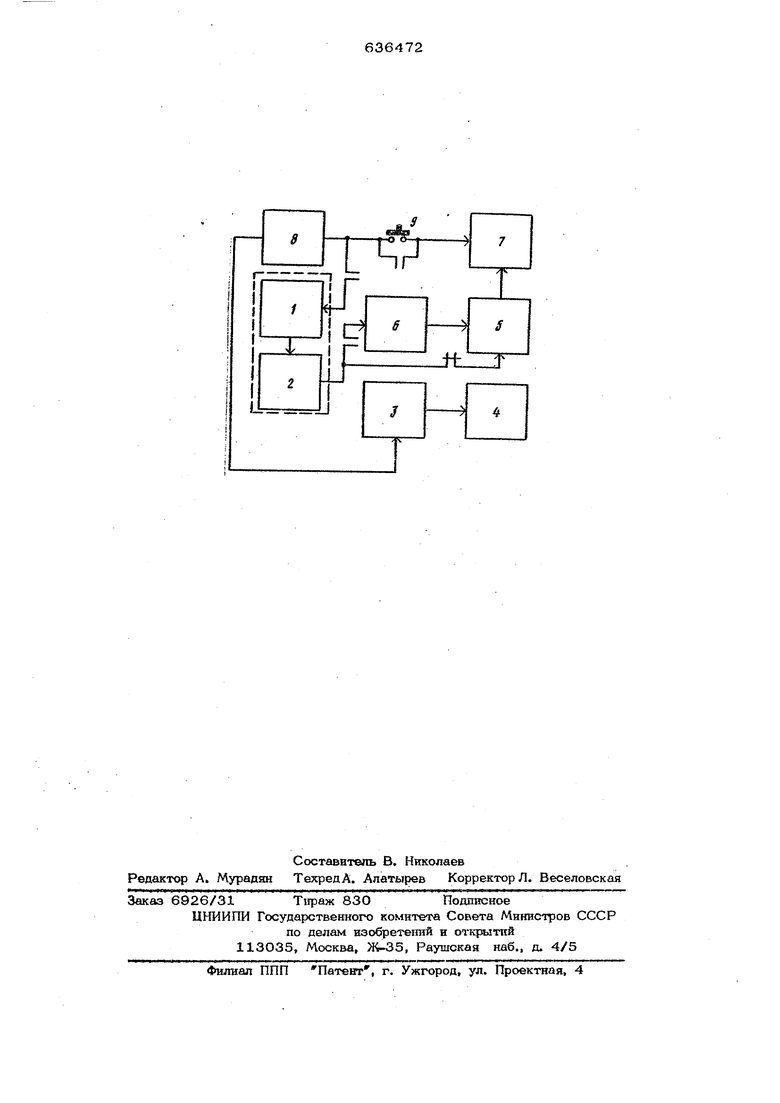
разомкнутых контактов репе времени к выходу naiHHKa зазора, а выход запоминающего устройства подсоединен к втором входу схемы сравнения, выход которой подключен к входу реле времени. На чертеже представлена блок--схема данного изобретения. Устройство содержит блок 1 дискрет кого перемещения датчика, бесконтакт№1й датчик 2 зазора, генератор 3 импульсов, подключенный к счетчику 4 импульсов, схему 5 cpiaBKeiras, запоминающее устройство 6, реле 7 времени и источник 8 питания. Устройство работает следующим образом. После включешш кнопки 9 срабатывает реле 7 времегш, через нормально разомк нутые контакты -которого обмотка электро магнита блока 1 перемещения подключав ся к источнику 8 питания. Происходит перемещение катушки датчика 2 от ловерх . ности обрабатываемой детали на ранее установленного зазора, Сигнал датчика 2 через норк-гальио разомк1 тые контакты реле 7 времени поступает на аапомииазощее устройсчво 6 к запоминается им. Время включенного ростояния электромагнита блока 1 перемеше1шн датчика 2 задается реле 7 вре Memi. При этом генерация и счет импульсов отсутствуют Через заданное время реле 7 времени йыклдочается и катушка датчика 2 под действием пружины возврашается в исходное положение. Сигнал датчика 2 через нормально замкнутые контакты реле 7 времеш поступает на схему 5 сравнения, начинается генерация и счет кмпуньсов. В процессе обработки размер детали непрерывно изменяется, что гфпводит к иэменению сигнала датчика 2. Сигнал датчика 2 и:ранее запомненное значение сигнала сравшшаются схемой 5 сравнешш и в момент их равенства, на выходе схемы S сравнения появляется сигнал, вкшо .чающий реле 7 времени. Катушка датчика 2 вновь перемещаетс относительно обрабатываемой детали, 63 2 ,.4 прекращается генерация и счет импульсов. Далее весь цикл повторяется. Периодическое сравнение сигнала дат чика об изменении размера обрабатываемой детали с образцовой величиной (сигналом отведенного датчика) повышает точность измерения скорости обработки. Поскольку величина перемещения датчика не зависит от общей толщины снимаемого слоя с обрабатываемой детали, а образцовая величина, соответствующая снятию определенного слоя, учитывает все конструктив й)1е или физико-химические параметры контролируемой детали, то отпадает необхоакмость в какой-либо подстройке устройства при изменении диапазона снимаемого слоя или Tifna обрабатываемой детали, что также повышает точнсхзть измерения. Формула изобретения Устройство для измерего1Я скорости обработки деталей, содержашее бесконтактный датчик зйзора, источник питашгя, реле времени, генератор импульсов и сче-рчик, соединенный с выходом генератора импульсов, отличающееся. тем, что, с целью увеличекня точности тюмереютя скорости обработки, оно снаб.жено блоком дискретного пе эемещения датчика, подключенным к источ шку пита;ния через первую пару нормально разомкнутых контактов реле времени, схемой сравнения и запоминающим устройством, входы которых цодключены соответственно через нормально замкнутые и вторую пару нормально разомк1 утых контактов реле времеш к выходу зазора, а выход запоминающего устройства подсоединен к второму входу схемы сравнения, выход которой ПОДКЛЮЧЕН к входу реле времени. ,. ИСТОЧШ1КИ информации,, принятые во вгшманяе atpH экспертизе 1.Авторское свидетельство СССР № 182339, кл. Q 01 В 7/06, 1965. 2.Авторское свидетельство СССР № 383998, кл. Q 01 В 7/12, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля моточных элементов и устройство для его осуществления | 1980 |
|
SU938207A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОБУКСОВКИ И ЮЗА КОЛЕСНЫХ ПАР РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2017632C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ФЕРРОМАГНИТНЫХ ЧАСТИЦ ИЗНОСА В МАСЛЕ | 1997 |
|
RU2131552C1 |
| Устройство для контроля датчиков газовой защиты | 1990 |
|
SU1689650A1 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| Адаптивный приемник сигналов автоматической локомотивной сигнализации | 2023 |
|
RU2796436C1 |
| МНОГОКОМАНДНОЕ УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ | 1966 |
|
SU178883A1 |
| Ротационный вискозиметр | 1986 |
|
SU1326951A1 |
| Устройство для определения теплоемкости,излучательной способности и удельного электросопротивления тугоплавких материалов | 1983 |
|
SU1165959A1 |
| Устройство автоматического контроля процесса шлифования деталей | 1987 |
|
SU1504076A1 |