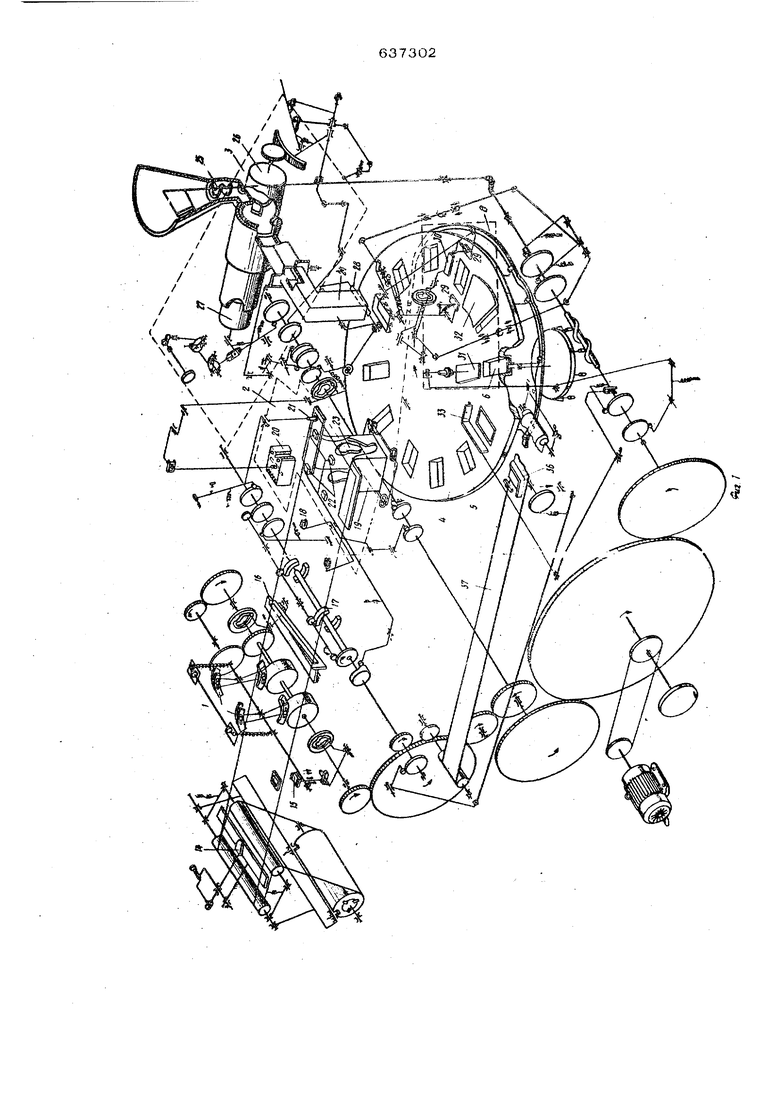
между ножами 16, которые отрезают развертку определенной длины. Полученная развертка переносится секторами 17 переноса развертки и далее подается рычага ми 18 подачи развертки на формирующую матрицу 19 под пуансон 20. Щуп 21 контролирует наличие развертки на матрице. Пуансон опускается и проталкивает развертку в матрицу. Подгибатели 22 подгибают развертку, фиксируя ее положение, тем самым устраняя возможност смятия ее при образовании коробки. Во время проталкивания развертки направляю щие матрицы (на чертеже не показаны) образуют ниж1гае торцовые клапаны короб ки. Далее складыватель 23 матрицы загибает правый тордовый клапан коробки и левый торцовый клапан. После этого пуаМсон 20 проталкивает сквозь матрицу образовавшуюся коробку и вставляет ее в гнездо 5 ротора.4. Ротор периодически подает гнездо с коробкой под кран 24 дозатора 3. В это время шнеком 25 фасуемый продукт подается в дозатор. Гильза 26 дозатора, периодически,поварачиваясь, ориентирует свое отверстие поочередно к бункеру или к крану. Когда ее отверстие ориентировано к бункеру, поршень 27 засасывает в гильзу определенную порцию продукта. В следующий момент .заполненный продук- том цилиндр поворачивается к крану. При этом кран опускается и тем самым открывается. Поршень выталкивает продукт из цилиндра через кран в коробку, находящуюся гнезде ротора. По окончании фасовки отсекатель 28 отсекает наливший npoayicT от крана. Далее ротор подае коробку, заполненную продуктом, под механизм 8 заделки. Лапки 29 торцовой заделки подгибают пергамент на торцовых гранях коробки. Затем подвижная лапка ЗО боковой заделки погагибает пергамент не правой боковой грани коробки. По око чании этой операции ротор 4 начинает подавать коробку под механизм 31 подпрессовки. При этом происходит око|рштвпьная заделка коробки, и неподвижная лапка 32 боковой заделки подгибает пергамент на левой боковой грани коробки. Механизм 31 подпрессовки подпрессовывавт пакет, придавая ему окончательную форму. Затем ротор подает продукт в пакете к съемнику 33, При этом коромысло 9 получает качательное движение от кулачка 10 через ролик 34, катящийся по пазу кулачка 10. Коромысло через тягу 11 передает движение копиру 12, по которому катится ролик 13, сообщая подъемнику 35 толкателя 6 дополнительное движе гае. Толкатель 6 выталкивает пакет из гнезда. Съемник 33 переводит пакет на переворачиватель 36. Переворачиватель переворачивает пакет заделанной стороной вниз, в результате чего пакет укладывается на транспортер 37 и транспортируется на укладку в тару. Формула изобретения Устройство для упаковки пластичных продуктов, содержащее механизм для подачи упаковочного материала, формовочный механизм, дозатор, ротор с гнездами, имеющими подьемно-опуОкные толкатели с приводом, и механизм для заделки упаковочного материала, отличающееся тем, что, с целью повьшения гфоизводительност и надежности работы, привод толкателя состоит из коромысла, имеющего приводной кулачок, тяги, со&диненной с коромыслом, и копира, прикрепленного к тяге, для взаимодействия с толкателем посредством ролика. Источники информации, принятые во внимание при экспертизе: 1. Харламов G, В. и др. Автоматическая расфасовка пишевых пластичных продуктов, М., Пищевая проко.1шленность, 1969, с. 66-68.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПЛАСТИЧНЫХ ПРОДУКТОВ | 1997 |
|
RU2119441C1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1973 |
|
SU405773A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1972 |
|
SU335164A1 |
| УПАКОВОЧНО-ЗАВЕРТЫВАЮЩИЙ АВТОМАТ | 2004 |
|
RU2264333C1 |
| Устройство для расфасовки вязких продуктов | 1977 |
|
SU735488A1 |
| УСТРОЙСТВО И СПОСОБ ДОЗИРОВАНИЯ И ФАСОВКИ ПЛАСТИЧНЫХ ПИЩЕВЫХ ПРОДУКТОВ, В ТОМ ЧИСЛЕ СЛИВОЧНОГО МАСЛА | 2020 |
|
RU2742617C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК ИЗ КАРТОННЫХ ФАСОННЫХ ЗАГОТОВОК | 1968 |
|
SU213570A1 |
| УСТРОЙСТВО для СБОРНОЙ УПАКОВКИ ЗАВЕРНУТЫХ ИЗДЕЛИЙ | 1973 |
|
SU404215A1 |
| Устройство для формирования упаковочных коробок | 1985 |
|
SU1326450A1 |
| Устройство для формования упаковочных коробок | 1977 |
|
SU738910A1 |