Изобретение относится к изготовлению тары, в частности к оборудованию для формирования упаковочных коробок, предназначенных для утюгов.
Целью изобретения является повышение качества упаковочных коробок.
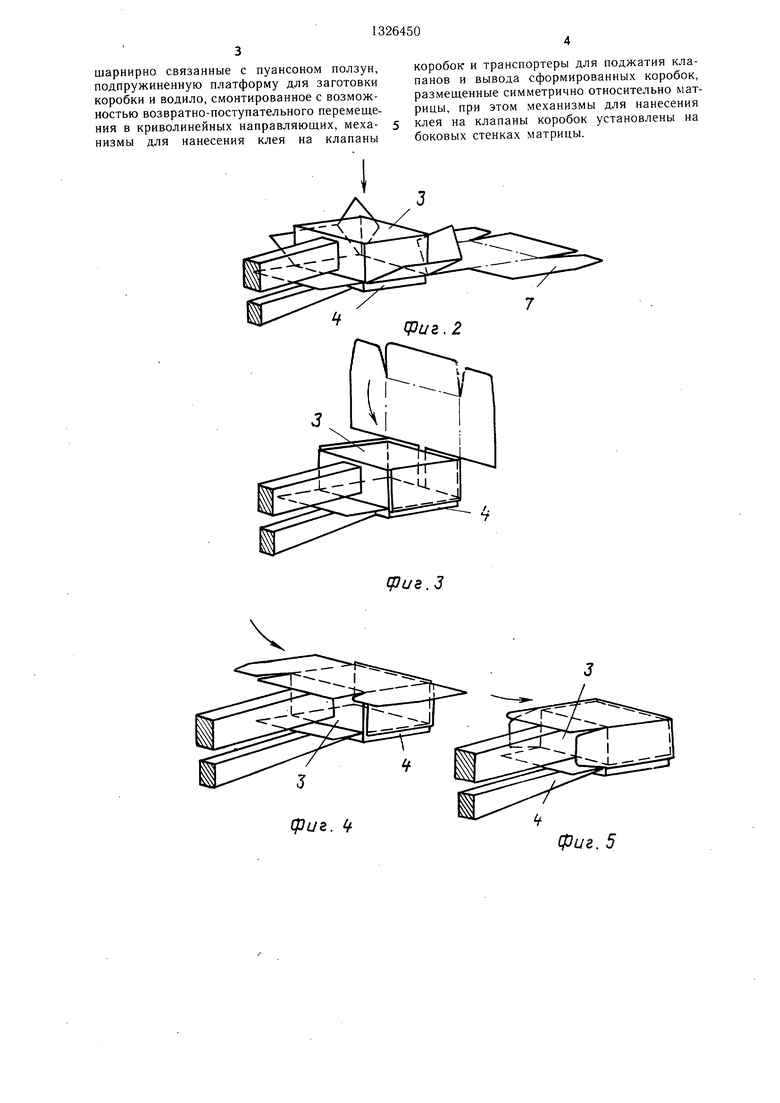
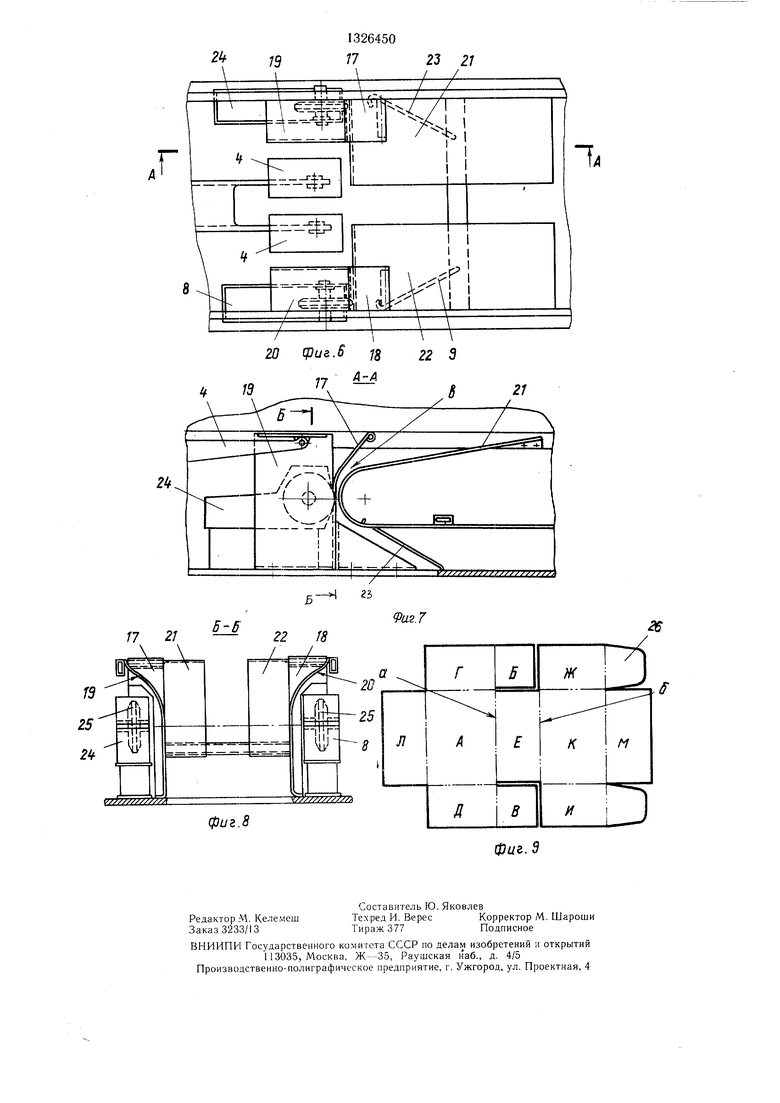
вниз пуансона 3 с подпружиненной площадкой 4 с зажатой между ними заготовкой 26 клапаны Б и В, скользя по копирам 17 и 18, подгибаются вверх на некоторый угол, после чего начинают скользить клапаны Г и Д по боковым стенкам 19 и 20 матрицы 6, которые заставляют подгибаться вверх, а подогнутые клапаны Б и В - наклоняться в сторону дна-формируемой коробки, образуя перние Б-Б на фиг. 7; на фиг. 9 - заготовка коробки.
Устройство для формирования упаковочных коробок содержит магазин 1 для заготовок, подающую каретку с вакуум-захватами 2, формовочный механизм, включающий пуансон 3, подпружиненную платформу 4, ползун 5, матрицу 6, имеющую вертикальное и горизонтальное направление пеНа фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2-5 - формование коробки; на фиг. 6 - формовочный механизм, в плане; на фиг. 7 - вьш слой днища. В момент подгиба дру- сечение А-А на фиг. 6; на фиг. 8 - сече-гих клапанов Г и Д заготовка 26 с зонами Е, Ж, К, И и М, скользя по склизам 21 и 22, тоже начинает подгибаться по линии а, прижимаясь к задней стенке пуансона 3, при этом клапаны Ж и И проходят под копира.ми 17 и 18 в зазор b (фиг. 7). При подходе к воображаемой линии, проходящей через центр вращения ролика 25 и центр радиуса склизов 21 и 22, клапаны Г и Д полностью прижимаремещения, водило 7, механизм 8 для на- 20 тся к стенкам пуансона 3, образуя первый несения клея на клапаны коробок, криво-с- юй торцовых стенок коробок, а клапалинейный копир 9, подпружиненные транс- Б и В поджимаются зоной Е загопортеры 10 для поджатия клапанов и вы-товки 26 к торцу пуансона 3, образуя втовода сформированных коробок. Имеются кри- рой слой дна коробки (фиг. 3). В это же волинейные направляющие 11, а с пуансономвремя края клапанов Ж и И, прика3 шарнирно связаны подпружиненная плат- 5 саясь к роликам 25 при движении заготовки 26 вниз, смазываются клеем. Дальнейшее движение пуансона 3 с полусформировавшейся коробкой вокруг радиуса склизов приводит к подгибу заготовки 26 по линии б и поджатию зоны К к пуансону 3 (фиг. 4). Клапаны Ж и И с нанесенными на них полосками клея заходят под криволинейные копиры 9 и 23, скользя по которым, подгибаются вниз и прижимаются к сформировавшейся коробке (фиг. 5) и приклеиваются, образуя второй 5 слой торцовых стенок. Дальнейший ход пуансона 3 со сформированной вокруг него коробкой происходит в пространстве между двумя транспортерами 10, где находятся специальные съемники для снятия коробки с
ханизмы 8 и 24 установлены на боковых 40 пуансона 3. При обратном ходе пуансона 3 стенках 19 и 20 матрицы 6.съемники снимают коробку и она транспортерами 10 выносится на приемную пло- Устройство работает следующим образом.щадку 16.
Процесс формообразования коробки из за-В формировании коробки механизмы 8
готовки 26 происходит следующим образом.и 24 не участвуют. Их роль сводится к
Вакуум-захватами 2 укладывают заготов- 45 тому, чтобы нанести полоску клея посред- ку 26 в зону формуюц{ей матрицы 6 так,ством роликом 25 на клапаны Ж и И,
что зона А заготовки 2 ложится на подпружиненную площадку 4, зоны Б и В) - на копиры 17 и 18 формующей матрицы 6, зоны Г и Д - на верхние края стенок 19 и 20, а зоны Е, Ж, И и К -- на склизы 21 и 22.
В первоначальный момент процесса пуансон 3 ложится на зону А заготовки 26,
форма 4 для заготовки коробки, ползун 5 и водило 7, которое смонтировано с возможностью возвратно-поступательного перемещения в криволинейных направляющих 11 посредством кривошипа 12 от распредели- ., тельного вала 13 через цепные передачи 14. Имеются дополнительный кривошип 15 для привода подающей каретки с вакуумными захватами 2, а также приемная площадка 16 для готовых коробок, копиры 17 и 18 в матрице 6 и боковые стенки 19 и 20 со склизами 21 и 22.
Кроме криволинейного копира 9 имеется копир 23 и дополнительный механизм 24 для нанесения клея с помощью приводных роликов 25 на клапаны заготовок 26. Ме50
при этом клеи отверждается за время переноса коробки транспортерами 10.
Формула изобретения
Устройство для формирования упаковочных коробок, содержащее магазин для заготовок, подающую каретку с вакуумными захватами, формовочный механизм, включаюГабаритные размеры пуансона 3 совпадают ее пуансон, матрицу и криволинейные ко- с габаритами зоны А. Далее по текступиры, и криволинейные направляющие, отзоны Б-, В, Г, Д, Ж и И называ -личающееся тем, что, с целью повышения
ются клапанами. При дальнейшем движениикачества упаковочных коробок, оно имеет
прижимая ее к подпружиненной площадке 4.
вниз пуансона 3 с подпружиненной площадкой 4 с зажатой между ними заготовкой 26 клапаны Б и В, скользя по копирам 17 и 18, подгибаются вверх на некоторый угол, после чего начинают скользить клапаны Г и Д по боковым стенкам 19 и 20 матрицы 6, которые заставляют подгибаться вверх, а подогнутые клапаны Б и В - наклоняться в сторону дна-формируемой коробки, образуя первьш слой днища. В момент подгиба дру- гих клапанов Г и Д заготовка 26 с зо50
при этом клеи отверждается за время переноса коробки транспортерами 10.
Формула изобретения
шарнирно связанные с пуансоном ползун, подпружиненную платформу для заготовки коробки и водило, смонтированное с возможностью возвратно-поступательного перемещения в криволинейных направляющих, механизмы для нанесения клея на клапаны
короборс и транспортеры для поджатия клапанов и вывода сформированных коробок, размещенные симметрично относительно матрицы, при этом механизмы для нанесения клея на клапаны коробок установлены на боковых стенках матрицы.
(pus.3
фиг.
фиг. 5
1 г
20 фиг. 6 7S 22 9
« . ,
.УЛ
фиг.8
26
Редактор М. Келемеш Заказ 3233/13
Составитель Ю. Яковлев
Техред И. ВересКорректор М. Шароши
Тираж 377Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производствеино-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК ИЗ КАРТОННЫХ ФАСОННЫХ ЗАГОТОВОК | 1968 |
|
SU213570A1 |
| Линия для упаковки изделий в коробки | 1989 |
|
SU1701591A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство для формования упаковочных коробок | 1977 |
|
SU738910A1 |
| Линия для упаковывания ампул | 1985 |
|
SU1512862A1 |
| ОПИСАНИЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU385829A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ АМПУЛ | 1967 |
|
SU201196A1 |
| Устройство для укладки в коробки штучных предметов | 1973 |
|
SU501930A1 |
Изобретение относится к оборудованию для производства тары и позволяет повысить качество упаковочных коробок путем изготовления их более сложной формы и повышения надежности скрепления клапанов, образующих коробку. Конструкция устройства для формирования упаковочных коробок содержит магазин 1, подающую каретку с вакуум-захватами 2, формовочный механизм, включающий пуансон 3 и подпружиненную платформу 4, ползун 5, матрицу 6, водило 7, механизмы для нанесения клея, криволинейные копиры, подпружиненные транспортеры 10. Изготовление упаковочных коробок производится продавлива- нием картонной заготовки через матрицу 6, где происходит последовательное огибание соответствующих клапанов вокруг пуансона 3, смазывание клеем двух торцовых клапанов, а при дальнейшем движении - прижим их с помощью криволинейных копиров и подпружиненных транспортеров 10 к стенкам сформированной коробки. При переносе коробки транспортерами 10 к приемной площадке 16 происходит затвердевание всех клеевых швов. 9 ил. i сл /4 00 ьо 05 4 01 фиг. Г
| Устройство для формования упаковочных коробок | 1977 |
|
SU738910A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
