1
Изобретение относится к области электротехники и может быть использовано в технологии производства радиотехнически-; средств, средств автоматики и вычислительной техники.
Известен способ фиксирования монтажного жгута путем упаковки составляющих его проводов в пленку, для чего провода раскладывают на пленке, предварительно закрепленной на шаблоне, концы проводов прошивают через пленку и отверстия в шаблоне, на уложенные провода накладывают вторую пленку, которую обжимают по форме жгута, и скрепляют (например, склеиванием) с пленкой, уложенной на шаблон, после чего пленку обрезают по контуру жгута 1.
Данный способ не позволяет автоматизировать изготовление жгутов с большим числом входяш,их в него проводов и малым шагом ответвлений (для современной радиоэлектронной аппаратуры величина этого шага достигает 2 мм) и существенно усложняет технологию. Это обуславливается тем, что, если маркировку наносить на пленку, предварительно закрепив ее на шаблоне, то, учитывая сильную деформацию пленки в процессе раскладки проводов, качество маркировки снижается и она стано вится непригодной. Введение же дополннтельной операции маркировки после изготовления жгута значительно увеличивает трудое1Мкость жгута и тем самым снижает достоинства данного способа.
Кроме того, большое количество проколов резко снижает прочность первой пленкп, а при малых расстояниях между проколотыми отверстиями не исключаются и ее разрывы. 1акже известен способ изготовления жгутов из проводов, путе.м их укладки на шаблоне по основе из ткани с нанесенной маркировкой жгута и концов проводов, закрепления на указанной основе ткани и последующего вырезания всех
свободных от проводов участков, а шаблон для осуществления этого способа содержит основание со штырями, определяющими конфигурацию жгута, и отверстиями для фиксации концов проводов, и отходящие от основания боковые стенки, предназначенные для крепления на них основы из ткани, высота которых меньше длины указанных штырей по крайней мере на толщину изготавливаемого жгута 2j. Указанный способ изготовления жгутов имеет ограниченную область применения ввиду того, что для жгутов сложной конфигурации, имеющих значительное число проводных ответвлений и изгибов самого
жгута, существенно затрудняется операция
пришивания жгута к ткани. Это объясняется необходимостью установки на шаблоне для подобных жгутов большого количества штырей, определяюш их конфигурацию жгута, что приводит к значительному ограничению зоны действия исполнительных механизмов пришивочной машины (из-за невозможности крепления жгута в областях, прилегающих к установочным штырям, границы которых определяются размерами исполнительных механизмов и диаметрами штырей).
Целью изобретения является расширение функциональных возможностей к упрощение технологии.
Поставленная цель /юстигаетсч тем, что уложенные провода закрепляют путем укладки на них пленки с последующим ее нагреванием до температуры размягчения пленки и созданием вакуума под тканевой основой.
Шаблон содержит основание со штырями, определяющими конфигурацию жгута, и отверстиями для фиксации концов ироводов, отходящие от основания боковые стенки, предназначенные для крепления на пих основы из ткани, высота которых меньше длины штырей но крайней мере на толшину изготавливаемого жгута, расположенный в одной из стенок штуцер и герметичную камеру, расположенную под основанием.
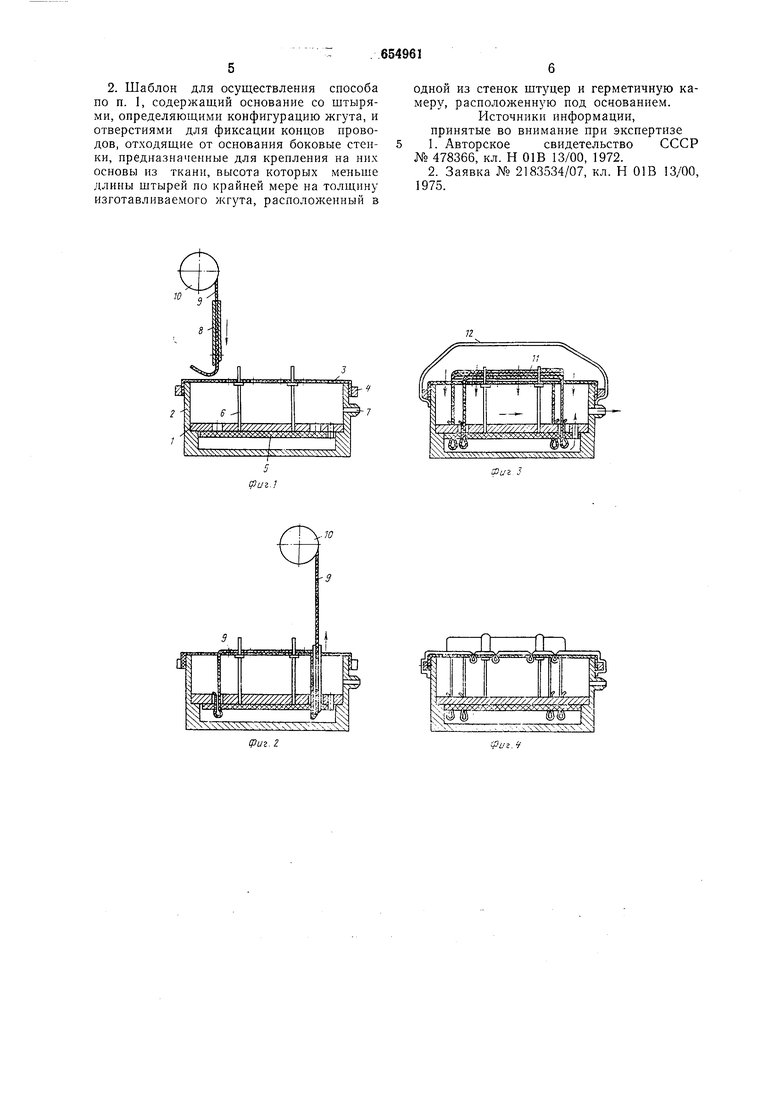
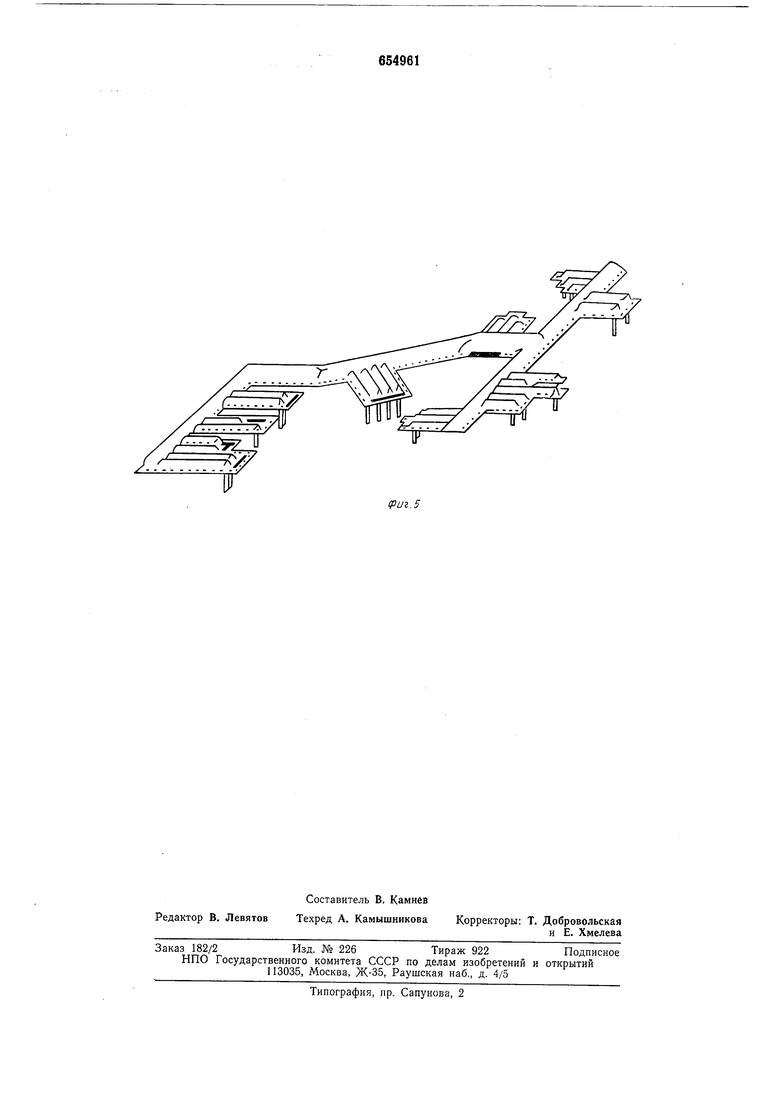
На фиг. 1-3 показано взаимное расположение элементов при укладке проводов в жгут и закреплении жгута на тканевой основе; на фиг. 4 - жгут с тканью после обволакивания его пленкой, вид сбоку; на фиг. 5 - изготовленный жгут.
Шаблон для изготовления жгутов содержит герметичный корпус с основанием 1 и стенками 2, на которых натянута основа из ткани с нанесенной маркировкой жгута и концов проводов. Основа 3 фиксируется относительно корпуса и закрепляется пружинными планками 4. В основании 1 укреплена эластичная прокладка 5 и штыри 6 (фиг. 1), а также установлен штуцер 7.
Укладка жгута осушествляется жесткой полой иглой 8, в которую входит провод 9, размещенный на катушке 10 (фиг. 1 и 2). Жгут И (фиг. 3) термовакуумным формованием обволакивают пленкой 12 и тем самым закрепляют его к основе.
Изготовление жгута ведут следующим образом.
Сначала на корпус шаблона натягивают основу 3 с предварительно нанесенной маркировкой и закрепляют, например, с помощью пружинных планок 4. Затем ведут автоматизированную (либо ручную) укладку проводов между штырями 6 шаблона известными способами, например, с помощью жесткой полой иглы 8, конец которой заострен. Укладываемый провод 9 из бухты либо катушки 10 вводят в полую иглу и для
фиксации начала провода иглу пропускают через соответствующее отверстие в основании сквозь прокладку 5 до выхода конца иглы из тела прокладки. Затем иглу выдергивают и возвращают в исходное ноложение. Конец провода при этом окажется защемленным в пробитом иглой отверстии эластичной прокладки, что позволяет в дальнейшем перемещать иглу вдоль плоскости шаблона, укладывая при этом провод
в нужном положении между штырями 6,
определяющими конфигурации жгута (фиг.
1, 2).
После укладки всех проводов сформированный жгут 11 накрывается пленкой 12 с фиксацией ее относительно корпуса шаблона так, чтобы она и внутренняя часть этого шаблона образовали герметичную камеру. Затем пленку сверху нагревают, а из внутренней полости шаблона отсасывают воздух до определенного разрежения, при этом ткань в силу сетчатости своей структуры не препятствует отсосу воздуха из пространства, образованного пленкой и тканью (фиг.
3, 4). В результате пленка плотно обволакивает жгут. Для лучшего скрепления уложенных проводов с основой в последнюю предварительно перфорируют ио контуру жгута, а так как внутри шаблона образуется разрежение, то размягченная пленка проникает в отверстия перфорации. Затем нагрев отключается и пленка остужается при поддержании постоянного разрежения во внутренней полости шаблона. После остывания изготовленный жгут с тканью и пленкой снимают с шаблона и производится отрезка всех свободных, не прилегающих к жгуту участков ткани и пленки. На оставшихся участках остается маркировка
жгута и концов проводов, необходимая для дальнейшего монтажа жгута в радиоэлектронной анпаратуре.
Использование предложенных способа и шаблона для изготовления жгутов обеспечивает по сравнению с известными изготовление механизированными средствами почти всех применяемых и перспективных жгутов, включая жгуты сложной конфигурации, а также сушественно снижает трудоемкость
и повышает культуру производства.
Ф о р мула и 3 о б р е т е н и я
1. Способ изготовления жгутов ироводов, заключающийся в укладке последних на шаблоне из тканевой основы с последующим их закреплением и вырезании свободных от проводов участков основы, отличающийся тем, что, с целью расщирения функциональных возможностей и упрощения технологии, уложенные провода закрепляют путем укладки на них пленки с последующим ее нагреванием до температуры размягчения пленки и созданием вакуума под тканевой основой.
2. Шаблон для осуществления способа по п. 1, содержащий основание со штырями, определяющими конфигурацию жгута, и отверстиями для фиксации концов проводов, отходящие от основания боковые стенки, предназначенные для крепления на них основы из ткани, высота которых меньше длины штырей по крайней мере на толщину изготавливаемого жгута, расположенный в
одной из стенок щтуцер и герметичную камеру, расположенную под основанием.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 478366, кл. Н 01В 13/00, 1972.
2.Заявка № 2183534/07, кл. Н 01В 13/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жгутов проводов и шаблон для осуществления способа | 1977 |
|
SU682955A1 |
| Шаблон для изготовления жгутов проводов | 1981 |
|
SU955218A1 |
| Устройство для изготовления жгутов проводов | 1977 |
|
SU635517A1 |
| Способ для изготовления жгутов из проводов и шаблон для осуществления способа | 1975 |
|
SU561225A1 |
| Способ изготовления жгутов из проводов и устройство для его осуществления | 1991 |
|
SU1802429A1 |
| Устройство для укладки проводов в жгут | 1982 |
|
SU1034076A1 |
| Способ проводного монтажа | 1977 |
|
SU677139A1 |
| Каретка для устройства прошивки запоминающих матриц | 1980 |
|
SU911612A2 |
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Способ изготовления кодовых жгутов | 1981 |
|
SU1105938A1 |
33 и г 3
