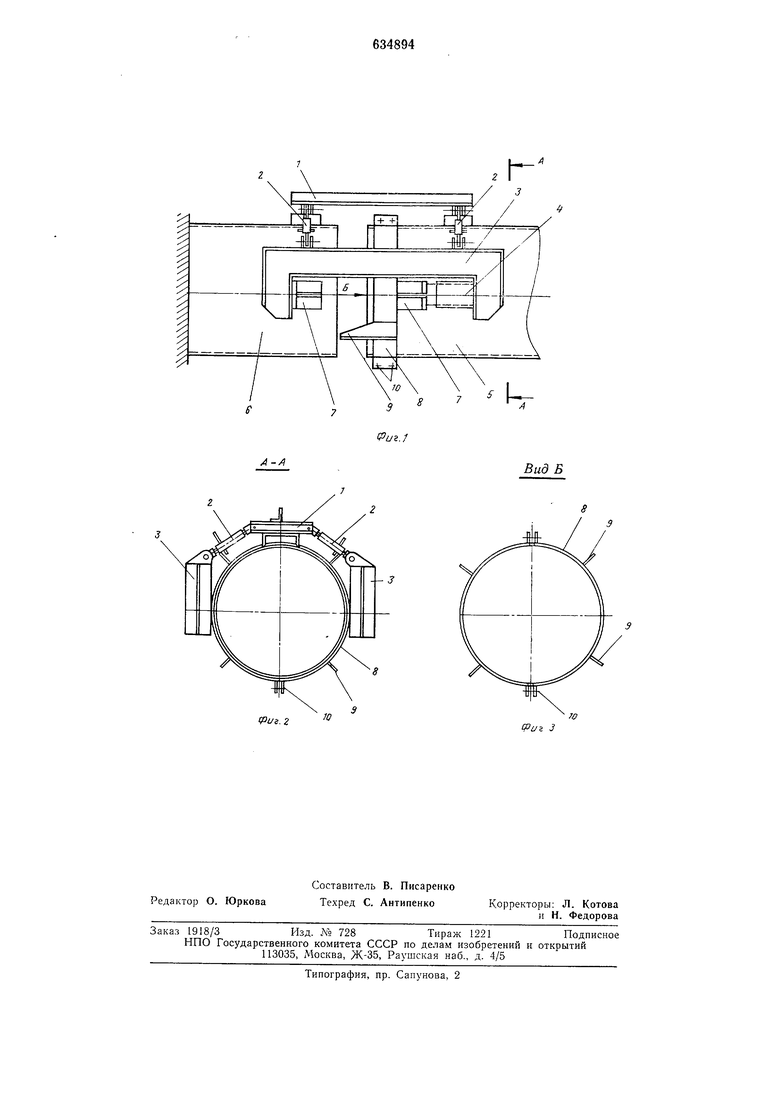
дам стыкуемых труб 5 и 6 приварены опорные элементы 7.
На одном конце стыкуемой трубы 5 уетаповлепо стяжное кольцо 8, состоящее из двух полуколец с центрирующими нланками 9. Стяжное кольцо 8 упирается в опорные элементы 7 и стянуто болтами 10.
Предлагаемое устройство работает следующим образом.
Траверса 1 устанавливается на трубы 5 и 6 и посредством регулировки длины тяг 2 выставляет П-образные скобы 3 по высоте продольных осей труб. Устройство устанавливают так, что опорные элементы 7, приваренные заранее к трубам 5 и 6, находятся вплотную между концом П-образной скобы 3 с одной стороны и винтовым домкратом 4 с другой, затем надевают стяжное кольцо 8 с центрирующими планками 9 и стягивают болтами 10.
При работе винтовой домкрат 4 давит на опорные элементы 7 и неремещают трубу 5, расположенную со стороны компенсатора, растягивая его. При перемещении труба 5 скользит центрирующими планками 9 стяжного кольца 8 по неподвижной трубе 6 и тем самым достигается центровка труб.
Благодаря уменьидению вспомогательного времени повышается производительность устройства.
Предлагаемое устройство является инвентарным и может быть применено для любого диаметра труб. За счет многооборачиваемости и уменьшения трудозатрат при растяжке и стыковке труб ожидаемый эффект на один стьтк может достигать 100-; 200 рублей, что при трассах длиной до 10 км и более может составить несколько десятког тысяч рублей экономии.
Формула изобретения
Устройство для сборки стыков под сварку, преимущественно труб, содержащее приварепные по сторонам стыка опорные элементы и виптовые стяжки, воздействующие на указанные опорные элементы, отличающееся тем, что, с целью повышения производительности путем уменьшения вспомогательного времени на затяжку болтов, устройство оснащено съемной траверсой и тягами регулируемой длины, каждая из которых соединена шарнирно одним концом с упомянутой траверсой, при этом винтовые стяжки выполнены в виде сочетания П-образной скобы и винтового домкрата и щарнирно соединены с другими концами указанных тяг.
Источники информации,
принятые во внимание при экспертизе
1. Технологические трубопроводы промышленных предприятий.- Справочник по специальным работам. Стройиздат, М., 1972, с. 664.
2. Барашполов В. Ф. Строительство наружных тепловых сетей. М., Стройиздат, 1974, с. 125.
3. Куркин С. А. Технология изготовления сварных конструкций. - Атлас чертежей.
М., Машгнз, 1962, с. 22, фиг. П-19 «а.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ ЗДАНИЙ И КОМПЛЕКТ РАЗДВИЖНОЙ ОБЪЕМНО-ПЕРЕСТАВНОЙ, ТУННЕЛЬНОЙ ОПАЛУБКИ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2119026C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ГИБКИХ ЭЛАСТИЧНЫХ ТРУБОПРОВОДОВ | 2010 |
|
RU2516730C2 |
| СПОСОБ МОНТАЖА КОЛОНН И УСТРОЙСТВО ДЛЯ ЗАХВАТА КОЛОНН | 2006 |
|
RU2334067C1 |
| Устройство для центрирования и стягивания труб при сварке | 1973 |
|
SU450682A1 |
| Устройство для монтажа бескаркасной фильтровой колонны в скважине | 1986 |
|
SU1393882A1 |
| Устройство для стыковки и монтажа длинномерных строительных конструкций | 1978 |
|
SU729307A1 |
| Устройство для правки и сборки под сварку кольцевых стыков труб | 1990 |
|
SU1748985A2 |
| КОМПЛЕКТ ОБЪЕМНО-ПЕРЕСТАВНОЙ ОПАЛУБКИ | 2000 |
|
RU2171878C1 |
| КОМПЛЕКТ ОБЪЕМНО-ПЕРЕСТАВНОЙ ТУННЕЛЬНОЙ ОПАЛУБКИ | 1996 |
|
RU2078180C1 |
| Устройство для стыковки труб | 1981 |
|
SU988741A2 |
. г
tflus 3
