1I
Изобретение относится к вычислительной технике и может быть использовано при изготовлении постоянных запоминающих устройств трансформаторного типа для ЦВМ.
Известен способ изготовления кодовых жгутов для трансформаторных запоминакицих устройств (ЗУ) ЦВМ, заключаклцийся в укладке провода с помощью полой иглы на шаблоны СО.
Недостатком известного способа является необходимость закрепления концов провода на адресных штырях шаблонов, а затем распайка этих концов на диодные матрицы. Это усложняет технологию изготовления кодовых жгутов.
Наиболее близким по технической сущности к изобретению является способ изготовления жгутов 2, заключагацийся в укладке провода с помощью полой иглы на шаблоны-каркасы, устанавливаемые в ряд с колодками на цилиндрическую поверхность барабайа при повороте барабана и перемещении конца иглы между выступами шаблонов при криволинейной траектоии .
После завершения операции уклади проводов полости шаблонов-каркасов закрываются путем нагрева поседних и кодовых жгутов, сохраняющих структуру прошивки, снимаются с ленты-носителя для прохождения альнейших операций. Шаблоны-каркасы остаются в жгуте уже в качестве групповых каркасов, являющихся неотъемлемой частью жгута.
Недостатком данного способа явяется относительно небольшая кодовая емкость из-за наличия каркасов, что снижает количество проводов в окнах трансформаторов, а следовательно, и емкость всего запоминающего устройства, а также большое время трассировки провода гута, так как концы проводов закрепляются на двух колодках в начале и конце жгута.
Цель изобретения - упрощение технологии изготовления кодового гута.
Поставленная цель достигается тем, что согласно способу изготовления кодовых жгутов,заключающемуся в укладке проводов на шаблоны, установленные в ряд с колодками, .например, на гибкой ленте, скреплении проводов и снятии их
59382
с шаблонов, в процессе укладки проводов на шаблоны их формируют в группы с образованием незамкнутой петли в каждом проводе, концы незамкну, той петли распаивают на соответствую1цие контакты колодки после скрепления проводов в жгут, а затем после снятия скрепленных проводов с шаблонов незамкнутые петли разреза(0 ют, а образовавшиеся концы проводов объединяют в соответствующие группы и затем удаляют перемычки между контактами, например, пережиганием.
5 На фиг.1 изображено устройство, реализующее предлагаемый способ; на фиг.2а - элементы кодового жгута на гибкой ленте с фигурными шаблонами; на фиг.26 и в - направQ ление трассировки групп проводов и формирование 1,П,Ш и 1У групп проводов; на фиг.2г - положение групп проводов в конце жгута после снятия его с шаблонов.
5 На тонкую упругую ленту 1 устанавливают и Закрепляют фигурные атаблоны 2 и колодку 3, затем ленту 1.закрепляют на цилиндрическую . поверхность барабана 4, кинематически связанного с электроприводом 5. Провод 6 с катушки 7 пропускают внутри полой иглы 8, которая перемещается электроприводом 9. Перемещение иглы 8 вокруг штырей колод- / ки 3 осуществляют приводом 10. Приводы 5,9 и 10 устанавливаются от программного блока 11. Провода укладывают между выступами 12 фигурных шаблонов, которые образуют с основанием шй-блона полости 13 для провода (фиг,2а). Колодка 3 вьшолнена из упругого изоляционного материала с металлическими штырями 14, на которых закреплйют начала пройодов, концы проводой укладывают группами 15 между выступами шаблонов. Количество проводов В группе определяется структурной схемой дешифратора, а именно количеством столбцов и строк дешифратора,
Каждой строке дешифратора соответствует одна группа проводов.
Кодовые жгуты включают в себя провода жгута, сохраняняцие структуру 5 трассировки, и одну колодку 3.
Изготовление кодовых жгутов накопителей. ПЗУ ЦВМ производят в следующей последовательности. Перед прошивкой проводов устанавливают и закрепляют шаблоны 2 и коло ку 3 на ленту 1, которую закрепляют на цилиндрическую поверхность барабана 4. Провод 6, пропущенный внутри полой иглы 8, закрепляют в начале . жгута на ленте 1. Затем осуществляют укладку (прошивку) провода во внутре них полостях 13 шаблонов 2. Движение барабана 4 с лентой 1 и иглой 8 посл довательны во времени - при перемеще нии барабана игла неподвижна и в зависимости от программы находится в одном из двух крайних положений, соответствующих 1 или О прошиваемого кода. При перемещении иглы бара бан с лентой неподвижен. При поворот ленты конец иглы проходит через полости 13 шаблонов, а при движении иглы, перемещается между выступами 12 шаблонов по криволинейной траекто рии, огибающей провода, уложенные в полости шаблонов в местах их перекрещивания . На фиг.2а (разрез. А-А) пунктиром 16 показана траектория движения конца иглы в вертикальной плоскости. После прокладки первого провода во внутренние полости всех шаблонов I i провод закрепляется на первом штыре колодки 3 путем его обкрутки. Для ;обеспечения непрерьгености процесса трассировки проводов после закрепления конца одного провода на штыре колодки производится переход иглы с провода 6 на соседний нижний штырь и после его обкрутки продолжается трассировка следующего провода. При этом между соседними по вертикали штырями колодки образуются перемычки 17 (фиг.2а), с другого конда провода укладываются группами во внутренние полости 13, огибая крайние шаблоны 2 (в отличие от прототипа, где производится обкрутк проводом штырей второй колодки) и обеспечивая непрерывную трассиров ку провода 6 при обратном ходе ба-. рабана. Далее, не нарушая непрерьшности провода 6, начало следующего КОДОВОГОпровода закрепляется на соответствующем штьфе колодки 3 путем обкрутки, и продолжается трассировка провода 6 в полостях шаблонов, как указано. В данном примере на противоположном от колодки конца жгута формируется четыре группы проводов (фиг. 26,в,г). После прокладки всех проводов ленту 1 снимают с барабана 4 в виде обода и скрепляют провода в жгуте путем склеивания или увязки проводов нитками, сохраняя структуру прошивки. Далее ленту распрямляют, удаляют съемные шаблоны, и освобожденный жгут (колодку и увязанные кодовые провода) снимают с ленты. Провода, накрученные на штырях колодки 3, припаивают к соответствующим штырям, перемычки 17 между штьфями 14 пережигают . Противоположный колодке конец жгута разрезают по линии 18, огибающей крайние шаблоны, при этом образуются отдельные группы провода в виде пучков провода соответствующей длины, провода в которых спаиваются между собой, например путем окунания в жидкий припой. Готовый жгут проверяют на отсутствие обрывов и коротких замыканий и устанавливают таким образом, чтобы шины дешифратора столбцов накопителя соединились с соответствующими штьфями колодки, а сам жгут надевался на ферритовые керны трансформаторных сердечников, группы концов проводов, спаянных в одну точку внутри группы, подключаются к выходам дешифратора строки накопителя. Использование предлагаемого способа изготовления кодовых жгутов по сравнению с известньп и позволяет увеличить кодовую емкость жгута без увеличения его габаритов и уменьшить трудоемкость изготовления жгутов, так как с изъятием каркасов уменьшается толщина жгутй и отпадает .необходимость изготавливать каркасы-шаблоны, сократить время трассировки провода жгута, так как с изъятием одной колодки отпадает необходимость закрепления провода на ней.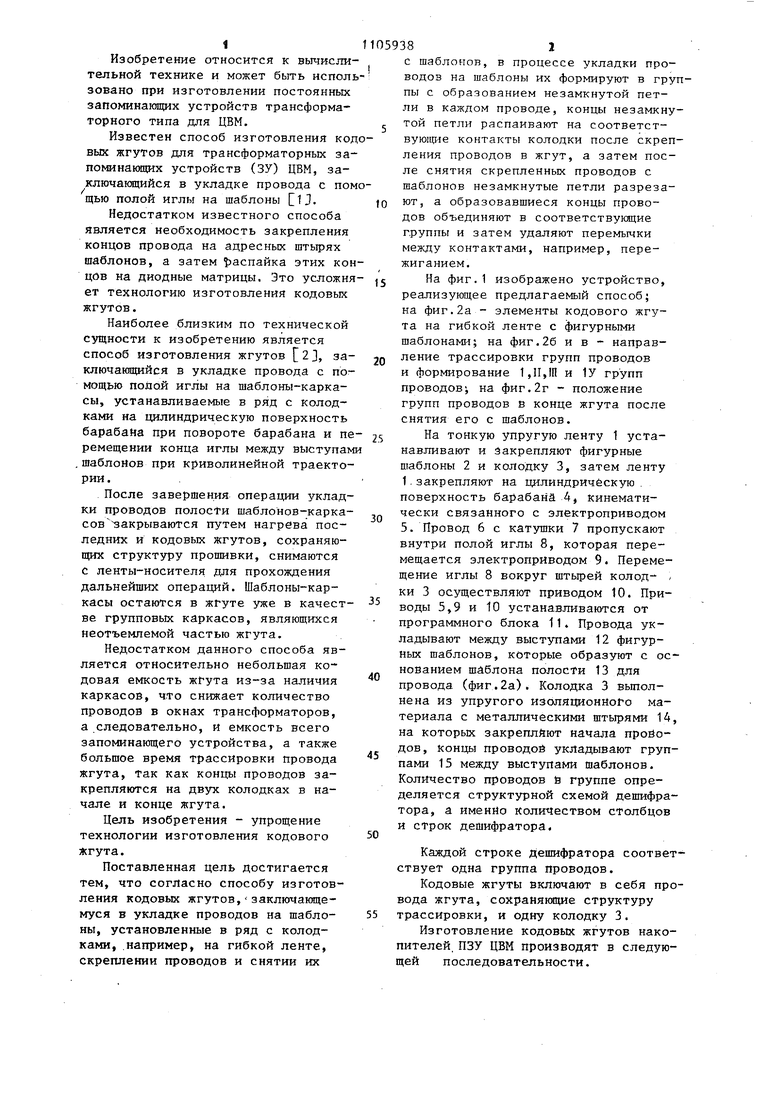

| название | год | авторы | номер документа |
|---|---|---|---|
| Каретка для устройства прошивки запоминающих матриц | 1980 |
|
SU911612A2 |
| Каретка для укладки проводов | 1977 |
|
SU680209A1 |
| Устройство для укладки проводов | 1979 |
|
SU809678A1 |
| Шаблон для изготовления кодовыхжгуТОВ | 1978 |
|
SU798993A1 |
| Устройство для изготовления кодовых жгутов постоянных накопителей | 1981 |
|
SU1105937A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Устройство для укладки проводов на плату | 1983 |
|
SU1129756A1 |
| Шаблон для изготовления кодовых жгутов постоянных накопителей | 1982 |
|
SU1084887A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОДОВЫХ ЖГУТОВ, заключающийся в укладке проводов на шаблоны, установленные в ряд с колодками, например, на гибкой ленте, скреплении проводов и сня(U тии их с шаблонов, о т л и ч а ющ и и с я тем, что, .с целью упрЬщения технологии изготовления кодового жгута, в процессе укладки проводов на шаблоны их формируют в группы с.образованием петли в каждом про-воде, концы незамкнутой петли распаивают на соответствующие контакты колодки после скрепления проводов в жгут, а затем после снятия скрепленных проводов с шаблонов незамкнутые петли разрезают, образовавшиеся концы проводов объединяют в соответствующие группы и затем удаляют перемычки между контактами, например, пережиганием.€ (Л с ел со со 00 . 1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Брик Е.А | |||
| Техника ПЗУ М., Сов.радио, 1973, с.113-116 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР №944453, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
