В военное время перед а виационной промышленностью остро встали вопросы борьбы с загрязнением сплавов Вредными примесями. Особенно тяжёлое положение создалось с алюминиевыми сплавами для литья, в связи с необходимостью использования громадного количеcTBia стружки и лома. Основная группа моторных н самолётных деталей отливается из сплавов типа силумин, механические свойства которых резко снижаются примесью железа. Между тем содержание железа в переплавах крупного лома доходит до 1%, а в переплавах стружки до 3-4%, тогда как содержание его не должно превышать 0,4-0,5%. Для рафинирования алюминиевых сплавов от железа предлагались и опробовались /jBa способа:
1)Отстаивание при кристаллизации, основанное на том, что кристаляы первично кристаллизуюш.ейся железной составляюш.ей осаждаются на дно тигля, затем от затвер девшего слитка отрезается часть его, обогащённая железом.
2)Фильтрация, при которой из сплава, охлаждённого до температуры, близкой к эвтектической, отсасывается нлн выжимается через фильтр эвтектика. Часть сплава, обогащённая железом, остаётся на фильтре.
Рафинирование как тем, так и другим способом связано с медленHbU охлаждением металла, т. е. длительно, и даёт малый выход c;4HUj.eHHoro металла, не пре вышагошмй 40%. Степень очистки металла от железа также недостаточна; как правило, содержание его в рафинированном Атеталле колеблется в пределах 0,8-1,2% (более низкие значения получаются как исключение).
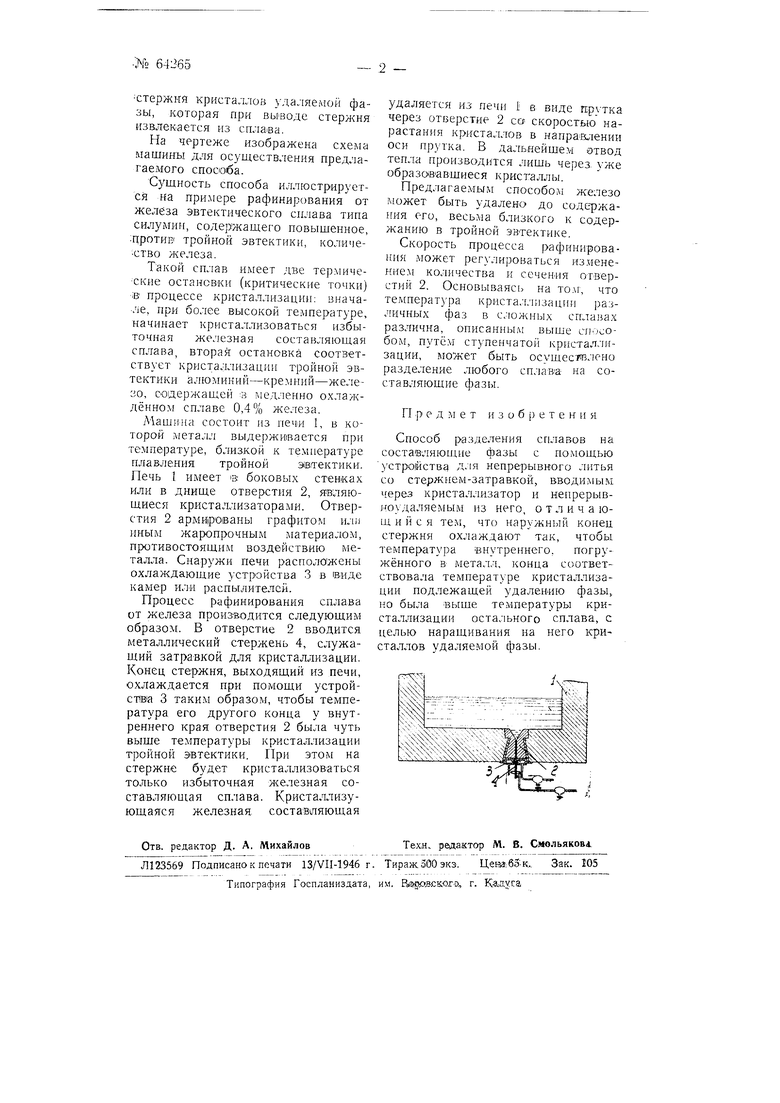
Предлагаемый настоящим изобретением способ разде.-1ения сплавов на составляющие фазы использует устройство для непрерывного литья со стержнем-затраВкой, введённым через кристаллизатор и непрерывно удаляемый из него. При этом наружный конец стержня подвергается специальному охлаждению с таким расчётом, чтобы температура внутреннего, погружённого в металл, конца соответствовала температуре кристаллизации подлежащей удалению фазы, но была выше температуры кристаллизации остального сплав-а. Этим достигается наращивание на внутреннем конце
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отливки поршней | 1941 |
|
SU62265A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 1989 |
|
SU1739653A1 |
| СПОСОБ ОЧИСТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2415733C1 |
| СПОСОБ ПЕРЕПЛАВА СТРУЖКИ И ДРУГИХ ДИСПЕРСНЫХ ОТХОДОВ МЕТАЛЛОВ И СПЛАВОВ В СРЕДЕ ТВЕРДОЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2135613C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВТОРИЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2018 |
|
RU2731634C2 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛО-СТРУЖЕЧНОГО БРИКЕТА | 2003 |
|
RU2241049C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ И СТРУЖКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1999 |
|
RU2156815C1 |
| Способ рециклинга алюминия электролизом расплава его лома и устройство для осуществления этого способа | 2022 |
|
RU2796566C1 |
| Приспособление для указания расхода воды, пара или газа при насадках Вентури | 1929 |
|
SU19354A1 |
| Прекурсор лигатуры Al-Ti-B | 2022 |
|
RU2810143C1 |
