1
Изобретеиие относится к сварочной технологии.
Известен способ сварки давлением тугоплавких металлов с нержавеющими сталями без промежуточных прослоек 1. При этом образуются интерметаллиды, снижающие качество сварного соединения.
Наиболее близким к изобретению по технической сущности и достигаемоМу эффекту является способ сварки давлением тугоплавких металлов с нержавеющими сталями с использованием промежуточной прослойки ив никеля 2.
Недостатком способа является невысокая прочность, коррозионная стойкость и
жаропрочность сварного соединения.
Цель изобретения - повышение качества сварного соединения за счет увеличеш-гя его прочности, коррозионной стойкости и жаропрочности.
Поставленная цель достигается благодаря тому, что между прослойкой из никеля и тугоплавким металлом помещают прослойку из тантала.
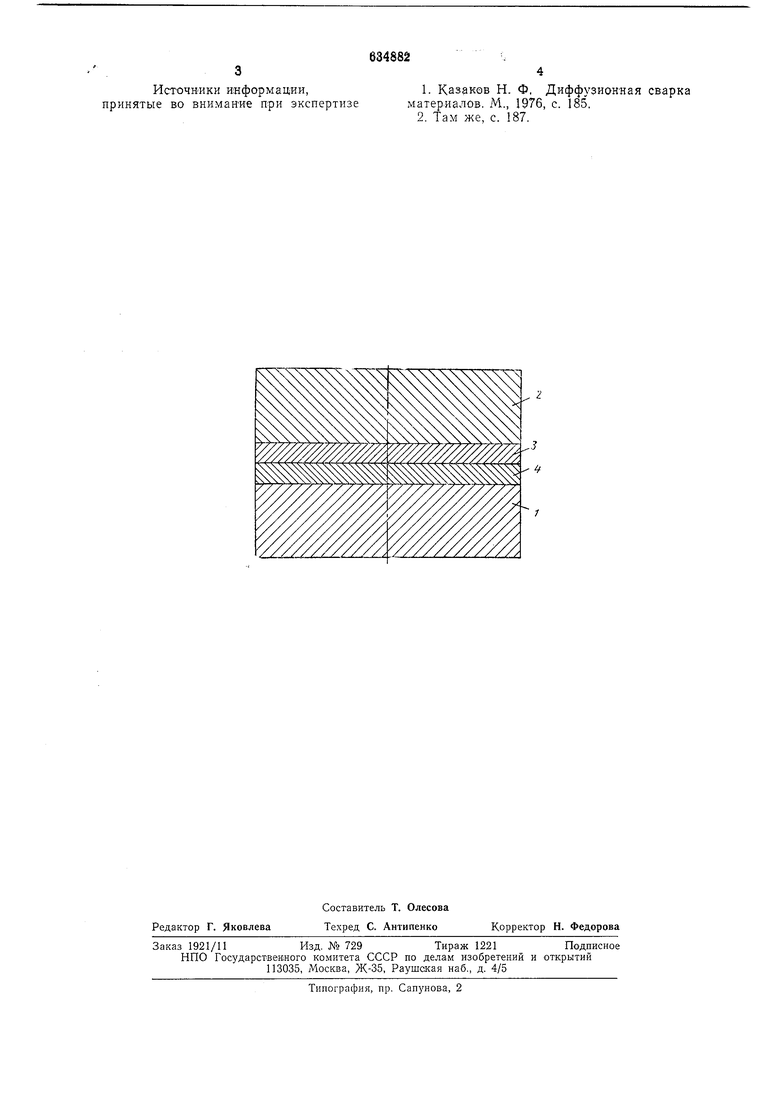
На чертеже показан свариваемый узел перед сваркой.
Между тугоплавким металлом 1 и нержавеющей сталью 2 помещают прослойку 3 из никеля и прослойку 4 из тантала. При нагреве и сдавливании происходит сварка
с образованием промежуточной композиционной прослойки Ni/Ta/-TaNis, обеспечивающей высокую прочность, жаростойкость и жаропрочность соединения.
Конкретный нример осуществления способа.
Производили сварку трубы из сплава 5ВМЦ диаметром 120 мм и длиной 50 мм с трубой из стали 12Х18Н10Т. Нагрев зоны соединения осуществляли до 1200°С с выдержкой в течение 1,5 ч в вакууме не менее 10 мм рт. ст. Создавали импульсное давление 3 кг/мм. Прочность соединения проверяли при Ш, 700, 800, 900, 1000°С под давлением 250 атм. Была получена высокая прочность.
Способ позволяет значительно повысить качество сварного соединения.
Формула изобретения
Способ сварки давлепием тугоплавких металлов с нержавеющими сталями с использованием промежуточной прослойки из никеля, отличающийся тем, что, с целью повыщення качества сварного соединения за счет увеличения нрочности, коррозионной стойкости и жаропрочности, между прослойкой из ниКеля и тугоплавким металлом помещают прослойку из тантала.
Источники информации, принятые во внимание при экспертизе
1. Казаков Н. Ф, Диффузионная сварка материалов. М., 1976, с. 185. 2. Там же, с. 187.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2001 |
|
RU2253554C2 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| ЭЛЕКТРОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 2015 |
|
RU2660448C2 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2580765C1 |
| Способ диффузионной сварки тугоплавких металлов со сталью | 1980 |
|
SU904944A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579709C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ | 1991 |
|
RU2012470C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2578277C1 |
