Порообразующнми могут служить бикарбонат аммония, карбо|;ат aMMOHViH, скипидар, спирты, эфиры и т. п.
Процесс осуществляется следующим образом.
Ткань очищается от ниток и сшивается внахл-ёстку дво1п1ым швом. Полихлорвиниловая .,-.смола перед запуском в производство просеивается на сите № 70. Затем тщательно перемешанная с пластификагором и стабилизатором смола оставляется для набухания в термошкафу в течение не менее шести насов при температуре 70-80°. В процессе набухания перемешиБэние её производится не реже, чйм через каждые 30 минут.
Набухание смолы может также производиться в мешалке ВернерПфлейдерера при вышеуказанной температуре в течение трёх часов.
Плёнкообразование производится на рифайнер-вальцах при фрикции I : 2,48 при температуре валков 100-120°С. Число пропусков - 10-12, до получения однородной плёнки. Нагрузка на вальцах - 32 кг.
Введение волокна и красителей производится иа сместительиых вальцах при температуре 80-90°С, при зазоре валков в 3,5 мм, с fidследующим пропуском 2-3 раза для равномерного распределения красителя и волокна на вальцах.
Перед шпредированием ткани смесь разогревается и в неё вводятся порообразуюшие вещества. Режим: 7 минут при нагрузке на вальцах - 32 кг.
Такой же режим устанавливается и в случае получения смеси для лицевой плёнки.
Шпредирование ткани производится на трёхвалковом каландре гьр-и фрикции 1 : 1,3. Скорость щпредирования 4-8 м/мин.
Температура валков: верхнего-- 90-100°С, среднего - 100-120 С, нижнего - 100-110 С.
Деревянный ролик с предварительно намотанной тканью устанавливается с ПОМОЩЬЮ штанги в тормозное приспособление каландра.
Нанесение лицевой плёнки осуществляется на том же каландре без фрикциона. Скорость нанесени5г плёнки - 4-6 лг;1мин.
Температура валков: верхнего - 105-110°С, среднего- 115-i25 C, нижнего - 105 - 110°С; толщина плёнки - 0,25-0,50 мм.
Полученный таким образом iiaтериал подвергается нагреванию до температуры 115-С, а в случае применения порообразующих веществ с более низкой точкой разложения или испарения - до температуры SO°C, после чего подвергается тиснению на мерейном каландре.
Предмет изобретения
Способ изготовления заменителя кожи путём нанесения на ткань лицевой плёнки на основе полихлорвиниловой смолы и волокнистых нагю.шителей, о т л и ч а ю щ и и с я тем, что для повышения газопроницаемости заменителя в смесь для лицевой плёнки вводят порообразующие вещества, например бикарбонат или карбонат аммония.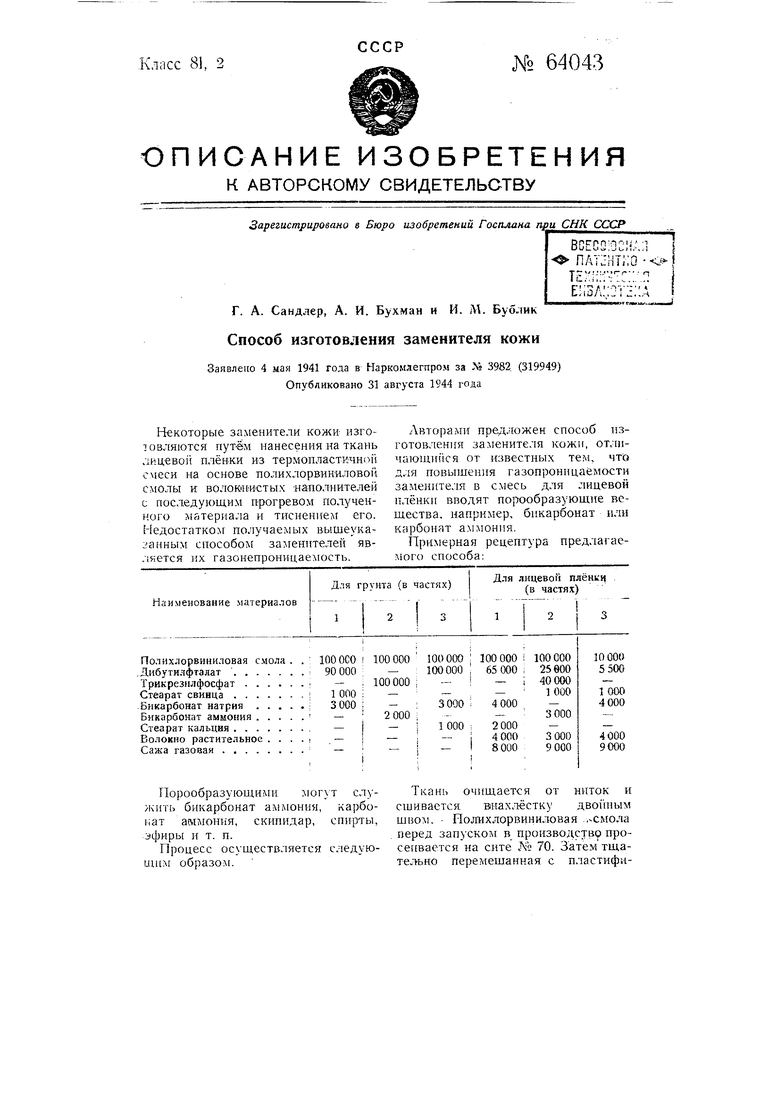
| название | год | авторы | номер документа |
|---|---|---|---|
| Валик для вытяжных аппаратов прядильных машин | 1942 |
|
SU66498A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ОРГАНИЧЕСКОГО ТКАНОГО МАТЕРИАЛА ДЛЯ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ | 2001 |
|
RU2200214C1 |
| СПОСОБ ПРОИЗВОДСТВА ДУБЛИРОВАННОГО ВОЛОКНИСТОГО НЕТКАНОГО МАТЕРИАЛА "МОНФОРМ" | 2009 |
|
RU2418115C1 |
| Способ огнезащитной отделки текстильных материалов | 1971 |
|
SU576971A3 |
| Электродная сборка для топливного элемента без протонообменной мембраны, способ ее получения и топливный элемент | 2021 |
|
RU2793458C1 |
| Изоляционный материал | 2020 |
|
RU2753045C1 |
| СПОСОБ ПЕРЕВОДА ИЗОБРАЖЕНИЯ НА ТЕКСТИЛЬНЫЙ МАТЕРИАЛ И ПОЛОТНО НОСИТЕЛЯ ИЗОБРАЖЕНИЯ | 1988 |
|
RU2088717C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕТЕРОГЕННЫХ ИОНООБМЕННЫХ МЕМБРАН | 2006 |
|
RU2314322C1 |
| Способ повышения прочности окрасок, получаемых кислотными красителями | 1958 |
|
SU115470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВАННОГО ИГРАЛЬНОГО СУКНА | 1996 |
|
RU2131953C1 |
