выбирает твёрдую плёнку покрытия из эпоксидной смолы, имеющую твёрдость по шкале карандашной твёрдости 3H или более. Связующая смола представляет собой матрицу, которая удерживает твёрдый смазочный материал на основе BN и вместе с BN образует основной состав плёнки твёрдосмазочного покрытия.
Причина, по которой плёнка из твёрдой эпоксидной смолы обладает подходящими смазывающими свойствами (характеристика свинчивания/развинчивания), заключается в следующем.
При смазывании соединения нефтегазопромысловых труб с использованием плёнки твёрдосмазочного покрытия, когда возникает вибрация до момента зацепления резьб друг с другом, плёнка твёрдосмазочного покрытия имеет склонность к существенному повреждению. Однако плёнка твёрдосмазочного покрытия имеет способность противостоять повреждениям. Даже после того, как резьбы вошли в зацепление друг с другом, соединение свинчивается, при этом к резьбе прикладывается масса обычного соединения нефтегазопромысловых труб длиной примерно 8 - 12 м. По этой причине неизбежно может быть получена структура, в которой смазывание сохраняется, в то время как плёнка твёрдосмазочного покрытия слегка соскабливается. Поэтому если карандашная твёрдость не установлена на уровне 3H или более, плёнка твёрдосмазочного покрытия сильно повреждается, и существует реальная ситуация, когда плёнка твёрдосмазочного покрытия может выдерживать только от нуля до нескольких раз свинчивания/развинчивания.
Из вышеизложенного в настоящем осуществлении «эпоксидная смола в узком смысле» содержится в количестве 70 частей по массе или более в составе, образующем связующую смолу, на 100 частей по массе суммы группы «эпоксидной смолы в узком смысле», исключая массу компонента отвердителя и смазочного компонента в качестве другого компонента, что делает эпоксидную смолу основным компонентом. Кроме того, выбирается эпоксидная смола, имеющая эпоксидный эквивалент от 100 или более до 500 или менее. Это необходимо для увеличения количества точек сшивки (увеличения плотности сшивки) для формирования прочной плёнки покрытия.
Даже если «эпоксидная смола в узком смысле слова», как и форполимер, имеет две эпоксидные группы, может образоваться трёхмерная структура. Однако в качестве более предпочтительного диапазона предпочтительна полифункциональная эпоксидная смола, имеющая более двух эпоксидных групп. Понятие «полифункциональная» эпоксидная смола означает, что количество эпоксидных групп в одной молекуле в среднем больше двух. Это означает, что количество эпоксидных групп больше, чем у «обычной эпоксидной смолы», содержащей две эпоксидные группы. Поскольку полифункциональная эпоксидная смола может подвергаться дальнейшей трёхмерной сшивке в реакции с отвердителем, качество плёнки может быть повышено (также может быть повышена твёрдость по шкале карандашной твёрдости), поскольку сшитая сетка усиливается при (со)полимеризации.
В то же время полифункциональная эпоксидная смола имеет более высокую температуру стеклования (Tg), а значит, обладает подходящей термостойкостью. Следует отметить, что полифункциональная эпоксидная смола предпочтительно имеет Tg выше 100°C в качестве подходящего диапазона, чтобы иметь соответствующую термостойкость. Число эпоксидных групп в одной молекуле предпочтительно составляет от 2 или более до 6 или менее, и более предпочтительно более 2 и 4 или менее. Это необходимо для подавления отслаивания и предотвращения полного разрушения из-за затвердевания плёнки твёрдосмазочного покрытия на начальном этапе свинчивания и конечном этапе развинчивания. На начальном этапе свинчивания и конечном этапе развинчивания резьбы не находятся в зацеплении друг с другом, то есть возникает вибрация, а плёнка твёрдосмазочного покрытия легко разрушается. Существует серьезная обеспокоенность тем, что эпоксидная смола, имеющая более шести эпоксидных групп, может вызвать стерические затруднения в реакции между эпоксидной группой и отверждающим агентом. В этом случае сополимеризация между эпоксидной смолой и отвердителем может занять слишком много времени, и существует вероятность того, что твёрдая плёнка не может быть получена. Поэтому используется эпоксидная смола, имеющая шесть или менее эпоксидных групп. Между тем, даже когда используются бифункциональная эпоксидная смола и отвердитель, имеющий более двух функциональных групп, образуется трёхмерная сетчатая структура, и, поэтому качество плёнки может быть улучшено. Когда и эпоксидная смола, и отвердитель одновременно являются полифункциональными, образуется более твёрдая трёхмерная сетка, что является предпочтительным.
Эпоксидный эквивалент 100 или более и 500 или менее указан как подходящий диапазон. Эпоксидный эквивалент является величиной, полученной путём деления молекулярной массы эпоксидной смолы в узком смысле, в качестве форполимера, на количество эпоксидных групп. Эпоксидный эквивалент можно рассматривать как молекулярную массу, связанную и ограниченную в точке сшивки. Эпоксидный эквивалент указан в вышеупомянутом диапазоне, поскольку чем меньше эпоксидный эквивалент, тем выше плотность сшивки и выше твёрдость.
Далее приводятся примеры форполимера. Примеры бифункциональной эпоксидной смолы в качестве форполимера включают эпоксидную смолу типа бисфенола А, эпоксидную смолу типа бисфенола F и эпоксидную смолу типа бисфенола С. Примеры полифункциональной эпоксидной смолы, имеющей более двух функциональных групп, включают соединение типа фенол-новолака, эпоксидное соединение типа крезол-новолака, алифатическое эпоксидное соединение, эпоксидную смолу типа глицидилового эфира, эпоксидную смолу типа глицидиламина, полифункциональное соединение эпоксидной смолы фенольного типа и группы его производных. Они могут использоваться по отдельности или в сочетании.
В настоящем осуществлении «эпоксидная смола в узком смысле» содержится в количестве 70 частей по массе или более в составе, образующем связующую смолу, на 100 частей по массе суммы группы «эпоксидная смола в узком смысле», исключая массу компонента отвердителя и смазочного компонента в качестве другого компонента. То есть это делает эпоксидную смолу основным компонентом. В качестве более предпочтительного диапазона желательно, чтобы полифункциональная эпоксидная смола содержалась в количестве 70 частей по массе или более на 100 частей по массе общей массы «эпоксидной смолы в узком смысле».
Прежнее выражение «эпоксидная смола содержится в количестве 70 частей по массе или более» выглядит следующим образом. Настоящее осуществление ориентировано на твёрдую плёнку, имеющую твёрдость по шкале карандашной твёрдости 3H или более, как описано выше. Однако при выборе твёрдой плёнки с эпоксидной смолой часто одновременно возникает хрупкость. Поэтому выражение «эпоксидная смола содержится в количестве 70 частей по массе или более» означает, что другой компонент связующей смолы может содержаться при условии, что содержание другого компонента связующей смолы составляет менее 30 частей по массе. Чтобы получить твёрдую плёнку, предпочтительно укрепить трёхмерную сетчатую структуру. Поэтому содержание полифункциональной (имеющей более двух эпоксидных групп) эпоксидной смолы устанавливают равным 70 частей по массе или более. Термопластичная смола может быть выбрана в качестве другого компонента связующей смолы при условии, что содержание термопластичной смолы составляет менее 30 частей по массе, чтобы избежать слишком твёрдой и хрупкой связующей смолы, сформированной из эпоксидной смолы.
Плёнка покрытия из эпоксидной смолы в качестве конечного материала, сформированного путём (со)полимеризации форполимера и отверждающего агента, неизбежно становится хрупкой, если ей придать твёрдость. Чтобы избежать этой хрупкости, готовят подходящий агент в качестве агента для монополимерной эпоксидной смолы. Альтернативно, можно использовать смолу, полученную путём введения прочного скелета, такого как бензольное кольцо или молекулярная цепь, в основную цепь эпоксидной смолы. При этом в некоторых случаях гибкая цепь может быть введена путём модификации каучуком, модификации флуореном, модификации уретаном или т.п. самой эпоксидной смолы. Это предназначено для повышения прочности за счёт введения точки для снижения внутреннего напряжения в плёнку покрытия из эпоксидной смолы. Альтернативно, корректировка может быть выполнена путём введения термопластичного полимера в количестве менее 30 частей по массе. Это предназначено для улучшения ударной вязкости за счёт эффекта кавитации и т.п. путём введения термопластичного полимера в плёнку покрытия из эпоксидной смолы. Используемый в описании термопластичный полимер не имеет особых ограничений. В качестве термопластичного полимера может содержаться, например, полиацеталь (ПОМ), поликарбонат (ПК), полифениленсульфид (ПФС) или политетрафторэтилен (ПТФЭ) (тефлон (зарегистрированная торговая марка)).
Следует отметить, что массовое содержание эпоксидной смолы выражается в частях по массе, а не в массовых процентах и т.п. по следующей причине. По сути, в каждом агенте для эпоксидной смолы в качестве форполимера один активный водород реагирует с одной эпоксидной группой. Следует обратить внимание на то, что, когда отвердителем является амин, один активный водород соответствует почти эквиваленту амина. Таким образом, массовое соотношение компонентов определяется эпоксидным эквивалентом каждого форполимера и активным водородным эквивалентом отверждающего агента. Поэтому количество комбинаций эпоксидной смолы и отвердителя бесконечно. С другой стороны, массовое содержание эпоксидной смолы пропорционально количеству эпоксидной смолы после отверждения. По этой причине соотношение смешивания неясно, если оно не выражается с использованием массового количества эпоксидной смолы в качестве форполимера. Поэтому массовое содержание эпоксидной смолы определяется частях по массе.
Однако в случае латентного отвердителя сам отвердитель в действительности не нужен. Например, это тот случай, когда сама эпоксидная смола в качестве форполимера самополимеризуется в результате каталитической реакции анионной полимеризации латентного отверждающего агента. Примеры латентного отверждающего агента включают имидазол, третичный амин, дициандиамид и низкотемпературный и быстроотверждаемый полимеркаптан. Когда используются эти латентные отверждающие агенты, полимеризацию не обязательно проводят в соотношении 1:1. Однако в настоящем описании определение выполняется с использованием частей по массе эпоксидной смолы в качестве форполимера в качестве параметра для определения характеристик эпоксидной смолы.
При этом предпочтительно формировать плёнку покрытия путём нанесения средства кистью или механического нанесения средства при комнатной температуре. Поэтому средство должно быть жидким в диапазоне комнатной температуры. Кроме того, из соображений удобства средство предпочтительно относится к одножидкостному типу, а не к двухжидкостному. Кроме того, агент предпочтительно подвергается термической обработке и, таким образом, сополимеризуется с формированием плёнки без немедленного затвердевания после нанесения на поверхность резьбы.
Если вязкость средства слишком низкая, средство капает по резьбе сразу после нанесения средства на резьбовую часть. В случае внутренней резьбы существует серьёзная опасность того, что средство может накапливаться и оставаться в положении «шесть часов», а толщина плёнки может увеличиваться только в этой части. Также в случае наружной резьбы капли средства могут падать в положении «шесть часов», и средству может быть трудно оставаться в однородном состоянии до термообработки. Между тем, когда вязкость средства слишком высока, его невозможно наносить кистью. Кроме того, нанесение распылением не подходит, поскольку происходит засорение и т.п. Поэтому предпочтительный диапазон вязкости средства составляет 200 сП или более и 900 сП или менее (0,2 Па⋅сек или более и 0,9 Па⋅сек или менее). Однако даже когда вязкость самого средства слишком высока, за пределами этого диапазона, в настоящее осуществление включено средство, вязкость которого снижена за счёт добавления реакционноспособного разбавителя.
Отвердитель для эпоксидной смолы
В настоящем осуществлении отверждающий агент означает агент, который способствует реакции сшивки между сшиваемыми группами «эпоксидной смолы в узком смысле» в качестве форполимера.
Отверждающий агент конкретно не ограничен, и может быть использован любой отверждающий агент, обычно известный как отверждающий агент для эпоксидной смолы. Отверждающий агент конкретно не указывается при условии, что описанная выше твёрдая плёнка покрытия из эпоксидной смолы, имеющая карандашную твёрдость более 3H, достигается путём выбора эпоксидной смолы в узком смысле и выбора отверждающего агента.
Примеры отверждающего агента включают в качестве отверждающего агента на основе амина алифатический амин, полиэфирамин, алициклический амин и ароматический амин. Эпоксидная смола, полученная с помощью этих отвердителей, представляет собой полигидроксиамин. Примеры отвердителя на основе ангидрида кислоты включают додеценилянтарный ангидрид, полиадипиновый ангидрид, тетрагидрофталевый ангидрид, триалкилтетрагидрофталевый ангидрид и фталевый ангидрид. Эпоксидная смола, полученная с помощью этих отвердителей, представляет собой сложный полиэфир. Примеры отверждающего агента на основе фенола включают отверждающий агент на основе дигидроксифенила, а эпоксидная смола, полученная с использованием этих отверждающих агентов, представляет собой полигидроксиэфир. Примеры латентного отверждающего агента включают отверждающий агент на основе амина, такого как третичный амин или ароматический амин, имидазол и комплекс галогенированного борамина, и примеры эпоксидной смолы включают простой полиэфир.
Количество отверждающего агента, исключая латентный отвердитель, основано на смешивании количества, определяемого эквивалентом активного водорода каждого отверждающего агента, с эпоксидным эквивалентом эпоксидного агента в узком смысле. Следует обратить внимание на то, что, когда отверждающим агентом является амин, эквивалент активного водорода каждого отверждающего агента почти соответствует эквиваленту амина. Между тем, поскольку количество добавляемого латентного отвердителя изменяется в зависимости от скорости реакции, требуется только каждый раз соответствующим образом определять количество для смешивания.
В настоящем осуществлении, по существу, формируется плёнка твёрдого покрытия, имеющая карандашную твёрдость 3H или более. Поэтому предпочтительно использовать термореактивный отверждающий агент без использования отверждающего агента, который отверждает смолу при комнатной температуре. При использовании первого отвердителя плёнка покрытия имеет низкую температуру стеклования Tg и качество мягкой плёнки. При использовании последнего отвердителя плёнка покрытия имеет высокую температуру стеклования Tg и часто обладает подходящей термостойкостью и механической прочностью.
Ускоритель отверждения эпоксидной смолы
Ускоритель отверждения может быть использован в реакции между эпоксидной смолой в узком смысле слова и отверждающим агентом.
Хотя существует исключение, когда отверждающим агентом является ароматический амин, реакция отверждения протекает при нагревании отверждающего агента, но со многими отверждающими агентами реакция не протекает даже при нагревании отверждающего агента. В этом случае можно использовать ускоритель отверждения.
Когда в качестве отверждающего агента выбран отвердитель на основе ангидрида кислоты, отвердитель на основе фенола или латентный отвердитель на основе дициандиамида, в большинстве случаев отверждение невозможно осуществить, если не используется ускоритель отверждения.
Примеры ускорителя отверждения включают третичный амин и третичные амины, такие как диазаби-циклоундецен (DBU) или диазаби-циклонен (DBN), агент на основе имидазола, фосфин и трифенилфосфин (TPP), такой как соль фосфония. Количество добавляемого ускорителя отверждения составляет, например, 0,01 - 10 частей по массе на 100 частей по массе эпоксидной смолы в узком смысле (эпоксидная смола, составляющая форполимер). Однако необходимо изменить количество добавки в зависимости от ситуации. Количество добавки желательно составляет 0,1 - 3 частей по массе
Другие добавки
В настоящем осуществлении плёнка покрытия сформирована путём диспергирования твёрдого смазочного материала, в основном содержащего BN, в плёнке отверждённой эпоксидной смолы. Однако предпочтительно получить твёрдую плёнку (карандашная твёрдость 3H или более). Поэтому основной задачей является получение твёрдой плёнки покрытия из эпоксидной смолы. Кроме того, для повышения качества плёнки может быть добавлено стекловолокно или углеродное волокно. Кроме того, композиция смолы, согласно настоящему осуществлению, может дополнительно содержать поверхностно-активное вещество, эмульгатор, агент, снижающий эластичность, разбавитель, пеногаситель, сорбент ионов, и т.п.
Метод анализа твёрдости плёнки
В настоящем осуществлении оценивается карандашная твёрдость твёрдой плёнки. В частности, карандашную твёрдость измеряют методом, указанным в JIS K 5600-5-4 (1999). В стандарте JIS чётко указано, что этот стандарт является переводом стандарта «ISO/DIS 15184, Краски и лаки. Определение твёрдости плёнки методом карандашного испытания». Однако сам метод определения карандашной твёрдости оценивается на основе определения стандарта JIS. Твёрдость плёнки оценивается по шкале карандашной твёрдости, поскольку это оценка «царапания» карандашом и метод оценки твёрдости плёнки, вызванной «царапаньем», что аналогично поведению плёнки твёрдосмазочного покрытия, отслоившейся в наружной резьбе и внутренней резьбе соединения нефтегазопромысловых труб. Методы измерения твёрдости плёнки по Роквеллу, Виккерсу, Шору и Кнупу, вызываемые вдавливанием и иногда используемые в отношении плёнок покрытия и т.п., не подходят для тонкой плёнки покрытия и влияют на базовый слой. Поэтому в настоящем осуществлении используется карандашная твёрдость.
Поверхность, на которой сформирована плёнка твёрдосмазочного покрытия
Плёнка твёрдосмазочного покрытия согласно настоящему осуществлению используется, когда плёнка покрытия сформирована на одной или обеих из стороны муфты (сторона внутренней резьбы) и стороны ниппеля (сторона наружной резьбы) в соединении нефтегазопромысловых труб. Альтернативно плёнка твёрдосмазочного покрытия настоящего осуществления предпочтительно используется, хотя плёнка твёрдосмазочного покрытия настоящего осуществления сформирована на одной из стороны муфты (сторона внутренней резьбы) и стороны ниппеля (сторона наружной резьбы), и более мягкая плёнка, отличающаяся по типу от плёнки покрытия, сформирована на другой стороне.
В последнем случае карандашная твёрдость другого типа мягкой плёнки, сформированной на стороне, где плёнка покрытия настоящего осуществления не сформирована, более предпочтительно составляет 4В или менее. Поскольку плёнка покрытия из эпоксидной смолы согласно настоящему осуществлению представляет собой твёрдую плёнку, имеющую карандашную твёрдость 3H или более, твёрдость мягкой плёнки другого типа обеспечивает предпочтительные смазочные характеристики за счёт структуры плёнки с различной твёрдостью.
Первый представляет собой способ, использующий характеристики смазывания плёнки твёрдосмазочного покрытия, первоначально предусмотренной настоящим осуществлением. Последний является методом дальнейшего улучшения характеристик смазывания.
Можно ожидать, что характеристики смазывания дополнительно улучшатся за счёт повышения или смягчения твёрдости одной из плёнок по сравнению с плёнкой по настоящему осуществлению и размещения плёнок обращенными друг к другу вместо создания плёнок, имеющих подходящие характеристики смазывания, обращённых друг к другу для достижения смазывания. В ситуации (фаза 1), когда пикообразный крутящий момент возрастает во время свинчивания/развинчивания в условиях вибрации до тех пор, пока резьбы не войдут в зацепление друг с другом, как показано фиг. 2А и 2В, можно ожидать, что плёнка мягкого покрытия деформируется сама по себе, снижая поверхностное давление. Кроме того, поскольку плёнка твёрдого покрытия согласно настоящему осуществлению в основном содержит BN и плёнку покрытия из эпоксидной смолы, можно ожидать высокой смазывающей способности во всей области свинчивания/развинчивания соединения.
Способ изготовления плёнки твёрдосмазочного покрытия
Плёнка может быть сформирована путём одновременного нанесения средства до желаемой толщины и формирования плёнки путём нагрева или тому подобного.
Предпочтительно, вместо многократного выполнения основного нагрева способом формирования плёнки множество раз, предпочтительно выполнить временную термообработку (временную сушку) один или более раз при температуре ниже, чем температура основного нагрева, а затем выполнить основной нагрев для формирования плёнки. В этом случае толщина плёнки твёрдосмазочного покрытия при однократном нанесении устанавливается равной 50 мкм или менее, этап временной сушки выполняется между нанесениями, и плёнка покрытия формируется на сформированной плёнке покрытия и временно высушивается. Эти этапы выполняются в два или более этапов, включая формирование первой плёнки, а при окончательном формировании плёнки временная сушка не выполняется, а выполняется основной этап сушки. Примеры основного этапа сушки включают обжиг, инфракрасное облучение, ультрафиолетовое облучение, средства сушки, такие как горячий воздух, оставление плёнки в атмосфере и естественную сушку. Конечную общую толщину формируемой плёнки покрытия предпочтительно устанавливают в пределах 10 - 150 мкм. Временная сушка относится, например, к сушке, при которой отгоняется только часть (например, 30 - 70%) растворителя.
В настоящем осуществлении плёнку формируют с помощью средства на основе раствора, полученного путём растворения твёрдого смазочного материала, в основном содержащего BN, и связующей смолы, содержащей в основном эпоксидную смолу, в растворителе. Средство предпочтительно представляет собой высоковязкий агент, содержащий большое количество компонентов плёнки относительно растворителя. В этом случае, когда плёнка образуется за один раз, из-за влияния поверхностного натяжения вдоль структуры соединения нефтегазопромысловых труб жидкость имеет тенденцию вытягиваться, с небольшой толщиной на вершине резьбы, и жидкость имеет тенденцию скапливаться во впадинах профиля резьбы. Поэтому предпочтительно производить нагрев множество раз.
Однако, когда основной нагрев выполняется множество раз, адгезия между плёнками может быть слабой, и плёнки имеют тенденцию легко отделяться друг от друга. Поэтому предпочтительнее выполнить временный нагрев в состоянии, когда часть компонентов растворителя отогнана, снова повторить нанесение и временный нагрев, при проведении временного нагрева сформировать плёнку до получения необходимой толщины плёнки, а затем провести основной нагрев. Это связано с тем, что это эффективно обеспечивает однородность свойств плёнки и однородность толщины плёнки. Кроме того, с точки зрения коррозионной стойкости при формировании плёнки при многократном нанесении агента с меньшей вероятностью образуются микроотверстия, проходящие через всю плёнку. Это также эффективно.
Кроме того, основной нагрев предпочтительно выполнять двухстадийной термообработкой с целью усиления сшитой структуры эпоксидной смолы. Можно ожидать, что полная сшитая структура может быть сформирована путём проведения обработки первичного отверждения при температуре Tg или ниже для гелирования средства, а затем выполнения вторичного отверждения при температуре Tg или выше.
Следует отметить, что подробное описание твёрдого смазочного материала, содержащего BN в качестве основного компонента, связующей смолы, содержащей эпоксидную смолу в качестве основного компонента, и других добавок, относящихся к настоящему осуществлению, и способа моделирования условий в реальной скважине в качестве метода оценки будут уточнены ниже, а также их подходящие диапазоны. Настоящее осуществление может быть использовано не только для плёнки твёрдосмазочного покрытия, сформированной на резьбовом соединении нефтегазопромысловых труб, но также для средства для формирования плёнки покрытия и смазывания чего-либо иного, чем соединение нефтегазопромысловых труб. Далее описание будет сфокусировано на муфте (сторона с внутренней резьбой) и ниппеле (сторона с наружной резьбой). Однако предполагается, что включены соединение типа «резьба и муфта» (T&C) и соединение интегрального типа для нефтегазопромысловых труб.
Метод испытаний для моделирования условий испытаний в реальной скважине (новое лабораторное испытание)
В настоящем осуществлении, как описано со ссылкой на фиг. 2А - 4В, явление, вызванное смазыванием соединения нефтегазопромысловых труб, рассматривается в два этапа, то есть до того, как резьбы зацепятся друг с другом (фаза 1) и после того, как резьбы достаточно зацепятся друг с другом (фаза 2). Затем, принимая во внимание свинчивание/развинчивание (смазывание) на первой фазе (фаза 1), смазывание резьбы всесторонне оценивается, включая смазывание на второй фазе (фаза 2).
Если эта оценка не выполнена, хотя при оценке лабораторных испытаний это допустимо, в реальной скважине часто могут возникнуть проблемы. В реальной скважине большая нагрузка и несбалансированная нагрузка прикладываются до того, как резьбы зацепятся друг с другом. Поэтому плёнка твёрдосмазочного покрытия повреждается или отслаивается. В тяжёлых случаях плёнка может полностью отслоиться. На основании этого выбираются верхний и нижний пределы подходящего диапазона параметров настоящего осуществления.
Как описано выше, в случае плёнки твёрдосмазочного покрытия повреждения плёнки покрытия невозможно избежать путём свинчивания и т.п. до тех пор, пока резьбы не войдут в зацепление друг с другом. Затем на основе отслоившейся плёнки формируется вторичный продукт. Если этим вторичным продуктом забивается резьбовой зазор, происходит заедание. Поэтому если оценка смазывания не выполняется в условиях, соответствующих реальной скважине, существует опасение, что даже плёнка твёрдосмазочного покрытия, которая реально находится на неприемлемом уровне, будет ошибочно признана приемлемой. Когда оценка основана на такой неточной оценке, ограничение верхним и нижним пределами параметров, связанных с плёнкой твёрдосмазочного покрытия, и выбор подходящего диапазона не имеют смысла.
То есть невозможно точно определить плёнку твёрдосмазочного покрытия, если не принять во внимание, влияет ли на смазывание вторичный продукт, образующийся в результате повреждения или отслаивания плёнки твёрдосмазочного покрытия, то есть «вторичный продукт», подлежащий трансформации. В настоящем осуществлении оценку проводят с помощью нового лабораторного испытания с учётом таких результатов.
Следует обратить внимание на то, что если полагаться на оценку с помощью горизонтального ключа с коротким ниппелем или оценку с помощью вертикального ключа с коротким ниппелем (оценка с помощью обычного лабораторного испытания), то нет смысла оценивать плёнку твёрдосмазочного покрытия. В предыдущих ПТЛ иногда описывалось, что число раз свинчивания/развинчивания может достигать 15 - 20 даже для большого диаметра 9-5/8" или 13-3/8" в испытании смазывания на основе твёрдосмазочной плёнки. То есть даже в плёнке твёрдосмазочного покрытия результат не уступает результату жирообразного состава, но такое число раз практически невозможно в случае плёнки твёрдосмазочного покрытия. В плёнке твёрдосмазочного покрытия плёнка твёрдосмазочного покрытия, которая в основном обеспечивает смазывание, неизбежно соскабливается. Между тем, в случае жирообразного состава поверхность очищается и состав наносится заново каждый раз при свинчивании/развинчивании, и поэтому каждый раз вводится тяжёлый металл, такой как Pb или Zn, который в основном обеспечивает смазывание. Поэтому в случае большого диаметра с плёнкой твёрдосмазочного покрытия при свинчивании/развинчивании в реальной скважине уровень в 15 - 20 раз практически невозможен. Кроме того, что касается смазывания плёнкой твёрдосмазочного покрытия, утверждение о том, что число раз свинчивания/развинчивания может составлять 15 - 20, считается случаем, когда смазывание резьбы оценивается только в фазе 2 после достаточного зацепления резьб друг с другом, без прохождения фазы 1, в которой резьбы не зацеплены друг с другом. То есть считается, что оценка основана на использовании горизонтального или вертикального ключа с использованием короткого ниппеля, что часто встречается при обычном лабораторном испытания.
В настоящем осуществлении испытание выполняется с использованием конфигурации устройства, показанной на фиг. 5 на основе условий вышеупомянутого нового лабораторного испытания.
Новые лабораторные испытания основаны на оценке в условиях, которые могут обеспечить большую нагрузку во время свинчивания и несбалансированную нагрузку во время свинчивания/развинчивания. Например, в новых лабораторных испытаниях на этапе, на котором прикладывается большая нагрузка, соответствующая ниппелю реального размера, и устанавливается соединение, рассматривается вибрация до зацепления резьб друг с другом. Кроме того, на этапе развинчивания соединения учитывается тот факт, что резьбы отсоединяются друг от друга и возникает вибрация.
В новом лабораторном испытании используется вертикальный приводной ключ 4. Короткий ниппель 1 принимается в качестве испытуемого ниппеля. Однако можно приложить нагрузку к верхней части ниппеля 1 с помощью тяжёлого груза 3 и снять нагрузку. Короткий ниппель 1 и муфта 2 свинчиваются за счёт резьбовой части 1а ниппеля и резьбовой части 2а муфты.
При этом для моделирования ситуации, когда резьбы не вошли в зацепление друг с другом, устанавливается начальное временное положение свинчивания такое, чтобы из муфты 2 выступала половина от общего количества ниток резьбы 1а (см. фиг. 2В). Это одна из причин вибрации. Свинчивание начинается из этого состояния.
Во время свинчивания тяжёлый груз 3 прикрепляется к верхнему концу ниппеля 1, который является концом, противоположным резьбовой части для свинчивания с муфтой 2.
Масса тяжёлого груза 3 рассчитывается на основе ниппеля реального размера, имеющего внешний диаметр и толщину стенки ниппеля, чтобы представлять собой нагрузку, соответствующую одному - трём ниппелям реального размера. В случае ниппеля размером 9-5/8" 53,5# масса тяжёлого груза 3 составляет около одной тонны (2200 фунтов), масса одного ниппеля, или около трёх тонн (6600 фунтов), если масса соответствует трём соединённым ниппелям.
Как проиллюстрировано на фиг. 6, тяжёлый груз 3, показанный на фиг. 5, включает в себя корпус 3А тяжёлого груза и вставной стержень 13. Вставной стержень 13 соединен с нижней поверхностью корпуса 3А тяжёлого груза посредством сварки и расположен в осесимметричном положении относительно тяжёлого груза 3. Путём вставки вставного стержня 13 в ниппель 1 в свободно вставленном состоянии, тяжёлый груз прикреплён к ниппелю. Ссылочная позиция 1c обозначает поверхность внутреннего диаметра ниппеля 1.
Во вставном стержне 13 и ниппеле 1 заранее сформированы отверстия 1d и 13а, проходящие через ниппель 1 и вставной стержень 13, когда тяжёлый груз 3 прикреплён, как описано выше. Затем, как показано на фиг. 6, введением штока 12 в отверстия 1d и 13a, тяжёлый груз 3 и ниппель 1 соединяются.
Крюк 11 типа вертлюга прикрепляется к осевому центру верхней части тяжёлого груза 3 посредством сварки, и тяжёлый груз 3 подвешивается к потолочному подвесному устройству 20 с помощью подвесной цепи 21. В результате величину нагрузки тяжёлого груза на ниппель можно регулировать, регулируя уровень подъёма тяжёлого груза с помощью подвесного устройства 20.
Во время свинчивания подвесная цепь 21 разъединяется, к резьбе муфты прикладывается большая нагрузка, свинчивание происходит при скорости 5 - 20 об/мин до возрастания крутящего момента (фаза 1). Это имитация вибрации. При увеличении крутящего момента скорость вращения снижается до 0,5 - 2 об/мин и свинчивание осуществляется до положения свинчивания (фаза 2).
Между тем, при отсоединении (развинчивании) тяжёлый груз 3 поднимается подвесным устройством 20, и развинчивание выполняется в состоянии, когда нагрузка тяжёлого груза 3 не прикладывается. Что касается скорости вращения, то при увеличении крутящего момента развинчивание начинается со скорости вращения 0,5 - 2 об/мин, а когда крутящий момент достигает примерно 1/10 значения момента свинчивания, развинчивание производится при высокой скорости вращения 5 - 20 об/мин.
Здесь условия, более близкие к условиям реальной скважины, достигаются, когда нагрузка, создаваемая тяжёлым грузом 3 не прикладывается во время развинчивания. Эти данные основаны на экспериментальном факте, что оценка смазочных характеристик лучше в случае приложения нагрузки тяжёлого груза 3, чем в случае отсутствия нагрузки. То есть в результате реального наблюдения за экспериментом авторы изобретения обнаружили, что, когда развинчивание выполняется в состоянии, когда применяется тяжёлый груз, тяжёлый груз действует как балансир, и ниппель высвобождается прямо в состоянии завершения развинчивания без вибрации. Между тем, авторы изобретения обнаружили, что при уменьшении нагрузки, создаваемой тяжёлым грузом, то есть когда испытание проводится путём подъёма груза с целью уменьшения нагрузки, создаваемой тяжёлым грузом, до нуля, испытание можно проводить в условиях, когда вибрация ниппеля является сильной, и плёнка твёрдосмазочного покрытия может быть повреждена в ситуации, когда нагрузка снижается и соединение ослабевает, включая случай, когда нагрузка не совсем равна нулю.
В новом лабораторном испытании в вышеуказанных условиях можно смоделировать ситуацию, в которой вторичный продукт, полученный из компонента плёнки твёрдосмазочного покрытия, который попадает в резьбовой зазор из-за неизбежного отслаивания или тому подобного, не перемещается после свинчивания/развинчивания и засоряет определённые места, вызывая заедание, или ситуацию, при которой сама плёнка покрытия полностью отслаивается. В результате верхний и нижний пределы параметра, связанного с плёнкой твёрдосмазочного покрытия, могут быть заданы как соответствующие реальным условиям скважины. После завершения развинчивания была проведена оценка путём разделения резьбового участка ниппеля и резьбового участка муфты друг от друга и удаления фрагментов и т.п., образующихся из плёнки твёрдосмазочного покрытия на поверхностях резьбы, путём продувки воздухом, затем проверка поверхностей и снова продолжение свинчивания.
В настоящем осуществлении определены компоненты и т.п. для достижения характеристик смазывания, способных противостоять окружающей среде, которая может возникнуть в реальной скважине. Кроме того, верхний и нижний пределы определяются путём подтверждения в условиях, соответствующих условиям свинчивания/развинчивания в реальной скважине.
Новое лабораторное испытание в вышеуказанных условиях в дальнейшем также называется испытанием с ключом под нагрузкой.
В настоящем осуществлении, как описано со ссылкой на фиг. 2А - 4В, важно для рассмотрения разделить явление, возникающее при смазывании соединения нефтегазопромысловых труб, на две фазы и оценить смазывание резьбы с учётом свинчивания/развинчивания (смазывания) на начальном этапе. Если эта оценка не выполнена, хотя при оценке в лабораторных испытаниях это допустимо, в реальной скважине часто могут возникнуть проблемы. В реальной скважине существуют операции свинчивания/развинчивания, в основном ориентированные на смазывание в состоянии, когда возникает вибрация до того, как резьбы войдут в зацепление друг с другом, и свинчивание/развинчивание в основном сосредоточено на смазывании после того, как резьбы достаточно зацеплены друг с другом. В реальной скважине масса одного ниппеля реального размера или масса трёх соединенных ниппелей реального размера, в зависимости от ситуации. прилагается к внутренней резьбе на опорной стороне. Ниппель свинчивается не идеально прямо вертикально. В действительности соединение ниппеля изгибается в упругой зоне, имеет тенденцию быть слегка изогнутым и обязательно эксцентрично свинчивается за счёт вибрации на начальном этапе свинчивания и конечном этапе развинчивания. В случае приведённых выше горизонтальных и вертикальных ключей с коротким ниппелем плёнка твёрдосмазочного покрытия должна выдерживать ситуацию, в которой крутящий момент не является стабильным до тех пор, пока резьбы не зацепляются друг с другом, а иногда крутящий момент резко возрастает, как показано на оси (х) фиг. 4А.
Другое
Настоящее изобретение также может иметь следующие конфигурации.
(1) Средство для формирования плёнки твёрдосмазочного покрытия на резьбовой части нефтегазопромысловых труб, в котором твёрдый смазочный материал диспергирован в связующей смоле, связующая смола содержит форполимер и отвердитель, форполимер образован из одной или более эпоксидных смол, 70 частей по массе или более форполимера содержится на 100 частей по массе связующей смолы, эпоксидная смола, составляющая форполимер, имеет эпоксидный эквивалент 100 или более и 500 или менее, твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, BN имеет средний размер частиц 10 мкм или менее, а общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
(2) Средство включает компонент растворителя в количестве 30 частей по массе или более и 80 частей по массе или менее на 100 частей по массе суммы общей массы твёрдого смазочного материала и общей массы связующей смолы, исключая отвердитель.
(3) Средство включает ускоритель отверждения в количестве 0 частей по массе или более и 10 частей по массе или менее на 100 частей по массе общей массы средства.
(4) Эпоксидная смола, составляющая форполимер, имеет более двух эпоксидных групп (полифункциональная эпоксидная смола).
(5) Эпоксидная смола, составляющая форполимер, имеет шесть или менее эпоксидных групп.
(6) Эпоксидная смола, составляющая форполимер, имеет четыре или менее эпоксидных группы.
(7) Отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя.
(8) Эпоксидная смола, составляющая форполимер, имеет температуру стеклования Tg 100°C или выше.
(9) Вязкость средства составляет 20 мПа⋅сек или более и 2000 мПа⋅сек или менее.
(10) Нефтегазопромысловые трубы, имеющие плёнку смазочного покрытия, включающую плёнку твёрдосмазочного покрытия, на резьбовой части, при этом плёнка твёрдосмазочного покрытия образована путём диспергирования твёрдого смазочного материала в связующей смоле, причём связующая смола содержит эпоксидную смолу, отвержденную отвердителем, 70 частей по массе или более эпоксидной смолы содержится на 100 частей по массе связующей смолы, эпоксидная смола имеет эпоксидный эквивалент 100 или более и 500 или менее, твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, BN имеет средний размер частиц 10 мкм или менее, и общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
(11) Эпоксидная смола имеет более двух эпоксидных групп (полифункциональная эпоксидная смола).
(12) Эпоксидная смола имеет шесть или менее эпоксидных групп.
(13) Эпоксидная смола имеет четыре или менее эпоксидных группы.
(14) Отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя.
(15) Эпоксидная смола имеет температуру стеклования Tg 100°C или выше.
(16) Плёнка твёрдосмазочного покрытия имеет карандашную твёрдость 3H или более.
(17) Плёнка твёрдосмазочного покрытия имеет толщину от 10 мкм или более до 150 мкм или менее.
(18) Плёнка смазочного покрытия сформирована на затяжной поверхности резьбовой части по меньшей мере одного элемента из муфты и ниппеля.
(19) Плёнка смазочного покрытия имеет базовый слой между затяжной поверхностью резьбовой части и плёнкой твёрдосмазочного покрытия, причём базовый слой сформирован из слоя, полученного химической конверсионной обработкой, или слоя электроосажденного покрытия.
(20) Резьбовое соединение для нефтегазопромысловых труб, соединяющее муфту, имеющую внутреннюю резьбу, и ниппель, имеющий наружную резьбу, в котором нефтегазопромысловая труба по меньшей мере одного элемента из муфты и ниппеля образована нефтегазопромысловой трубой, имеющей плёнку смазочного покрытия, настоящего изобретения.
Примеры
Далее будут описаны примеры, основанные на настоящем осуществлении.
Критерии приемлемости
Сначала будут описаны критерии приемлемости поведения смазывания, основанные на числе раз свинчивания/развинчивания.
В критерии оценки, что касается размера обсадной трубы, те, которые можно было свинчивать и развинчивать три или более раз, считались приемлемыми, а те, которые можно было свинчивать и развинчивать пять раз, считались лучшими. Что касается размера насосно-компрессорных труб, то те, которые можно было свинчивать и развинчивать пять или более раз, считались приемлемыми, а те, которые можно было свинчивать и развинчивать десять или более раз, считались лучшими. Размер обсадной трубы указан в соответствии с определением ISO 13679. При этом, что касается насосно-компрессорных труб, то приемлемыми считались те, которые можно было свинчивать и развинчивать пять и более раз, что является более низким критерием, чем определение ISO 13679.
Понятно, что число раз M/B с использованием твёрдосмазочного покрытия хуже, чем при смазывании с обычным жирообразным составом. Это также признается в нефтегазовой отрасли.
Как описано выше, определение ISO 13679 может быть простой целью, если испытание на свинчивание/развинчивание выполняется просто с использованием короткого ниппеля из состояния, когда резьбы зацеплены друг с другом. Однако в настоящем осуществлении оценка была выполнена с помощью «испытания с ключом под нагрузкой (новое лабораторное испытание)», чтобы смоделировать состояние, в котором прилагается большая нагрузка и несбалансированная нагрузка, а также вибрация, при которой нити резьбы не зацеплены друг с другом, получается другое, близкое к состоянию, которое реально может возникнуть в скважине.
В следующем описании используются 9-5/8"53,5#, 9-5/8"43,5# и 7"29#. Во многих случаях, поскольку используется размер, с которым применяется обсадная труба, те, которые могут быть свинчены и развинчены три или более раз считаются приемлемыми, а те, которые могут быть свинчены и развинчены пять раз, считаются лучшими, как описано выше.
В качестве условия приложения нагрузки в виде трёх соединенных ниппелей в экспериментальном случае 9-5/8"53,5# было проведено испытание с использованием тяжёлого груза массой в три тонны. В 9-5/8"43,5# № и 7"29#, исследования проводились с использованием тяжёлого груза массой 2,5 тонны и одна тонна, соответственно.
Что касается исходного положения свинчивания, то свинчивание осуществлялось от состояния, когда соединение было свинчено только до положения, когда половина общего количества нитей резьбы ниппеля выходила из резьбы муфты, то есть резьбы были не зацеплены друг с другом. То есть свинчивание выполнялось с помощью устройства, показанного на фиг. 5 и 6. Испытание проводилось в состоянии, когда нагрузка была приложена во время свинчивания и не приложена во время развинчивания.
Если испытание проводится в условиях нагрузки с использованием тяжёлого груза во время развинчивания, когда используется короткий ниппель, к которому присоединён тяжёлый груз, ниппель поднимается прямо из положения свинчивания в отличие от ниппеля реального размера реальной скважины. Поскольку тяжёлый груз выполняет функцию балансира, вибрации не возникает. Поскольку ниппель реального размера из-за своей большой длины слегка изгибается, по мере постепенного перемещения резьбы и без зацепления друг с другом возникает вибрация и высокая склонность к разрушению плёнки твёрдосмазочного покрытия. Поэтому при оценке смазывания с использованием ключа под нагрузкой испытание проводилось без приложения нагрузки во время развинчивания и моделировалась вибрация, возникающая в ситуации, когда резьбы не зацеплены друг с другом. Кроме того, отсутствие нагрузки не обязательно означает, что нагрузка равна нулю. Испытание проводили путём подъёма тяжёлого груза с помощью кран-балки или чего-либо подобного, так что нагрузка, создаваемая тяжёлым грузом, не прикладывалась. Следует обратить внимание на то, что испытание для подтверждения числа раз свинчивания/развинчивания с использованием ключа под нагрузкой проводилось два или более раз. Соответствует или нет число раз свинчивания/развинчивания в каждом испытании критериям приемлемости определяют и оценивают на основе того, какое число раз соответствует критериям приемлемости.
Пример 1
Далее Пример 1, основанный на настоящем осуществлении, будет описан со ссылкой на таблицы.
В этом примере, главным образом, плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия, сформирована на затяжной поверхности 10 резьбового соединения нефтегазопромысловых труб, и оценивают является ли приемлемой плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия. В этом примере испытание на свинчивание/развинчивание проводили в условиях, представленных в таблицах 1 - 4, и оценивали, является ли плёнка смазочного покрытия приемлемой.
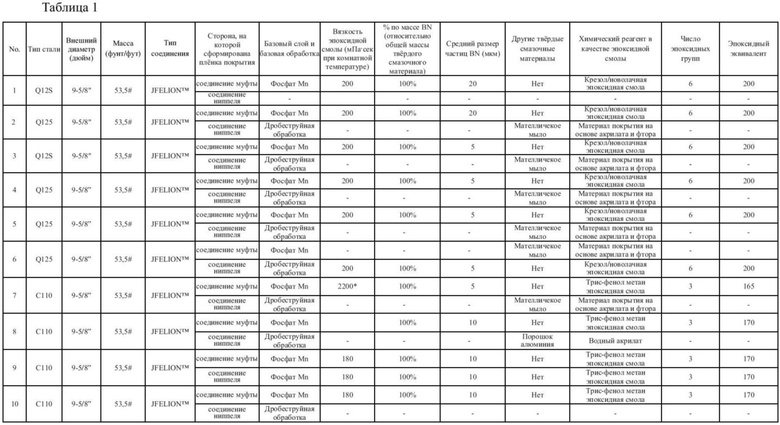
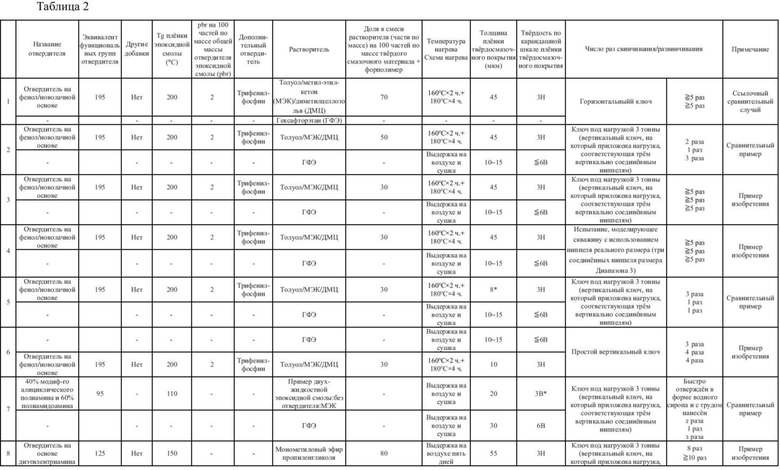

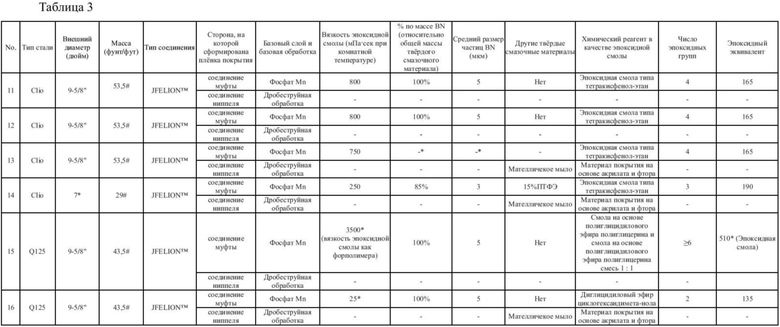
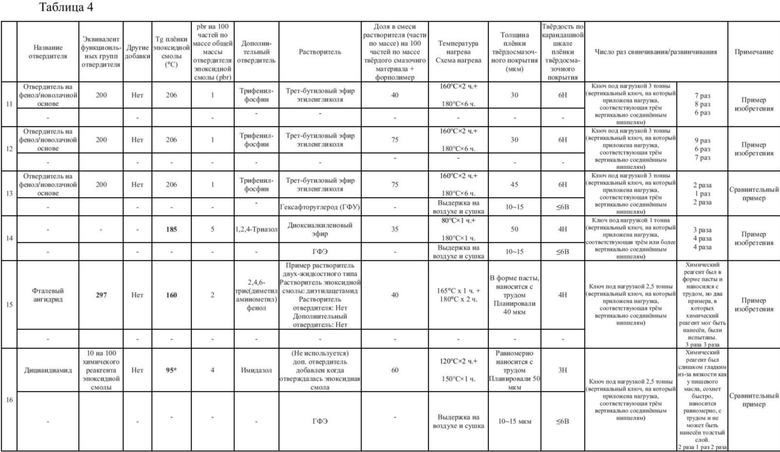
В таблицах №№ 1 - 4 приведены результаты испытаний, проведённых с использованием марки стали: материал высокопрочной углеродистой стали, Q 125, размер соединения: 9-5/8"53,5# и муфта JFELION™.
В №№ 1 - 4 плёнка твёрдосмазочного покрытия была сформирована на стороне соединения муфты путём формирования эпоксидной смолы, в основном содержащей BN. Кроме того, №№ 1 - 4 являются примерами, в которых сторона ниппеля была подвергнута дробеструйной обработке и оставлена необработанной, или на стороне ниппеля была сформирована мягкая смазочная и антикоррозийная краска.
В качестве эпоксидной смолы использовали эпоксидную смолу типа крезол/новолак, имеющую шесть эпоксидных групп и эпоксидный эквивалент 200. В качестве отвердителя использовали отвердитель на основе фенола/новолака, имеющий эквивалент функциональной группы отвердителя, то есть эквивалент активного водорода, 195. В качестве отверждающей добавки использовали трифенилфосфин (ТФФ), и 2 части по массе (2 pbr) отверждающей добавки смешивали с 100 частями по массе общей массы эпоксидной смолы и отвердителя, чтобы вызвать отверждение. Термическую обработку проводили при 160°С в течение двух часов + при 180°С в течение четырёх часов. Следует обратить внимание на то, что эпоксидная смола имела карандашную твёрдость 3H в качестве твёрдости плёнки.
Следует обратить внимание на то, что в таблицах соединение муфты представлено соединением муфты, а соединение ниппеля представлено соединением ниппеля.
№ 1 представляет собой пример, в котором размер BN твёрдого смазочного материала составляет 20 мкм, что превышает заданный размер в 10 мкм, и толщина плёнки составляет 45 мкм. № 1 представляет собой пример, в котором испытание на свинчивание/развинчивание соединения нефтегазопромысловых труб проводилось с помощью горизонтального ключа. Поскольку масса ниппеля не создавала нагрузку на муфту и выполнялась осевая регулировка, № 1 является идеальным состоянием, при котором свинчивание производится в симметричном положении. № 1 представляет собой пример, в котором испытание на свинчивание/развинчивание может быть выполнено без каких-либо особых проблем. Однако, несмотря на то что BN не соответствовал стандарту, число раз свинчивания/развинчивания, равное пяти или более, было достигнуто, поскольку оценка испытания была нестрогим условием по сравнению с условием свинчивания/развинчивания в реальной скважине.
Между тем, № 2 представляет собой случай, когда материал покрытия на основе фтора и акрилата был нанесён на соединение ниппеля при том же состоянии плёнки на муфте, что и в № 1. № 2 является результатом испытания на свинчивание/развинчивание в условиях, когда с помощью вертикального ключа был приложен тяжёлый груз массой в три тонны, как показано на фиг. 5, то есть условие нового лабораторного испытания. Как описано в начале примеров, свинчивание/развинчивание выполняли путём приложения нагрузки во время свинчивания и снятия нагрузки во время развинчивания (включая ослабление нагрузки). Следует обратить внимание на то, что нагрузка в три тонны моделирует три соединённые ниппели реальной длины.
В № 2 число раз свинчивания/развинчивания было меньше требуемого числа раз. В реальной скважине масса ниппеля прикладывается к соединению муфты, ниппель не установлен в симметричном положении и прямо относительно центра муфты, а установлен так, что ось ниппеля изгибается. Кроме того, поскольку до зацепления резьб друг с другом возникает «люфт», к резьбе муфты прилагается большая нагрузка и несбалансированная нагрузка. В таких условиях, близких к реальной скважине, когда средний размер частиц BN твёрдого смазочного материала превышает верхний предел в 10 мкм, число раз свинчивания/развинчивания не соответствует стандарту.
№ 3 представляет собой пример, в котором средний размер частиц BN в плёнке твёрдосмазочного покрытия на соединении муфты был изменён по сравнению с № 2. В частности, № 3 представляет собой пример, в котором средний размер частиц BN равен 5 мкм в пределах стандартного диапазона. Другие параметры также корректируются в рамках настоящего изобретения. В № 3 число раз свинчивания/развинчивания соответствует стандарту и в испытании с ключом под нагрузкой. Было отмечено, что достаточное смазывание может поддерживаться даже в реальной скважине.
№ 4 представляет случай, когда использовались те же условия, что и в № 3, за исключением того, что испытание на свинчивание проводилось в моделируемой скважине. № 4 был разработан таким образом, чтобы не оказывать воздействия на соединение муфты при установке соединения ниппеля с помощью направляющей с использованием трёх соединённых между собой ниппелей реальной длины. Кроме того, № 4 был разработан для того, чтобы с помощью компенсатора не допускать колебания соединения ниппеля больше, чем необходимо. Это результат моделирования ситуации в реальной скважине. № 4 демонстрирует хорошую смазывающую способность и дал тот же результат, что и в случае № 3. Этот результат указывает на то, что испытание с использованием ключа под нагрузкой, в котором реализован новый метод лабораторных испытаний, может моделировать ситуацию в реальной скважине.
№ 5 представляет пример, когда толщина плёнки составляет 8 мкм, что менее нижнего предельного значения 10 мкм, по сравнению с №№ 3 и 4. № 5 представляет пример, когда затруднительно выполнить свинчивание/развинчивания, и это было оценено как несоответствующий результат.
№6 представляет пример, когда плёнка в условиях №№ 1 - 5 была сформирована не на соединении муфты, а на соединении короткого ниппеля с толщиной плёнки 10 мкм. Использовался просто вертикальный ключ, и конструктивно к верхней части муфты не прикладывался тяжёлый груз. Было обнаружено, что даже когда взаимное расположение плёнки покрытия между соединением муфты и соединением ниппеля меняется на противоположное, достаточное число раз свинчивания/развинчивания обеспечивается в рамках стандарта настоящего изобретения.
Из №№ 3 и 6 ясно, что подходящие смазочные свойства проявляются в случае, когда плёнка покрытия из эпоксидной смолы на основе BN сформирована на соединении муфты, а мягкий материал покрытия нанесен на соединение ниппеля, и наоборот, в случае, когда плёнка покрытия из эпоксидной смолы на основе BN сформирована на соединении ниппеля, а на соединении муфты нанесён мягкий материал покрытия.
№ 7 представляет пример, когда испытание проводилось с использованием марки стали: углеродистая сталь, кислостойкий материал C 110, размер соединения: 9-5/8"53,5# и муфта JFELION™. Плёнка твёрдосмазочного покрытия была сформирована на соединении муфты путём формирования эпоксидной смолы, в основном содержащей BN. № 7 является примером, в котором соединение ниппеля было подвергнута дробеструйной обработке, а на поверхности после дробеструйной обработки была сформирована мягкая смазочная и антикоррозийная краска. Только этот пример плёнки твёрдосмазочного покрытия соединения муфты представляет двухжидкостный смешанный тип. В качестве эпоксидной смолы использовалась эпоксидная смола типа бисфенола А, имеющая четыре эпоксидные группы и эпоксидный эквивалент 220. Модифицированный алициклический полиамин и полиамидоамин, которые являются отвердителями, были растворены в растворителе в массовом соотношении 4 : 6. Эквивалент функциональной группы отвердителя в целом, то есть эквивалент активного водорода, составлял 95. Поэтому смешивание проводили таким образом, чтобы вызывать реакцию, в то время как эпоксидная смола типа бисфенола А имела эпоксидный эквивалент 185. Это мягкая поверхность, твёрдость плёнки которой составляет 3B, что ниже стандартного нижнего предела. Кроме того, из-за двухжидкостного типа по мере перемешивания смесь имела тенденцию к быстрому затвердеванию, имела форму водного сиропа и имела целевую толщину плёнки 50 мкм. Однако сложно было сказать, что плёнка однородная. Это пример (сравнительный пример), когда число раз свинчивания/развинчивания было недостаточным.
№№ с 8 по 10 представляют собой случаи, когда испытание проводилось с использованием марки стали: углеродистая сталь, кислостойкий материал C 110, размер соединения: 9-5/8"53,5# и муфта JFELION™. Формировалась плёнка твёрдосмазочного покрытия на соединении муфты путём формирования эпоксидной смолы, в основном содержащей BN. №№ 8 - 10 являются примерами, в которых соединение ниппеля было подвергнуто дробеструйной обработке, а на поверхности после дробеструйной обработки была сформирована мягкая смазочная и антикоррозионная краска. В качестве смолы использовали эпоксидную смолу трисфенол-метанового типа, имеющую три эпоксидные группы и эпоксидный эквивалент 185. В №№ 8 - 10 в качестве отверждающего агента использовался отверждающий агент на основе диэтилентриамина, имеющий эквивалент функциональной группы, то есть эквивалент активного водорода, 125, отверждение осуществляли без смазочной добавки, и температура стеклования Tg составляла 150°C. №№ 8 - 10 представляют примеры, в которых толщина плёнки составляла 55 мкм, а твёрдость по карандашной шкале составляла 3H. № 8 представляет пример, когда плёнка покрытия из эпоксидной смолы была сформирована на соединении муфты, а на соединение ниппеля была нанесена мягкая смазочная и антикоррозионная краска, а число раз свинчивания/развинчивания было равно или более заданного числа раз.
№ 9 представляет случай, когда плёнка покрытия из эпоксидной смолы была сформирована не только на соединении муфты, но и на соединении ниппеля, и этот случай также является случаем, когда число раз свинчивания/развинчивания было равно или более заданного числа раз.
При сравнении №№ 8 и 9 друг с другом № 8 превосходит по числу раз свинчивания/развинчивания. Указывается, что смазывание лучше, когда одно соединение имеет твёрдую плёнку покрытия из эпоксидной смолы, содержащей BN, с твёрдостью 3H или более, как указано в изобретении, а другое соединение имеет мягкую плёнку.
№ 10 представляет пример, когда соединение ниппеля не имело плёнки и было подвергнуто только дробеструйной обработке. Понятно, что BN в качестве твёрдого смазочного материала содержится в пределах, определённых настоящим осуществлением, и плёнка покрытия из эпоксидной смолы имеет соответствующие смазочные характеристики.
№№ 11 - 13 представляют примеры, когда испытание проводилось с использованием марки стали: углеродистая сталь, кислостойкий материал C 110, размер соединения: 9-5/8"53,5# и муфта JFELIONTM. Формировалась плёнка твёрдосмазочного покрытия на соединении муфты путём формирования эпоксидной смолы с изменением состояния твёрдого смазочного материала BN. №№ 11 - 13 являются примерами, в которых соединение ниппеля было подвергнуто дробеструйной обработке, а на поверхности после дробеструйной обработки была сформирована мягкая смазочная и антикоррозийная краска. В качестве эпоксидной смолы использовалась эпоксидная смола тетракисфенолэтанового типа, имеющая четыре эпоксидные группы и эпоксидный эквивалент 165. В качестве отверждающего агента использовался отвердитель на основе фенола/новолака, имеющий эквивалент функциональной группы, т.е. эквивалент активного водорода, 206. Это пример, когда в качестве средства отверждения использовался трифенилфосфин (ТФФ). Это пример, когда эпоксидная смола формировалась на соединении муфты в результате изменения состояния твёрдого смазочного материала BN.
№№ 11 и 12 представляют примеры, в которых соединение ниппеля было подвергнуто только дробеструйной обработке. № 13 представляет случай, когда был нанесён материал покрытия F на основе акрилата, содержащий металлическое мыло. Разница между №№ 11 и 12 заключается в толщине плёнки и доле растворителя в смеси, но оба №№ 11 и 12 представляют собой случаи, когда смазывание соответствующее.
№ 13 представляет пример, когда BN не добавлялся, и является примером, в котором число раз свинчивания/развинчивания не удовлетворяет критериями приемлемости, потому, что не содержится твёрдый смазочный материал.
№ 14 представляет случай, когда испытание проводилось с использованием марки стали: углеродистая сталь, кислостойкий материал C 110, размер соединения: 7"29# и муфта JFELION™. На соединении муфты была сформирована плёнка твёрдосмазочного покрытия путём формирования эпоксидной смолы при условии, что твёрдый смазочный материал BN содержался в количестве 85%, а ПТФЭ в качестве другого твёрдого смазочного материала содержался в количестве 15%. № 14 представляет пример, в котором соединение ниппеля подверглось дробеструйной обработке и на поверхности после дробеструйной обработки была сформирована мягкая смазочная и антикоррозионная краска. В качестве эпоксидной смолы использовалась эпоксидная смола типа глицидилового эфира, имеющая три эпоксидные группы и эпоксидный эквивалент 190. Это пример плёнки покрытия из самополимеризующейся эпоксидной смолы, в которую добавлено 5 частей по массе 1,2,4-триазола на 100 частей по массе общей массы твёрдого смазочного материала и массы эпоксидной смолы в качестве форполимера для формирования эпоксидного катализатора самополимеризационного типа. В № 14 смазывание может рассматриваться как приемлемое в плёнке покрытия, сформированной в пределах параметра, соответствующего стандарту настоящего изобретения.
№№ 15 и 16 представляют примеры, когда вязкость реагента выходит за пределы подходящего диапазона. №№ 15 и 16 представляют примеры, когда испытание проводилось с использованием марки стали: углеродистая сталь, кислостойкий материал C 110, размер соединения: 9-5/8"43,5# и муфта JFELION™. Плёнка покрытия из эпоксидной смолы, содержащая BN, была сформирована на соединении муфты. В № 15 соединение ниппеля было подвергнута дробеструйной обработке и оставлено как есть. В № 16 соединение ниппеля было подвергнуто дробеструйной обработке и смола на основе фтора и акрилата нанесена на соединение ниппеля.
В № 15 в качестве эпоксидной смолы использовалась смесь смолы на основе полиглицерин-полиглицидилового эфира и смолы на основе полиглицерин-полиглицидилового эфира в соотношении 1:1. В качестве отвердителя использовали фталевый ангидрид. В качестве ускорителя отверждения добавляли ДМП-30, то есть 2,4,6-трис(диметиламинометил)фенол, в количестве 5 частей по массе на 100 частей по массе суммы общей массы твёрдого смазочного материала и общей массы эпоксидной смолы. Это пример, когда вязкость эпоксидной смолы составляет 3500 мПа·с, что значительно превышает верхний предел стандарта. Поскольку вязкость слишком высока, недостатком является то, что эпоксидную смолу трудно качественно и равномерно нанести в виде пасты. Однако число раз свинчивания/развинчивания составляло три раза для каждого из двух примеров, в которых можно было нанести эпоксидную смолу. Таким образом, этот пример считается примером настоящего изобретения.
№ 16 представляет пример, когда в качестве эпоксидной смолы использовали диглицидиловый эфир циклогександиметанола, в качестве отверждающего агента использовали дициандиамид, а в качестве ускорителя отверждения использовали имидазол. Это пример, когда вязкость эпоксидной смолы составляет 25 мПа⋅сек, что значительно ниже нижнего предела стандарта. В № 16 эпоксидная смола имела вязкость, подобную пищевому маслу, и наблюдалась тенденция, что даже при нанесении эпоксидной смолы она не оставалась там и накапливалась в положении «шесть часов». Даже когда была предпринята попытка нанести эпоксидную смолу во время вращения ниппеля, эпоксидная смола накапливалась в положении «шесть часов» перед нагревом, и в результате плёнка имела малую толщину 25 мкм и не могла быть однородной плёнкой. Поэтому можно определить, что смазывание не было соответствующим. Кроме того, это тот случай, когда Tg плёнки эпоксидной смолы также выходит за пределы подходящего диапазона. Поэтому испытание на свинчивание/развинчивание было опробовано трижды, но у № 16 результаты были и два раза, и один раз, и трижды, что нельзя назвать подходящим. № 16 соответствует сравнительному примеру.
Пример 2
Пример 2 представляет оценку коррозионной стойкости с помощью испытания на распыление водного раствора соли.
Среди случаев, проиллюстрированных в Примере 1, были выбраны №№ 3, 8, 11 и 14, были подобраны условия под соединение на основе углеродистой стали для нефтегазопромысловых труб, и с ним было выполнено распыление водного раствора соли.
В качестве материала для этого испытания на распыление водного раствора соли был вновь сформирован образец соединения.
Испытание проводили с использованием обычного тонкого стального листа из мягкой стали/холоднокатаного листа со срезанными краями (SPCC) толщиной 0,8 мм в качестве сравнительного примера (условие А).
В соединении нефтегазопромысловых труб обе резьбы были свинчены и один раз развинчены с помощью протектора. Затем водный раствор соли распыляли на образцы, оставленные в исходном состоянии (№№ 3-2, 8-2, 11-2 и 14-2), а также образцы, к которым снова прикрепили протектор и которые были свинчены (соответствующие второму свинчиванию: №№ 3-3, 8-3, 11-3 и 14-3). После этого было проведено испытание на коррозию в условиях, когда образцы наблюдались рядом друг с другом (бок о бок), то есть рядом друг с другом в состоянии, когда образцы не стояли.
В качестве соединения ниппеля использовался образец, имеющий только резьбу, и резьба один раз свинчивалась и развинчивалась с протектором. Имидная лента была прикреплена снаружи, где протектор не был прикреплен снова, чтобы предотвратить попадание воды в трубу.
Подробные условия следующие.
Состояние плёнок твёрдосмазочного покрытия №№ 3-2 и 3-3, 8-2 и 8-3, 11-2 и 11-3, 14-2 и 14-3 соответствуют условиям №№ 3, 8, 11 и 14 примера 1, соответственно.
Условия распыления водного раствора соли
Условия распыления водного раствора соли следующие.
Условия распыления: JIS K 5600-7-1.
Концентрация водного раствора соли: 5 ± 0,5 мас.%.
Температура: 35°С
Влажность: 98 - 99%
Расход распыления: 1 - 2 мл/час/80 см2.
pH: 6,5 - 7,2
Время: 24 часа
Значение этого метода испытаний заключается в следующем. Соединение для нефтегазопромысловых труб отгружается после того, как его конец снабжён протектором, и часто хранится во дворе рядом со скважиной. Таким образом, состояние, в котором на соединение распыляется водный раствор соли, представляет среду, близкую к условиям реального использования. Состояние, когда протектор не прикреплён, означает более серьёзное состояние, когда защитное устройство снято. Пример тонкого листа SPCC представляет пример, когда свинчивание/развинчивание не производится с протектором, в котором коррозионная стойкость самой плёнки соблюдается за счёт формы соединения.
Результаты представлены в таблице 5.
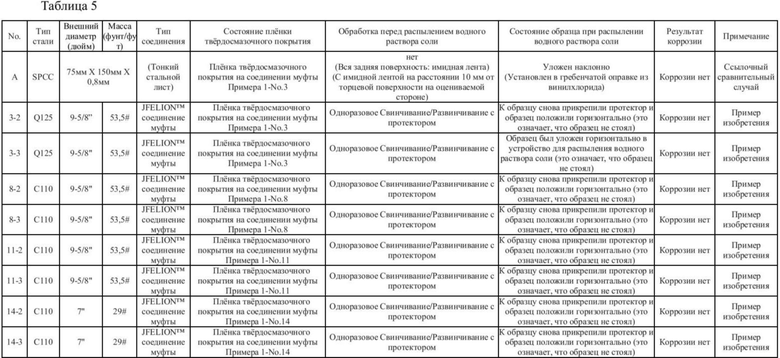
Как видно из таблицы 5, было обнаружено, что ни один из №№ 3-2, 3-3, 8-2, 8-3, 11-2, 11-3, 14-2 и 14-3, включая № А в качестве сравнительного примера не подвергается коррозии при распылении водного раствора соли и обладает достаточной коррозионной стойкостью.
Предполагается, что это связано с тем, что эти образцы имеют твёрдую плёнку 3H, эти образцы не повреждаются фатально, даже если эти образцы свинчивались и развинчивались с протектором, и сам BN является водоотталкивающим и не впитывает воду.
Здесь всё содержание заявки на патент Японии № 2021-91463 (поданной 31 мая 2021 г.), приоритет которой испрашивается настоящей заявкой, является частью настоящего раскрытия посредством ссылки. Хотя описание было сделано со ссылкой на ограниченное количество осуществлений, но объём прав не ограничивается ими, и модификации каждого осуществления, основанные на приведённом выше раскрытии, понятны для специалистов в данной области техники.
Список ссылочных позиций
1 Испытуемый ниппель
1а Наружная резьба
1c Поверхность внутреннего диаметра
1d Сквозное отверстие
2 Муфта (соединение)
2а Внутренняя резьба
3 Тяжёлый груз
4 Приводной ключ
10А Плёнка твёрдосмазочного покрытия
10B Базовый слой
11 Крепление крюка (типа вертлюга)
12 Шток
13 Вставной стержень
20 Грузоподъёмное устройство (кран)
21 Цепь (подвесная цепь)
| название | год | авторы | номер документа |
|---|---|---|---|
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2831424C2 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2834697C2 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ, РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2837894C2 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| Резьбовое соединение с сухим смазочным покрытием | 2017 |
|
RU2671759C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ ИЛИ ТРУБОК И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ ИЛИ ТРУБОК | 2018 |
|
RU2729482C1 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ РЕЗЬБЫ И СТЕКЛОПЛАСТИКОВАЯ ТРУБА С РЕЗЬБОЙ, ИЗГОТОВЛЕННОЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2011 |
|
RU2460746C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СОСТАВ ДЛЯ ФОТООТВЕРЖДАЕМОГО ПОКРЫТИЯ | 2015 |
|
RU2647282C1 |
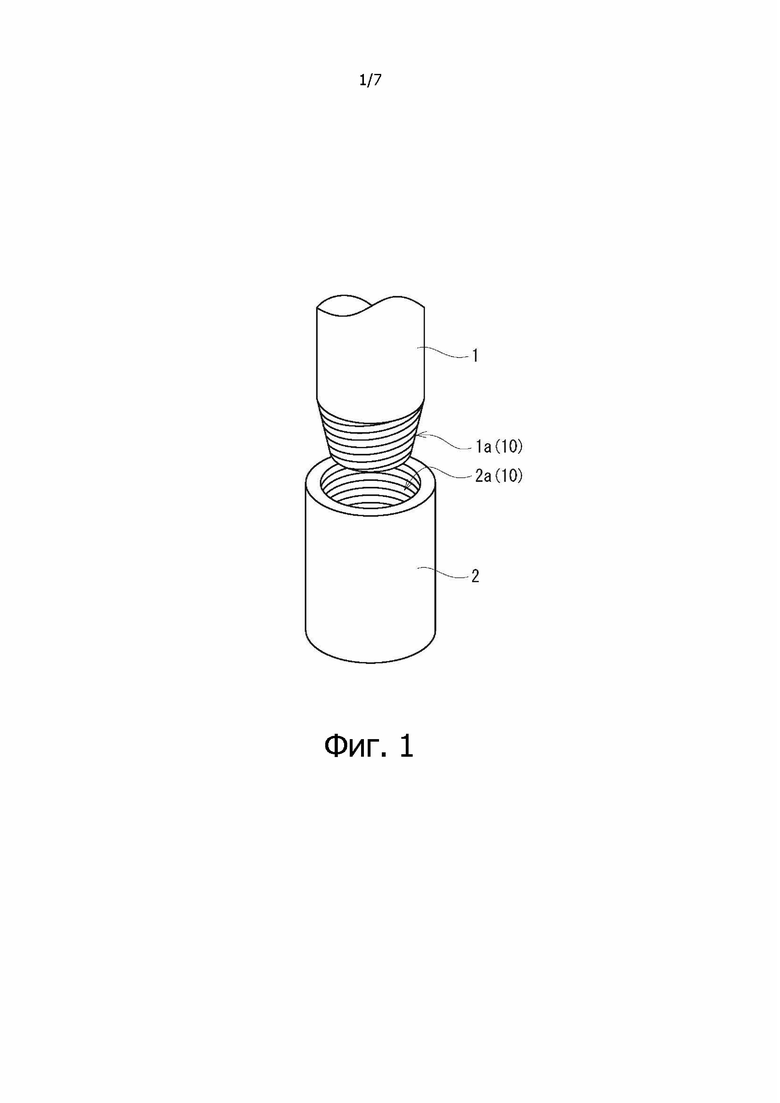
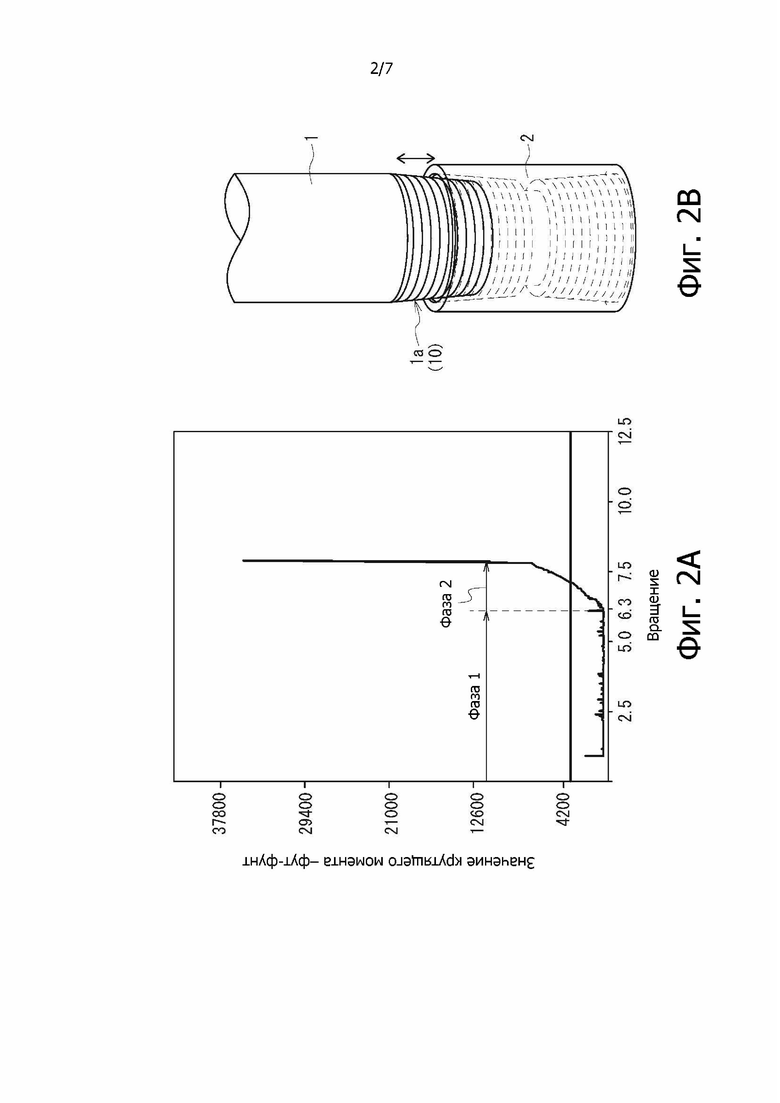
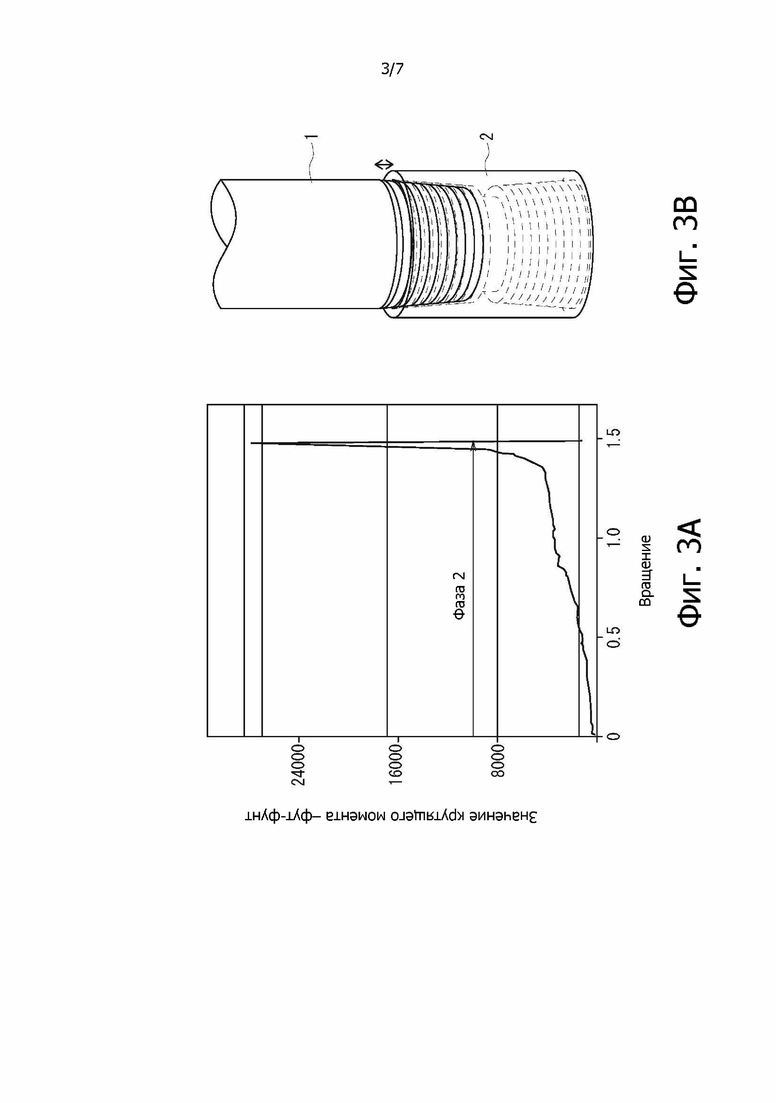
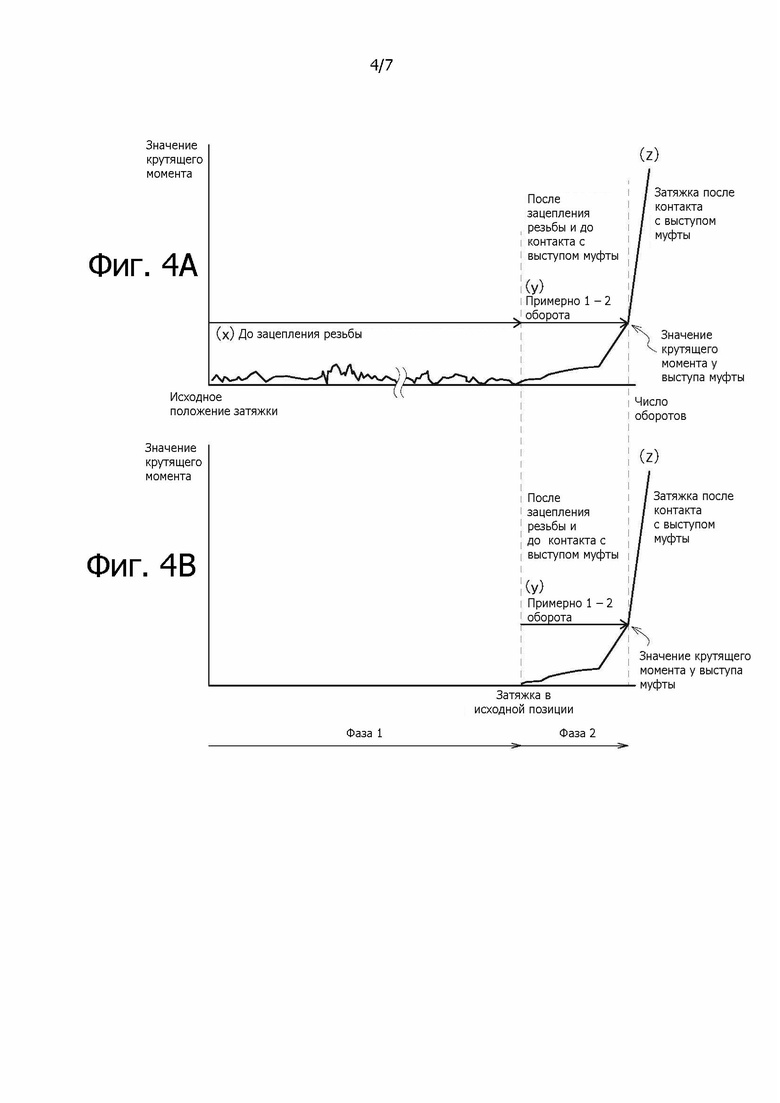
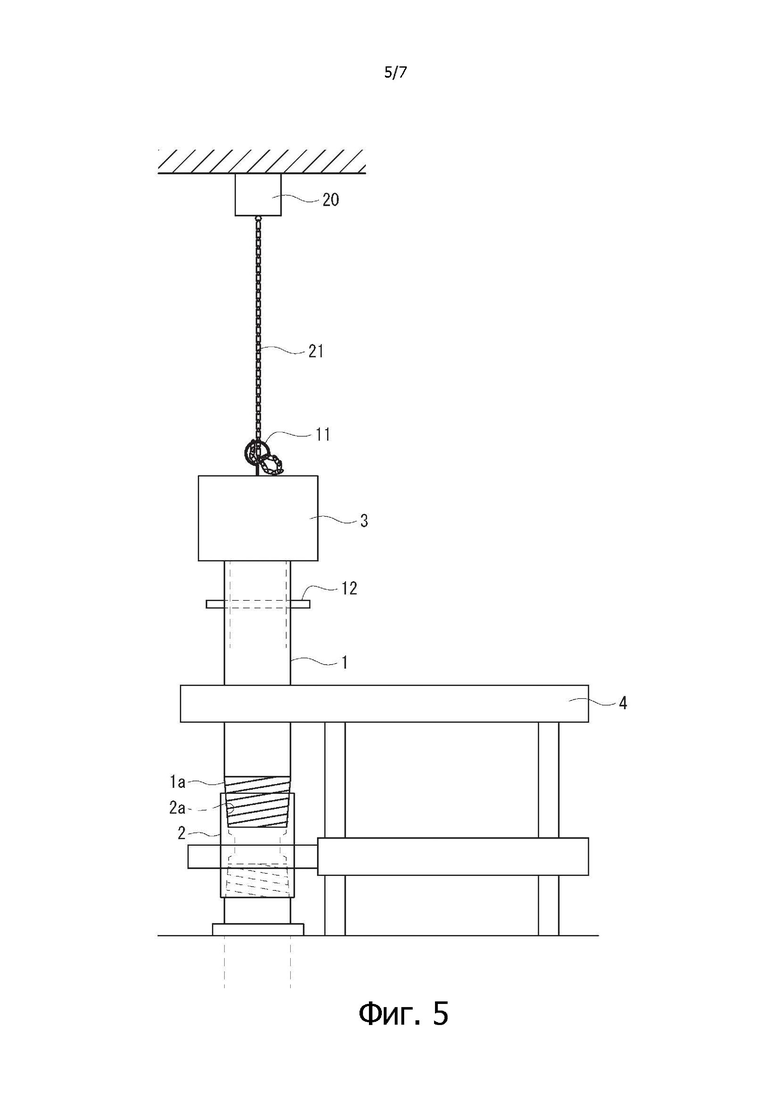
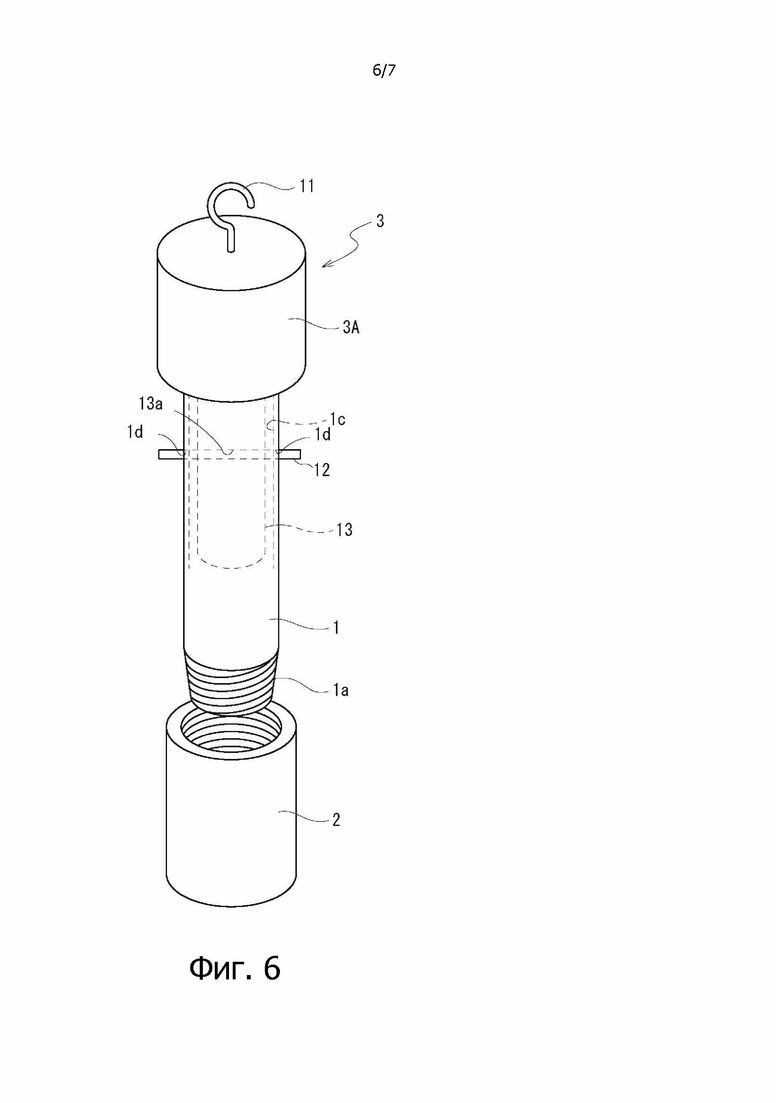
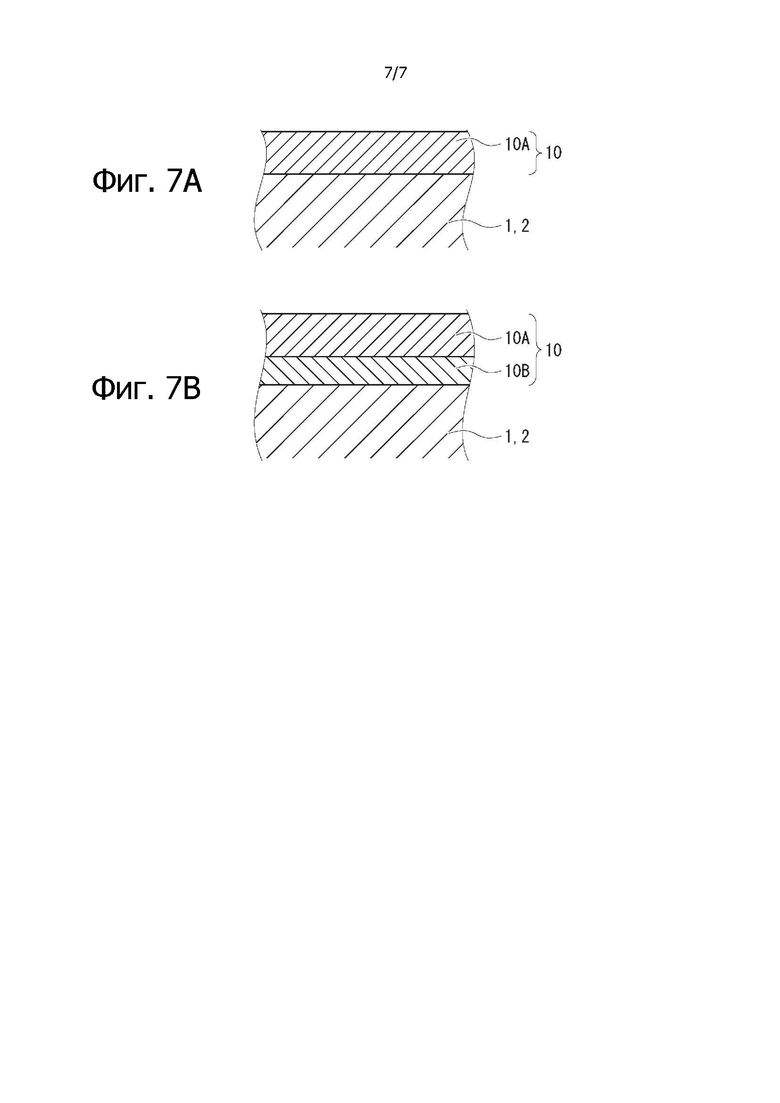
Изобретение относится к технологиям, относящимся к смазыванию и коррозионной стойкости нефтегазопромысловых труб. Предложены средство для формирования плёнки твёрдосмазочного покрытия на резьбовой части нефтегазопромысловых труб, при этом твёрдый смазочный материал диспергирован в связующей смоле, связующая смола содержит форполимер и отвердитель, форполимер образован из одной или более эпоксидных смол, и 70 частей по массе или более форполимера содержится на 100 частей по массе связующей смолы, эпоксидная смола, составляющая форполимер, имеет эпоксидный эквивалент 100 или более и 500 или менее, отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя, твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, и BN имеет средний размер частиц 10 мкм или менее, и общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы; нефтегазопромысловые трубы, содержащие плёнку из предложенного средства, и резьбовое соединение для нефтегазопромысловых труб, содержащих плёнку из предложенного средства. Технический результат – создание плёнки твёрдосмазочного покрытия, способной придавать превосходную коррозионную стойкость, а также смазывающую способность соединению нефтегазопромысловых труб. 3 н. и 13 з.п. ф-лы, 7 ил., 5 табл., 2 пр.
1. Средство для формирования плёнки твёрдосмазочного покрытия на резьбовой части нефтегазопромысловых труб, при этом
твёрдый смазочный материал диспергирован в связующей смоле,
связующая смола содержит форполимер и отвердитель,
форполимер образован из одной или более эпоксидных смол, и 70 частей по массе или более форполимера содержится на 100 частей по массе связующей смолы,
эпоксидная смола, составляющая форполимер, имеет эпоксидный эквивалент 100 или более и 500 или менее,
отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя,
твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, и BN имеет средний размер частиц 10 мкм или менее, и
общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы.
2. Средство для формирования плёнки твёрдосмазочного покрытия по п. 1, причём указанное средство содержит
компонент растворителя в количестве 30 частей по массе или более и 80 частей по массе или менее на 100 частей по массе суммы общей массы твёрдого смазочного материала и общей массы связующей смолы, исключая отвердитель.
3. Средство для формирования плёнки твёрдосмазочного покрытия по п. 1 или 2, причем указанное средство содержит
ускоритель отверждения в количестве 0 частей по массе или более и 10 частей по массе или менее на 100 частей по массе общей массы эпоксидной смолы, составляющей форполимер.
4. Средство для формирования плёнки твёрдосмазочного покрытия по любому из пп. 1-3, в котором
эпоксидная смола, составляющая форполимер, имеет более двух эпоксидных групп.
5. Средство для формирования плёнки твёрдосмазочного покрытия по п. 4, в котором
эпоксидная смола, составляющая форполимер, имеет шесть или менее эпоксидных групп.
6. Средство для формирования плёнки твёрдосмазочного покрытия по п. 4, в котором
эпоксидная смола, составляющая форполимер, имеет четыре или менее эпоксидных групп.
7. Средство для формирования плёнки твёрдосмазочного покрытия по любому из пп. 1-6, в котором эпоксидная смола, составляющая форполимер, имеет температуру стеклования Tg 100°С или выше.
8. Средство для формирования плёнки твёрдосмазочного покрытия по любому из пп. 1-7, причем указанное средство имеет вязкость 20 мПа⋅с или более и 2000 мПа⋅с или менее.
9. Нефтегазопромысловые трубы, имеющие плёнку смазочного покрытия, включающую плёнку твёрдосмазочного покрытия, на резьбовой части, в которых
плёнка твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала в связующей смоле,
связующая смола содержит эпоксидную смолу, отвержденную отвердителем, и 70 частей по массе или более эпоксидной смолы содержится на 100 частей по массе связующей смолы,
эпоксидная смола имеет эпоксидный эквивалент 100 или более и 500 или менее,
отвердитель представляет собой отвердитель для отверждения эпоксидной смолы и образован из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенола или латентного отвердителя,
твёрдый смазочный материал содержит нитрид бора (BN) в количестве 80% по массе или более, и BN имеет средний размер частиц 10 мкм или менее,
общая масса твёрдого смазочного материала составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы, и
плёнка твёрдосмазочного покрытия имеет толщину 10 мкм или более и 150 мкм или менее.
10. Нефтегазопромысловые трубы по п. 9, в которых эпоксидная смола имеет более двух эпоксидных групп.
11. Нефтегазопромысловые трубы по п. 10, в которых эпоксидная смола имеет шесть или менее эпоксидных групп.
12. Нефтегазопромысловые трубы по п. 10, в которых эпоксидная смола имеет четыре или менее эпоксидных групп.
13. Нефтегазопромысловые трубы по любому из пп. 9-12, в которых эпоксидная смола имеет температуру стеклования Tg 100°С или выше.
14. Нефтегазопромысловые трубы по любому из пп. 9-13, в которых плёнка твёрдосмазочного покрытия имеет карандашную твёрдость 3H или более.
15. Нефтегазопромысловые трубы по любому из пп. 9-14, в которых плёнка смазочного покрытия имеет базовый слой между поверхностью резьбовой части и плёнкой твёрдосмазочного покрытия, и базовый слой сформирован из слоя, полученного химической конверсионной обработкой, или электроосаждённого слоя.
16. Резьбовое соединение для нефтегазопромысловых труб, соединяющее муфту, имеющую внутреннюю резьбу, и ниппель, имеющий наружную резьбу, при этом нефтегазопромысловая труба по меньшей мере одного из указанных муфты и ниппеля образована из нефтегазопромысловых труб, имеющих плёнку смазочного покрытия, по любому из пп. 9-15.
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ, ИМЕЮЩЕЕ УЛУЧШЕННЫЕ СОПРОТИВЛЕНИЕ ИСТИРАНИЮ И СВОЙСТВА, ПРЕДОТВРАЩАЮЩИЕ РЖАВЧИНУ | 2002 |
|
RU2248495C1 |
| JP 2003183684 A, 03.07.2003 | |||
| JP 5059387 A, 09.03.1993 | |||
| US 20150074978 A1, 19.03.2015 | |||
| Способ ведения процесса нагревания и охлаждения стальных слитков, заготовок и поковок в процессе горячей обработки их | 1932 |
|
SU34580A1 |
| Переключательный клапан с шаровым запорным органом для воздухораспределителя в тормозах Казанцева и др. | 1932 |
|
SU33784A1 |

