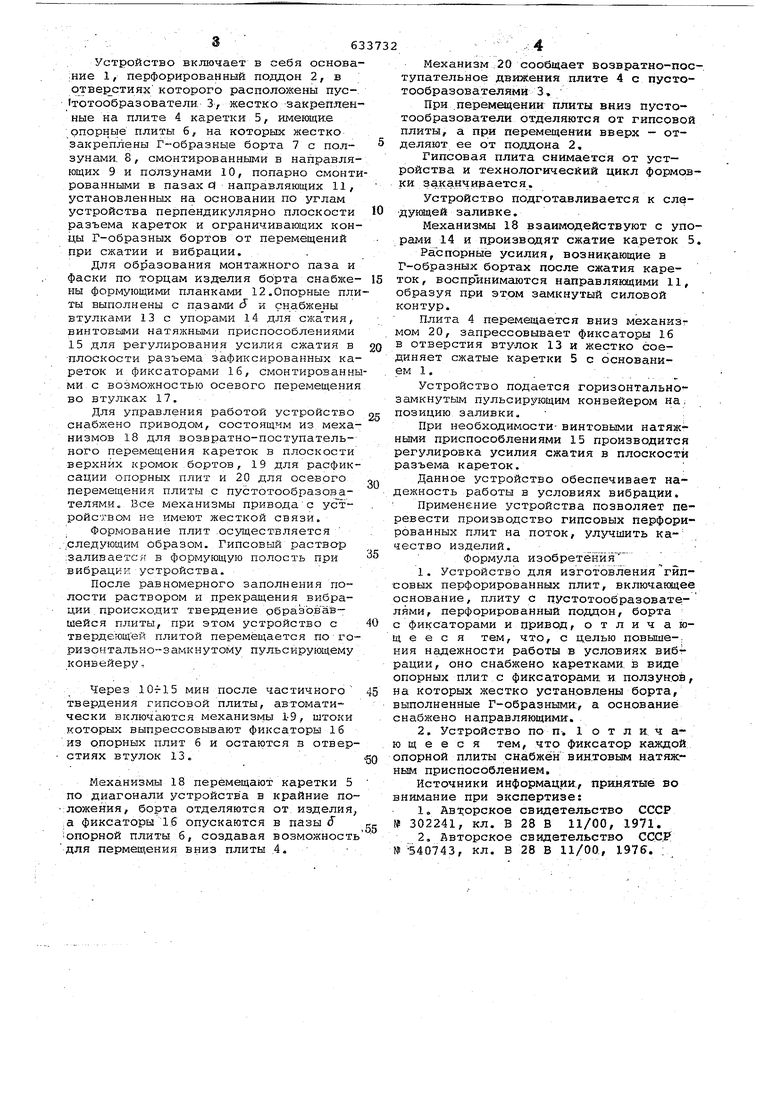
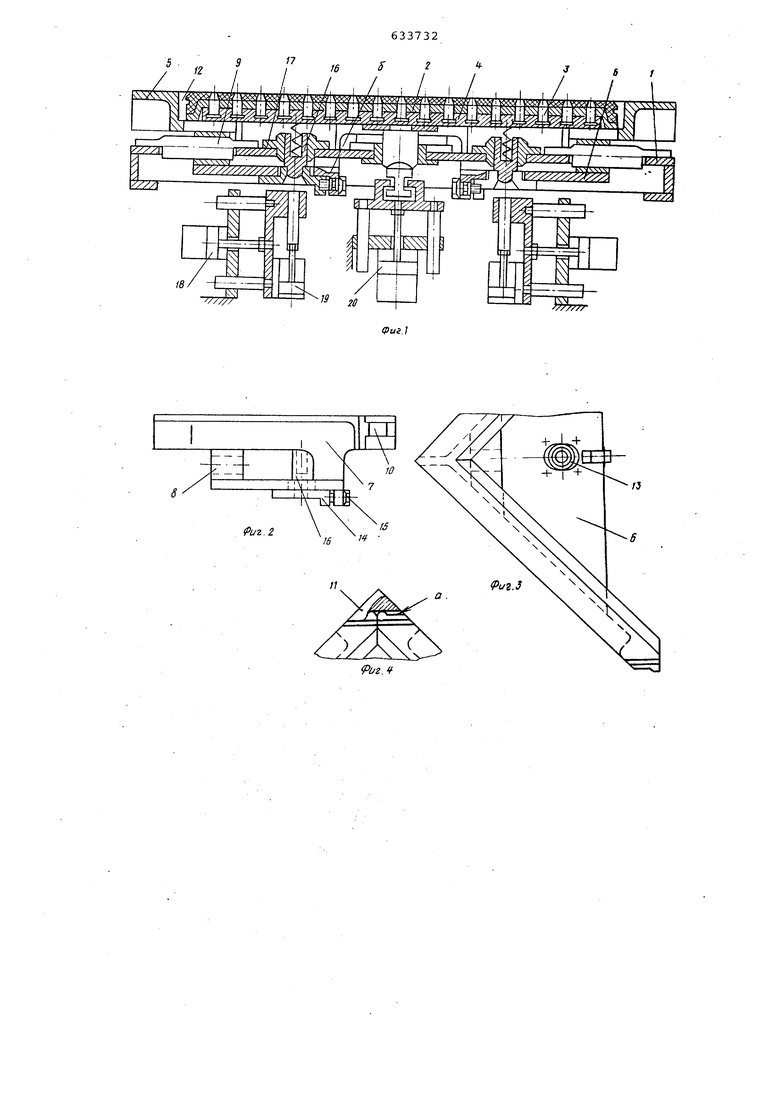
Устройство включает в себя основа ;ние 1, перфорированный поддон 2, в отвер стиях которого расположены пус(тотообразователи 3, жестко -закреплен ные на плите 4 каретки 5, имеющке опорные плиты б, на которых жестко закреплены Г-образные борта 7 с ползунами. 8, смонтированными в направляющих 9 и полз.унами 10, попарно смонти рованными в пазах С( направляющих 11, установленных на основании по углам устройства перпендикулярно плоскости разъема кареток и ограничивающих концы Г-образных бортов от перемещений при сжатии и вибрации. Для образования монтажного паза и фаски по торцам изд-елия борта снабжены формующими планками 12.Опорные пли ты выполнены с пазами S и снабжены втулками 13 с упорами 14 для сжатия, винтовыми натяжными приспособлениями 15 для регулирования усилия сжатия в плоскости разъема зафиксированных кареток и фиксаторами 16, смонтированны ми с возможностью осевого перемещения во втулках 17. Для управления работой устройство снабжено приводом, состоящим из механизмов 18 для возвратно-поступательного перемещения кареток в плоскости верхних кромок бортов, 19 для расфиксации опорных плит и 20 для осевого перемещения плиты с пустотообразователями. Все механизмы привода с устройством не имеют жесткой связи. Формование плит .осуществляется .Следующим образом. Гипсовый раствар :заливается в формующую полость при вибрацкр устройства. После равномерного заполнения полости раствором и прекращения вибрации происходит твердение образЬвав- шейся плиты, при этом устройство с твердеющей плитой перемещается по горизонтально-замкнутому пульсирующему конвейеру. Через lOflS мин после частичного твердения гипсовой плиты, автоматически включаются механизмы 1-9, штоки которых выпрессовывают фиксаторы 16 из опорных плит 6 и остаются в отверстиях втулок 13. Механизмы 18 перемещают каретки 5 по диагонали устройства в крайние по:ложения, борта отделяются от. издeлия а фиксаторы 1.6 опускаются в пазы Г ОПОРНОЙ плиты 6, создавая возможность для пермещения вниз плиты .4. Механизм 20 сообщает возвратно-поступательное движения плите 4 с пустотообразователямн 3, При перемещении плиты вниз пустотообразователи отделяются от гипсовой плиты, а при перемещен-ии вверх - отделяют ее от поддона 2. Гипсовая плита снимается от устройства и технологический цикл формовки заканчивается. Устройство подготавливается к сладуквдей заливке. Механизмы 18 взаимодействуют с упорами 14 и производят сж.атие кареток 5. Ра спорные усилия, возникающие в Г-образных бортах после сжатия кареток, воспринимаются направлякщими 11, образуя при этом замкнутый силовой контур. Плита 4 перелчещается вниз механизг мом 20, запрессовывает фиксаторы 16 в отверстия втулок 13 и жестко соединяет сжатые каретки 5 с основанием 1 . Устройство подается горизонтально замкнутым пульсирующим конвейером на, позицию заливки. При необходимости- винтовыми натяж ными приспособлениями 15 производится регулировка усилия сжатия в плоскости разъема кареток.; Данное устройство обеспечивает надежность работы в условиях вибрации. Применение устройства позволяет перевести производство гипсовых перфорированных плит на поток, улучшить качество изделий. Формула изобретения 1.Устройство для изготовлениягипсовых перфорированных плит, включавзцее основание, плиту с пустотообразовате лями, перфорированный поддон, борта с фиксаторами и привод, отличающееся тем, что, с целью повыше-: ния надежности работы в условиях ви.бг рации, оно снабжено каретками, в виде опорных пли.т с фиксаторами и пол.зун.ой, на которых жестко устан.овлены борта, выполненные Г-образнымк, а основание снабжено направляющими. 2.Устройство по п. 1 отличающееся тем, что фиксатор каждой опорной плиты снабжён винтовым натяясным приспособлением, : Источники информации., прив.ятые во внимание при экспертизе: 1,Авт орское свидетельство СССР 302241, кл. В 28 В 11/00, 1971. 2,Авторское свидетельство СССР № 540743, кл. В 28 В 11/00, 1976. :
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2001 |
|
RU2206449C1 |
| Установка для формования многопустотных панелей | 1982 |
|
SU1159781A1 |
| МОСТОВОЙ БЛОК МНОГОПРОЛЕТНОГО МОСТА И КАРЕТКА ПРИВОДА (ЕЕ ВАРИАНТЫ) | 1993 |
|
RU2057836C1 |
| Установка для одновременного изготовления нескольких бетонных изделий | 1988 |
|
SU1590385A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| ВИБРОСТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ | 1991 |
|
RU2036789C1 |
| Устройство для изготовления гипсовых перфорированных плит | 1975 |
|
SU540743A1 |
ipuz.Z
6
ГЗ
.V
