Изобретение относится к вычиспитель- ной технике и может быть использовано при построении постоянных запоминающих устройств (ПЗУ) на ферритовых сердечниках,, Известны способы изготовления кодовых, жгутов для ПЗУ на ферритовых сердачниках, основанные на прокладке проводов относительно ферритовых сердечников. Известен способ изготовления кодовых жгутов для ПЗУ на ферритовых сердечниках, основанный на прокладке проводов от носительно штырей-имитаторов с последующим формированием жгута на плате йз полиамидной смолы и приклеивании жгута к плате клеем ЛН i. Недостатком способа является его сложность. Наиболее близок к изобретению способ изготовления кодовых жгутов для ПЗУ на ферритовых сердечниках, котор хй основан такисе, как и предложенный, на взаимной фиксации проводов кодового жгута 2J. Способ состоит в том, что провода, об разующие матрицу перед укладкой, покрываются слоем клейкого изолирующего лака, который по окончании укладки проводов матрицы памяти спекается при 80-150 С за 7-20 мин и обеспечивает механическую фиксацию и электрическую изоляцию матрицы. Однако при осуществлении такого способа необходимо применять специальные гфовода с клейким покрытием, невозможно проводить ремонт и замену отдельных проводов кодового жгута, кроме того, не исключены ошибки при сборке запоминающего устройства. Целью изобретения является повышение быстродействия изготовления кодового жгута. Это достигается тем, что провода кодового жгута размещают на полимерной ленте, предварительно закрепленной на шаблоне, накрьшают их второй полимерной лентой, края полимерных лент сваривают по контуру кодового жгута и одновременно со п варкой пробивают в лентах отверстия для
фиксации кодового жгута относительно ферритовых сердечников.
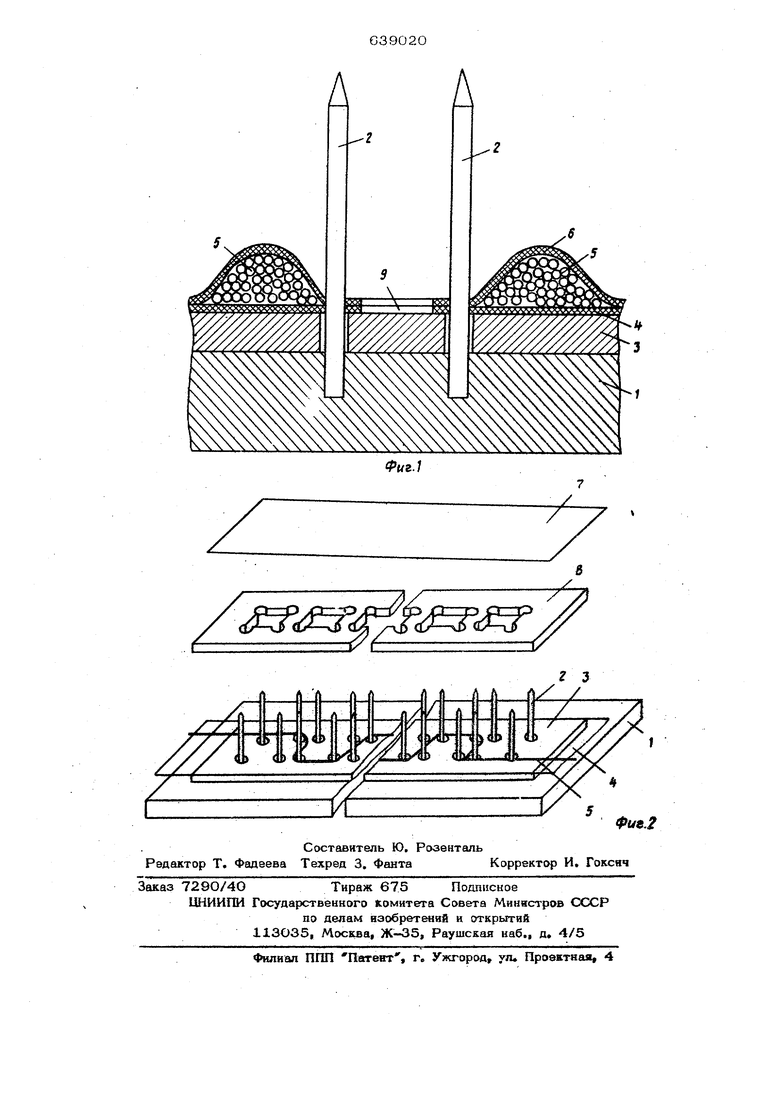
Раскладка проводов кодового жгута известным способам осуществляется н штыревом технологическом шаблоне, штыри которого выполнены в виде игл, имитирую ших феррнтовые сердечники. Перед раскладкой проводов кодового жгута на штыри-иглы накалывают полимерную ленту (например, полиэтиленовую), после чего между штырями на полимерную ленту укладьшают провоД 1 кодового жгтга ПЗУ. Поверх жгута накадывают вторую полимерную ленту. Края и заключенную между иглами часть берхней и нижней полимерньгх лент соединяют между собой (например, сваркой) с одновременной пробивкой отверстий в лентах для укладки жгута на ферритовые стержни и обреакой кромок пленок по контуру кодового жгута.
На фиг. 1 приведена схема фиксировакия жгута; на фиг. 2 показан шаблон для изготовления жгута.
Изготовление жгута предпожвйным способом производится следуюшнм образом.
На основание шаблона Д. (см. фиг. 2), в котором двумя рядами укреплены игольчатые Штыри 2, нещевают съемную панель 3 с отверстиями. Расположение отверстий соответствует расположению игольчатых штырей Поверх панели 3 на виступаюшие через нее штыри 2 накалывают полимерную ленту 4. Затем на полимерную ленту раскладывают провода,5. На уложенный жгут назяладывеасир вторую полимерную ленту б и уплотняют весь жгут с помощью пластины 7 с отверстиями. Поверх ленты 6 накладывают прижимную апехп-кку 8 с отверстиями, соответствующими размерам и форме сечений ферритовых сердечников. После этого пройодят сварку полимерной ленты по периметру отверстий 9 для прохода ферритовых сердечников и по контуру жгута с одновременной обрезкой. Готовый жгут с помощью съемной панали 3 снимают с шаблона.
Использование предложенного способа изготовления кодовых жгутов обеспечивает по сравнению с известными способами еле- дуюшие преимущества;
а)обеспечивается безошибочность сборки кодовых жгутов на ферритовых сердечниках за счет наличия отверстий в полимерных лентах;
б)увеличивается ремонтопригодность жгутов по сравнению со способом склеивания или наклеивания проводников жгута;
в)обеспечивается плотность укладки проводов в кодовом жгуте, сохраняющаяся при любьк операциях с готовым жгутом;
г)повышается производительность труда на сборке кодовых жгутов.
Формула изобретения
Способ изготовления кодовых жгутов для постоянного запоминакнцего устройст: вв на ферритовых сердечниках, основанны на взаимной фиксации проводов кодового жгута, отличающийся тем, что, с целью повышения быстродействия изготовления кадового жгута, провода кодового жгута размешают на полимерной ленте, предварительно закрепленной на шелоне, накрывают Шс второй полимерной лентой, края полимерных лент сваривают по контуру конового жгута и одновременно со сваркЫ пробивают в лентах отверстия для фиксацви кодового жгута относительно ферритовых сердечников.
Источники информации, принятые во внимание при экспертизе:
1, Обмен опытом в радиопромышленности, 1976, Mi 11, с. 33.
2.Патент ЧССР № 146101, кл. (3 11 С 7/ОО, 12.04.72.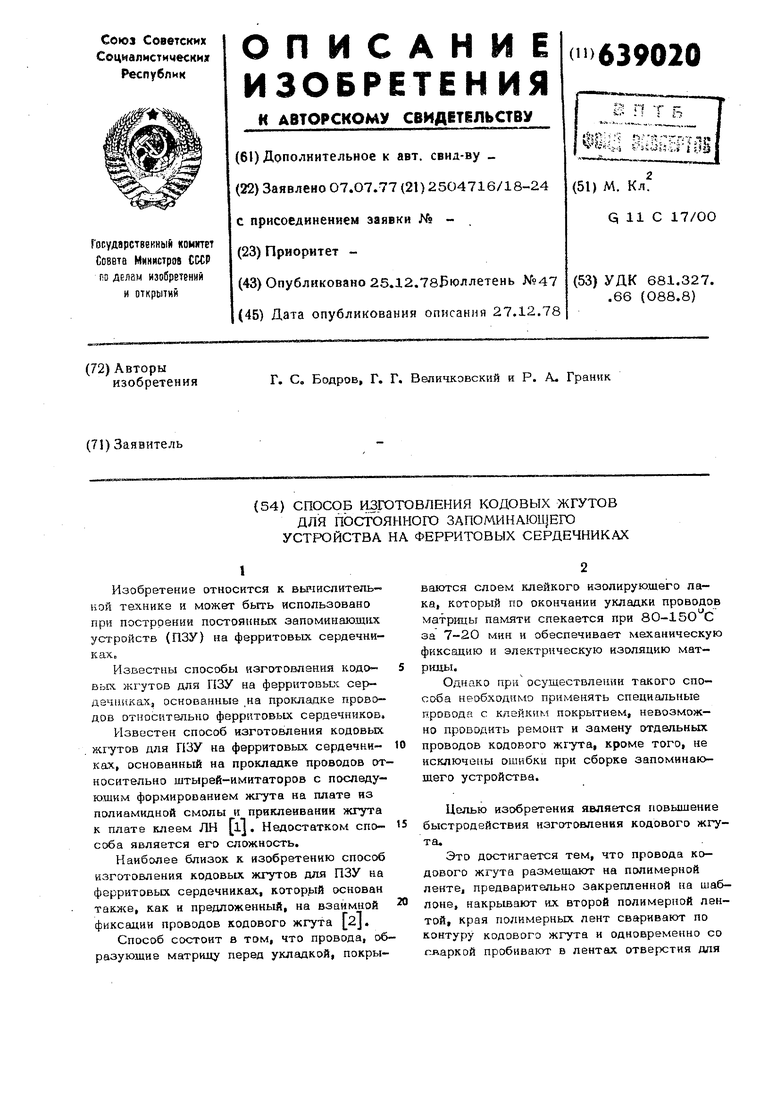
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кодовых жгутов | 1981 |
|
SU1105938A1 |
| Способ изготовления кодовых жгутов для накопителей постоянных запоминающих устройств | 1983 |
|
SU1117707A1 |
| Шаблон для изготовления кодовых жгутов постоянных накопителей | 1982 |
|
SU1084887A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1983 |
|
SU1109796A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1983 |
|
SU1117706A1 |
| Каретка для устройства прошивки запоминающих матриц | 1980 |
|
SU911612A2 |
| Способ изготовления жгутов проводов и шаблон для его осуществления | 1976 |
|
SU654961A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих блоков | 1975 |
|
SU547832A1 |
| Устройство для прошивки матрицпОСТОяННыХ зАпОМиНАющиХ уСТРОйСТВ | 1977 |
|
SU809341A1 |
| АВТОМАТ ДЛЯ УКЛАДКИ ПРОВОДОВ В ЖГУТЫ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1967 |
|
SU190450A1 |