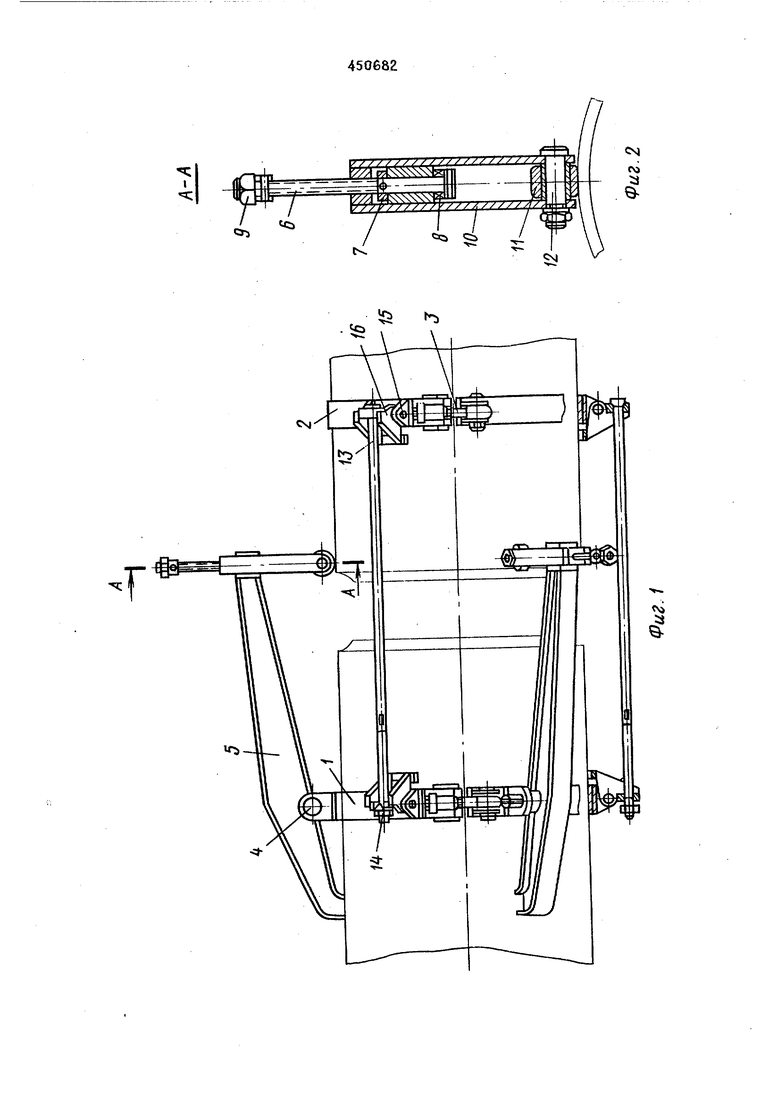
Известно устройство для центрирования и стягивания труб при сварке, содержащее разъемные хомуты, смонтированные на общих стяжных винтах, и нажимное приспособле ние. Однако это устройство характеризуется большим весон и сложностью работы с ним при центрировании и стягивании труб большого диаметра. Предлагаемое устройство отличается тем, что нажимное приспособ ление выполняется в виде двуплечих рычагов, шарнирно смонтированных на одном из двух разъемных хомутов, надеваемых на стыкуемые трубы. Эти рычаги меньшими плечами уперты в ту трубу, на которой закреплен хоыут. На концах больших плеч имеется нажимной винт, установленный с возможностью вращения вокруг вертикальной оси. На нажимном винте имеется ходовая гайка, к которой прикреплен ролик, катающийся по второй стыкуемой трубе. Таким образом, усилия, возиикающие при воздействии на центрируемую трубу, передаются с помощью двуплечего рычага на неподвижную Арубу, а не на само устройство, что и позволяет выполнять хомуты и рычаги весьма легкими. Ролик на ходовой гайке обеспечивает значительное снихенге усилий прм притягивании труб одиз- к другой поскольку он не создает сопротивления движению трубы. Кроме того, для исключения смещения хомутов вдоль оси трубы при воздействии на них усилия притягивания стяжные винты связаны с хомутами с помощью уголковых скоб, шарнирно закрепленных на хомутах, снования этих скоб оперты на стыкуемые трубы, а вертикальные станки имеют прорези, через которые пропущены стяжные винты. На фиг. I изображено предложенное устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. I. Устройство для центрирования труб при сварке содержит два разъемных хомута I и 2 закрепляемых на трубах, подлежащих сварке, с помощью винтов 3, На хомуте I при помощи быотросъемных шарниров 4 установлены двуплечие рычаги 5, меньшим плечом упертые в трубу, на которой установлен хомут I, На большем плече рычага 5 имеется нажимной винт 6, установленный с возможностью вращения вокруг вертикальной оси, но без возможности осевого перемещения.-Осевому перемещению нажимного винта 6 препятствует заштифтованная шайба 7. Для улучшения условий работы нажимного винта ь под его головкой смонтирован упорный подшипник 8. Нажимной винт б приводится во вращение закрепленной на нем гайкой 9. Нажимной винт 6 ввернут в вилку 10, к которой прикреплен ролик II, установленный на оси 12 и катающийся по второй из стыкуемых труб. Всего в устройстве имеется три винтовых нажимных приспособления, расположенных равномерно по окружности, В промежутках между нажимными приспособлениями располагаются стяжные винты 13, затягиваемые гайками 14. Посредством шарниров 15 с хомутами I и 2 связаны уголковые скобы 16, основания которых упираются в стыкуемые трубы. Через отверстия в вертикальных стенках этих скоб проходят стяжные винты 13, причем отверстия стяжных винтов 13 выполнены с прорезями для облегчения сбор ки при подготовке к работе.
На одной из труб, подлежащих сварке, при помощи винта 3 жестко закрепляют хомут I. На шарнирах 4 устанавливают рычаги 5 с нажимныИ йинтами б, вращая эти винты с. помощью закрепленных на них гаек , центрируют трубы. При этом кажый из винтов б, неподвижный в бриикальном направлении относительно рычага 5, перемещает вилку 10 с роликом II, который нажимает на трубу и, таким образом, центриует ее. Меньший конец рычага 5 упирается в другую трубу, поэтому перемещается только та труба, которую надо центрировать. Когда центрирование трубы завершено, на второй трубе жестко закрепляют хомут 2 со стяжными винтами 13, Эти стяжные винты заводят в прорези вертикальных стенок скоб 16, имеющихся на хомуте I, после чего, вращая гайки 14, притягивают трубы одну к другой, устанавливая их в положение для сварки. При этом ролики II катятся по трубе. Затем производят прихватку, снимают устройство со стыка и заваривают его.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Устройство для центрирования и стяги зания труб при сварке, содержащее разъемные хомуты,шарнирнр связанные между собой винтовыми стяжками, и нажимное приспособление, отличающееся тем, что, с целью повышения производительности, нажимное приспособление выполнено в виде нескольких равномерно расположенных по окружности одного из хомутов двуплечих рычагов, шарнирно связанных с ним, причем каждый рычаг снабжен нажимным элементом с роликом, расположенным На конце одного из плеч рычага.
I I
N
fvi a
e
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Устройство для сборки и центрирования труб под сварку | 1985 |
|
SU1363658A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| МЕХАНИЗИРОВАННАЯ СБОРОЧНАЯ УСТАНОВКА | 1991 |
|
RU2022753C1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО СТЯГИВАНИЯ И ОТГИБА КРОМОК СВАРИВАЕМОЙ ОБЕЧАЙКИ | 1970 |
|
SU266112A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 1991 |
|
RU2053086C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ СТРОИТЕЛЬНОЙ АРМАТУРЫ | 1998 |
|
RU2145264C1 |
| Наружный центратор | 1980 |
|
SU1006141A1 |