Известны автоматы для укладки проводов в жгуты с программным управлением, содержащие программоноситель, например перфорированные карты, каретку с направляющими и тормозом-фиксатором, раскладывающую головку с тормозом-фиксатором и систему привода. Программа для устройства должна быть предварительно рассчитана аналитически, а уже затем перенесена на перфокарты. Это требует специального программиста и не исключает возможности ощибок. Кроме того, программоноситель и исполнительный механизм имеют независимые приводы, в связи с чем для определения истинного Ноложения исполнительного механизма необходимы датчики положения, обратные связи и специальные устройства, сравнивающие истинное положение с запрограммированным. Все выщеперечисленное усложняет систему управления устройством, снижает его надежность и увеличивает погрешность.
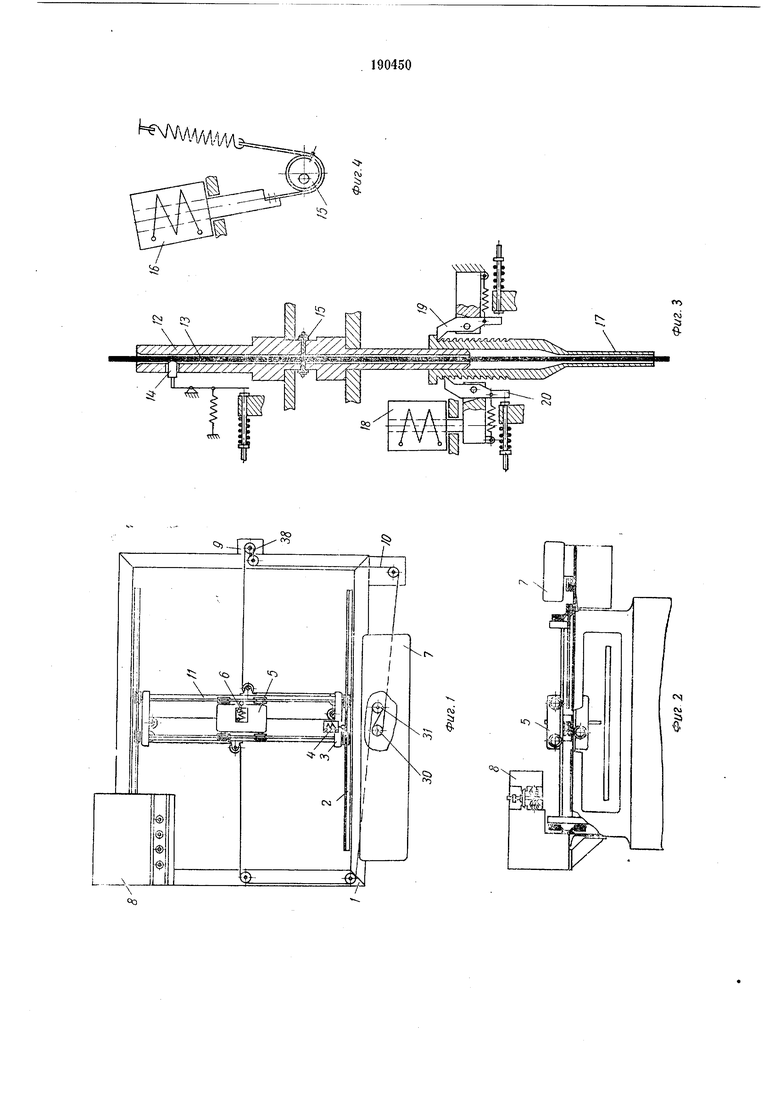
Предложенный автомат для укладки нроводов в жгуты отличается от известных тем, что в нем программоноситель с записанной во время укладки первого жгута программой кинематически жестко связан с раскладывающей головкой и сам является датчиком перемещения последней. Это исключает необходимость в датчиках истинного положения исполнительного механизма и в сравнении его с запрограммированным, унрощает систему управления, а также новыщает точность и надежность автомата. На фиг. 1 схематически изображен описываемый автомат, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по оси раскладывающей головки; на фиг. 4 - вид в плане на нож головки с приводом; на фиг. 5 - схема лентопротяжного механизма; на фиг. 6-
схема привода киноленты; на фиг. 7 - кинематическая схема привода автомата; на фиг. 8- механизм автоматической заправки и смены провода, вид сбоку; на фиг. 9-то же, разрез по А-А на фиг. 8; на фиг. 10 -- кинематическая
схема привода катущек с проводом; на фиг. 11 - разрез трубки механизма автоматической заправки и смены провода.
Автомат содержит раму /, на которой установлены направляющие 2, каретку 3 с электромагнитным тормозом 4, раскладывающую головку 5 с электромагнитным тормозом 6, программное устройство 7, механизм 8 для заправки и смены провода, однодвигательный реверсивный привод 9 с помощью натянутой
стальной ленты 10 приводящий в движение головку 5.
при заторможенной раскладывающей головке 5 последняя вместе с кареткой может перемещаться вправо - влево в той же плоскости.
Раскладывающая головка (фиг. 3) состоит из корпуса J2 с отверстием для прохода провода 13, упора 14 для зажима провода, эксцентричного ножа 15 с электромагнитным приводом 16 для отрезки провода (фиг. 4) и иглы 17, имеющей возможность с помощью электромагнита 18 и собачек 19 и 20 перемещаться шагами вверх для свободного прохода над ранее проложеппыми проводами.
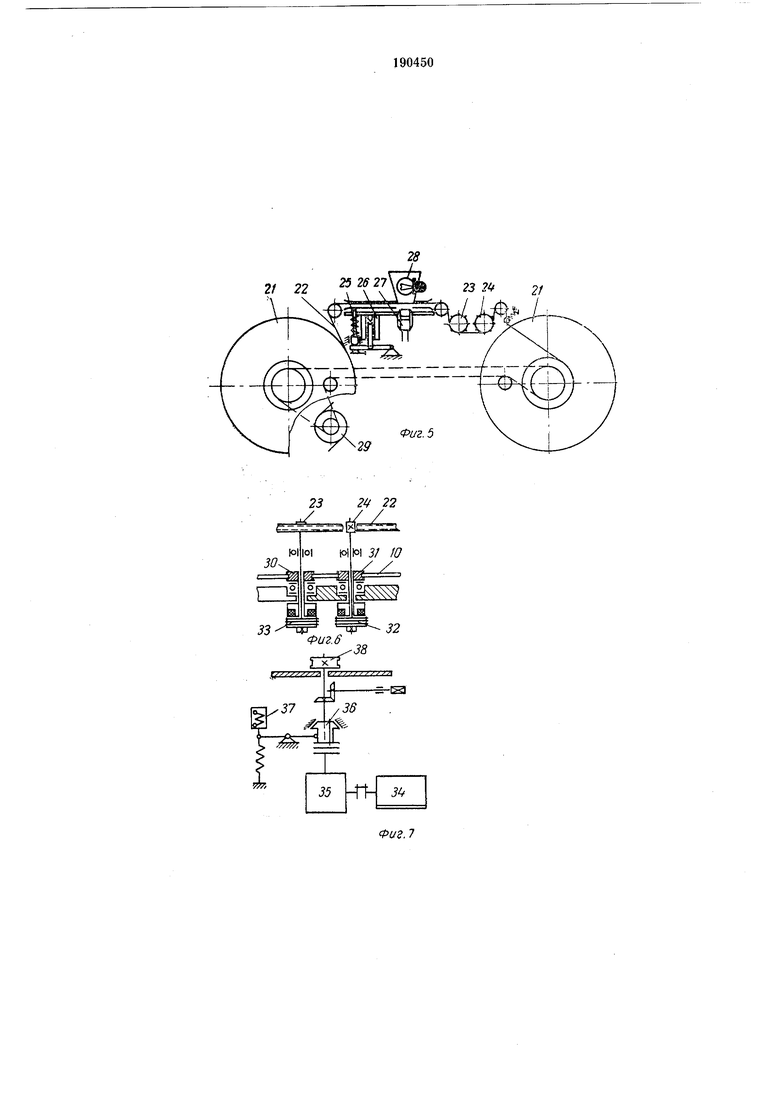
Программное устройство (фиг. 5) включает бобины 21 для размещения стандартной засвеченной киноленты 22 щирипой 35 мм; два ведущих ролика 23 и 24, служащие для протягивания киноленты, три перфоратора 25 с электромагнитным приводом 26 для нанесения перфорации, три фотодиода 27, служащие для считывания программы, осветитель 28 и двигатель 29 для перемотки киполенты. Каждый из ведущих роликов 23 и 24 (фиг. 6) насажен па один вал с приводными роликами 30 и 31 и сцепляется с последним электромагнитными муфтами 32 и 33.
Приводные ролики 30 и 31 приводятся во вращение охватывающей их стальной лептой 10, являющейся нриводом раскладывающей головки 5. Лента охватывает ролики 30 и 31 таким образом, что они вращаются в противоположные сторопы. Электромагнитные муфты 32 и 5с переключаются схемой управления так, что при реверсе стальной ленты с ведущим роликом 23 или 24 сценлен тот приводной ролик 30 или 31, который вращается против часовой стрелки, т. е. кинолента-программоноситель при работе всегда движется в одну сторону (на фиг. 5 слева направо).
Привод автомата (фиг. 7) содержит реверсируемый двигатель 34, редуктор 35, муфтутормоз 36 с электромагнитным приводом 37 и ролик 38 для привода стальной ленты 10 (см. фиг. 1).
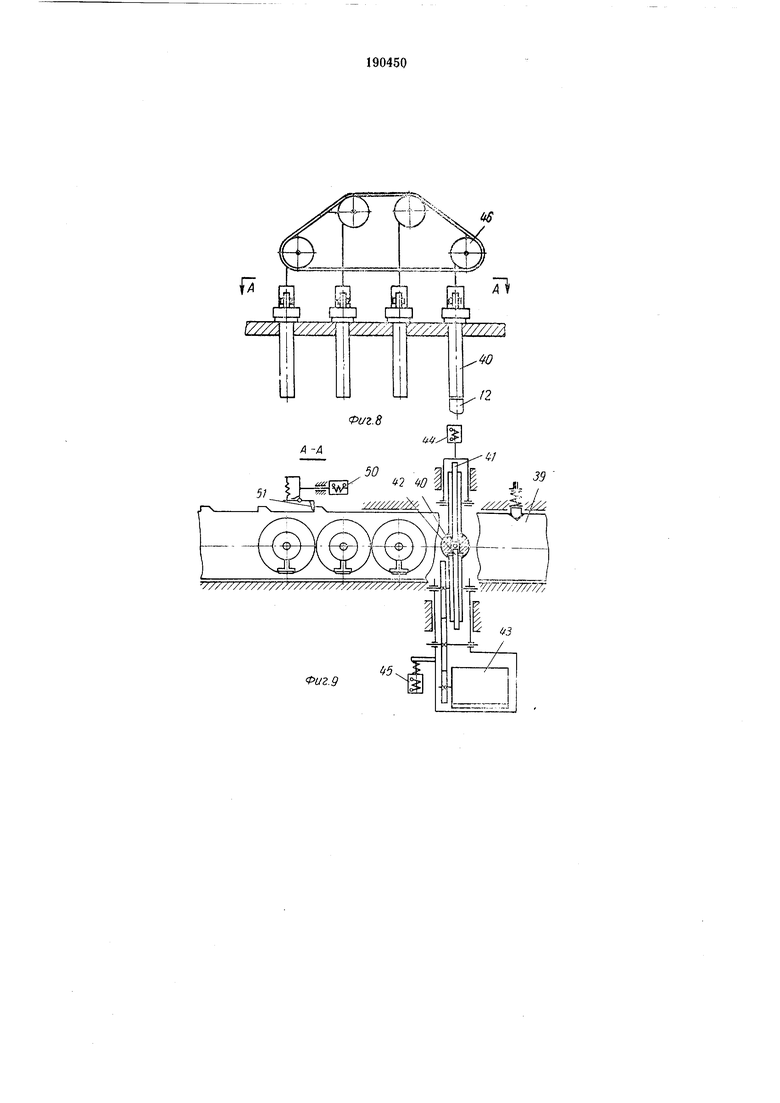
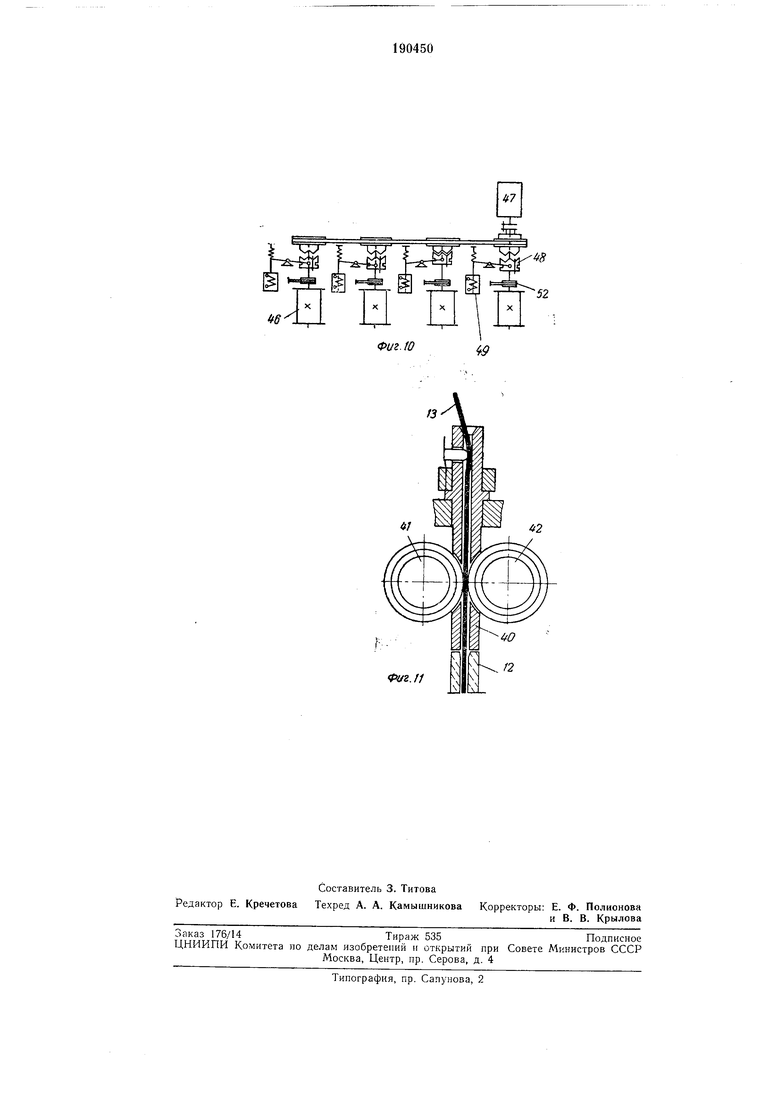
Механизм для автоматической заправки и смены провода (фиг. 8, 9, 10 и 11) состоит из заправочного устройства 39 с трубками 40; роликов 41 и 42 для подачи провода с приводом 43 и электромагпитами 44 и 45 для прижима провода; катушек 46 с проводом, приводимых в движение электронриводом 47 носредством кулачковых муфт 48, включаемых электромагпитами 49. Заправочное устройство перемещается электромагнитом 50 при помощи собачки 51. Для устранения провисания провода с катушки 46 последпяя снабжена тормозом 52.
Работа на автомаге осуществляется в двух режимах: а) запись программы при укладке первого жгута и б) автоматическая укладка последующих жгутов по записанной программе.
Перед началом работы необходимо установить катущки 46 с проводами нужного сечения для укладки в жгут, заправить концы нроводов в трубки 40 механизма автоматической
заправки и смены провода. Раскладывающая головка 5 находится в исходном положении и фиксируется упорами (на чертежах не указаны) по двум плоскостям.
Предварительно пускают двигатель 34 основного нривода и двигатель 29 нривода бобин 21. При пуске автомата включается электромагнит 50, который через собачку 51 перемещает на щаг заправочное устройство 39. Отверстие в трубке 40 совмещается с отверстием в корпусе 12 раскладывающей головки 5. Одновременно включаются электромагниты 44 и 45, вследствие чего ролики 41 и 42 входят в пазы трубки 40, далее автоматически (от копечных выключателей) включается двигатель 43 ролика 42.
Провод 13 подается в раскладывающую головку 5. По окопчании подачи провода останавливается двигатель 43 и ролики 41 и 42
возвращаются в исходное положение, после чего электромагпитом 37 включается муфта-тормоз 36 и тормоз 6 раскладывающей , головки. Каретка 3 с заторможенпой на ней раскладывающей головкой 5 посредством стальной ленты 10 перемещается вправо в плоскости чертежа на фиг. 1. Одновременно включается электромагнитная муфта 33 и кинолента 22 через приводной ролик 30 и ведущий ролик 23 также перемещается вправо (фиг. 5).
Смепа направлений движений раскладывающей головки осуществляется нажатием на кнопки «вперед, «назад, «внраво, «влево (на чертежах не указаны). Если при движепии раскладывающей головки «вправо в определенной точке необходимо изменить направление, например «назад (на фиг. 1 - вниз), то при нажатии на кнопку «назад отключается электромагнитный тормоз 6 раскладывающей головки и включается тормоз 4
каретки. Каретка 3 затормаживается, раскладывающая головка 5 перемещается по направляющим 11 каретки «вниз в плоскости чертежа фиг. 1. Кнопка «назад одновременно с указанными операциями включает электромагниты 26 перфораторов 25 на первой и третьей дорожках киноленты 22; в киноленте пробиваются два отверстия, соответствующие команде «назад.
Если при движении раскладывающей головки «вправо необходимо изменить направление движения на «вперед (на фиг. 1 - вверх), то при пажатии па кнопку «вперед отключается муфта-тормоз 36, которая отключает двигатель 34 с редуктором 35 и тормозит
стальпую ленту 10. Одновременно включаются тормоз 6 раскладывающей головки и тормоз 4 каретки 3. При полном останове происходит реверс привода, одновременно отключается муфта 33 и включается муфта 32; также включается электромагнит 26 перфоратора второй дорожки и на киноленте пробивается отверстие, соответствующее команде «вперед. По окончании этих операций включается муфта-тормоз 36, отключается тормоз 6 и раскла22 синхронно движется по-прежнему слева направо.
Описанным способом раскладывающая головка подходит к месту закрепления конца провода на шаблоне. В месте кренления конца провода установлены два штыря на расстоянии 10 мм друг от друга. Игла П раскладываюш:ей головки проходит между штырями так, что конец провода остается менаду ними. Раскладываюш,ую головку описанным способом обводят вокруг штырей «восьмеркой, в результате чего провод закрепляется. Далее производят укладку провода согласно монтажной схеме. Хотя раскладываюш,ая головка перемещается в прямоугольных координатах, возможна укладка провода под любым углом, так как провод, натягиваясь, укладывается по гипотенузе треугольника, катетами которого являются координаты перемещения раскладывающей головки. Второй конец провода закреплен аналогично нервому. После закрепления конца провода нажатием на кнопку «обрезка (в чертежах не указана) включается электромагнит 16 эксцентрического ножа 75 и двигатель 47 катушек 46, производится обрезка провода и намотка оставшегося конца обратно на катушку 46. Одновременно в киноленте 22 на второй и третьей дорожках пробиваются отверстия, соответствующие сигналу «обрезка. Раскладывающая головка описанным снособом возвращается в исходное положение.
По возвращении в исходное положенне раскладывающая головка 5 через копечные выключатели (на чертежах не ноказаны) включает электромапшт 50, который снова перемещает на шаг заправочное устройство 39. Теперь следующая трубка 40 стаповится против отверстия в корпусе 12 раскладывающей головки п описанным способом происходит заправка провода другого сечения.
Укладку остальных проводов жгута производят аналогичным образом. Для воспроизведепия записанной программы достаточно перемотать киноленту, согласовать начало ее с исходным положением раскладывающей головки (для чего имеется согласующий сигнал, состоящий из отверстий на всех трех дорожках) и пустить автомат. Автомат повторит все
вышепроизведениые операции, причем сигналы па смену операций будут подаваться тремя счптываюшнми фотодиодами 27, подающими электрические импульсы при попадании на них света от осветителя 28 через отверстия, пробитые в киноленте при записи.
Предмет изобретения
Автомат для укладки нроводов в жгуты с программным управлепием, содержащий программопоситель, например перфорированную ленту, каретку с паправляющими и тормозомфиксатором ее положения, раскладывающую головку с тормозом-фиксатором и систему привода, отличающийся тем, что, с целью упрощеПИЯ системы управления, повышеппя точности и надежности работы автомата, программоноситель с записанной на нем во время укладкн первого жгута программой кинематически связаи с расКоТадывающей головкой п сам является датчиком перемещения последней. W xA.VH,
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат с программным управлением для раскладки проводов в жгуты | 1974 |
|
SU606181A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ МОНТАЖНЫХ ЖГУТОВ | 1968 |
|
SU206968A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Устройство для раскладки проводов в жгут | 1980 |
|
SU991630A1 |
| Устройство для изготовления жгутов | 1977 |
|
SU746979A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Устройство для укладки проводов в жгут | 1981 |
|
SU1076957A1 |
| Устройство для подачи провода | 1980 |
|
SU930785A1 |
| Устройство для изготовления объемных электромонтажных жгутов | 1987 |
|
SU1471334A1 |
oo
10
4i
mJL
cT)
(X
to; Ф Ф
CQ
rr
(Ъ
°o
2/ 22
23 2 22
|X|
|o| jo)
33
Фиг.б
J5
-37
21
W 5/ /i7
-41Фиг.9
1(6
77777/777/77II7
---- .-j
t6
Фиг. to
/J
«2
Фиг.П
