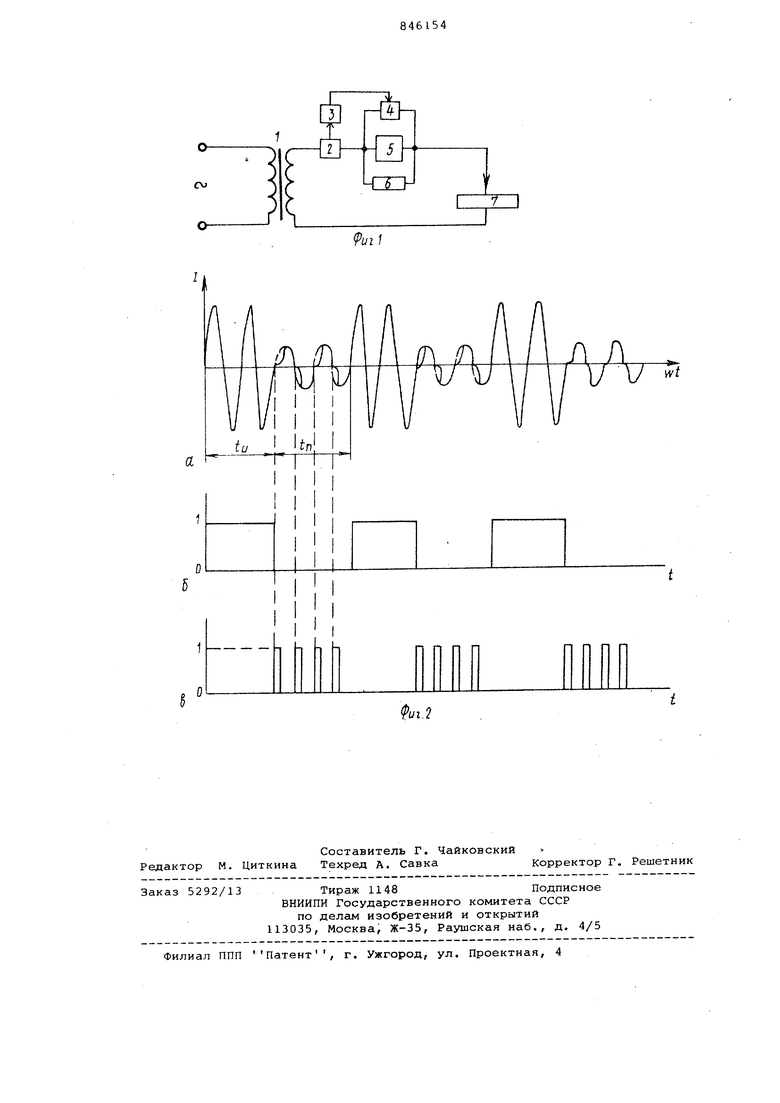
Величина предцугового тока i , как следует из выше приведенной формулы, пропорциональна углу сдвига фаз Ч и обратно пропорциональна сопротивлению цепи Z, При закорачивании токоограничительного элемента в преддуговой период помимо уменьшения сопротивления сварочной цепи Z увеличивается угол сдвига , что приводит к увеличению величины преддугового тока 1д, а следовательно, и стабил ности процесса в целом.. На фиг. 1 изображена структурная схема устройства для сварки перемен ным модулированным TSOKOM; на фиг. 2 осциллограмма сварочного тока (а) и диаграммы работы основного (б) и дополнительного (в) ключей, соот ветственно. Сварочный трансформатор 1 первич ной обмоткой подключен к питающей сети, а вторичная его обмотка пита сварочную цепь. Последовательно с одним концом вторичной обмотки вкл чен датчик 2 тока, который через релейный элемент 3 связан с дополнительным ключом 4. В сварочной цепи последовательно с датчиком 2 тока подключен основной ключ с бло 5 управления. Параллельно основном ключу 5 включен токоограничительвый элемент 6, Другой конец вторич ной обмотки сварочного трансформатора 1 подключен к свариваемому изделию 7. Устройство работает следующим образом. Режим модулированного тока создается за счет периодического шунт рования токоограничительного элемента б .основным ключом 5 . При отк том положении основного .а 5 (состояние на фиг. 2 б) при малом сопротивлении сварочной цепи в течение времени импульса t, тече ток импульса 1, При закрытом поло жении основного ключа (состояние О на фиг. 26) амплитуда свароч ного тока в течение времени tn уменьшается до величины Iv {фиг.2 В течение паузы датчик 2 тока в моменты перехода сварочного тока через нулевое значение вырабатывае сигнал, запускающий релейный элемент 3, который на регулируемое время переводит дополнительш й ключ 4 в открытое положение (состояние на фиг. 2 в). После зажигания дуги дополнительный ключ 4 возвращается в исходное состояние (состояние О на фиг. 2 в). Использование предлагаемого устройства при сварке переменным модулированным током позволит интенсифицировать развитие преддугов.ых процессов в течение паузы, увеличить, преддуговой ток, уменьшить время между погасанием дуги в предьщуший полупериод и зажиганием в следующий (фиг. 2 а, пунктирная кривая) , т.е. поднят.ь устойчивость процесса в целом. Амплитудное значение тока паузы при этом остается неизменным, сохраняются все преимущества сварки модулированным током. Поскольку дополнительный ключ предназначен для коммутирования преддуговых токов, составляющих величину порядка б - 10 А, то он, в отличие от основного, может быть рассчитан на небольшую мощность. Предлагаемое устройство для сварки переменным модулированным током позволит улучшить стабильность горения дуги в период низкого энергетического уровня процесса и повысить за счет этого качество сварного соединения. Форг-тула изобретения Устройство для сварки пере;«1енным модулированным током, содержащее силовой ключ с блоком управления, и подключенный параллельно ключу токоограничительный элемент, отличающееся тем, что, с целью повышения стабильности процесса сварки, в устройство введены релейный элемент, датчик тока, последовательно соединенный с последующим, и дополнительный ключ, при этом дополнительный ключ подключен параллельно упомянутому ключу и соединен с релейным элементом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 185425, кл. В 23 К 9/00, 11.07.63. 2.Авторское свидетельство СССР № 525510, кл. В 23 К 9/00, 04.04.73.
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки переменным модулированным током | 1979 |
|
SU863222A1 |
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |
| Способ питания дуги переменного тока | 1974 |
|
SU753569A1 |
| Источник питания для сварки модулированным током (его варианты) | 1981 |
|
SU1042922A1 |
| Устройство для ручной дуговой сварки модулированным током | 1977 |
|
SU727361A1 |
| Устройство питания для сварки | 1985 |
|
SU1348105A1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| Устройство для сварки на переменном токе | 1977 |
|
SU904932A1 |
| Имитатор сварочной дуги | 1988 |
|
SU1600937A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
W
