1
Изобретение относится к обработке металлов давлением и быть использовано в металлообрабатывающей нромьшшенности для получения мерных заготовок.
Известно устройство для холодной
ломки проката, содержащее силовой привод с опорной призмой, траверсу с ломагющим элементом, два рычага с зажимами, установленными на оси, жестко связанной с опорной призмой, причем ломаю щий элемент Может быть выполнен в виде клина, расположенного в плоскости излома и контактирующего с соответст вующими скосами рычагов lj .
Зажимы рычагов имеют индивидуальНый силовой привод, иэ-за чего усложняется устройство, снижаются надежность зажима и производительность операции раскроя, а кинематика качающихся рычагов не обеспечивает наиболее бла- гоприятного режима нагружения при раотяжении с перекосом, так как в начальный момент нагружения, когда растягивающее усилие наибольщее, перекоса в ослабленном сечении равен нулю, что приводит к увеличению лотребных нагрузок и ухудщению условий работы зажима (возникает, возможность проскальзывания проката в зажимах). Кроме того, надрез при раскрое известным уст ройством выполняется при наличии дополнительного узла надреза дополнительной операцией, что также усложняет устройство и снижает производительность раскроя.
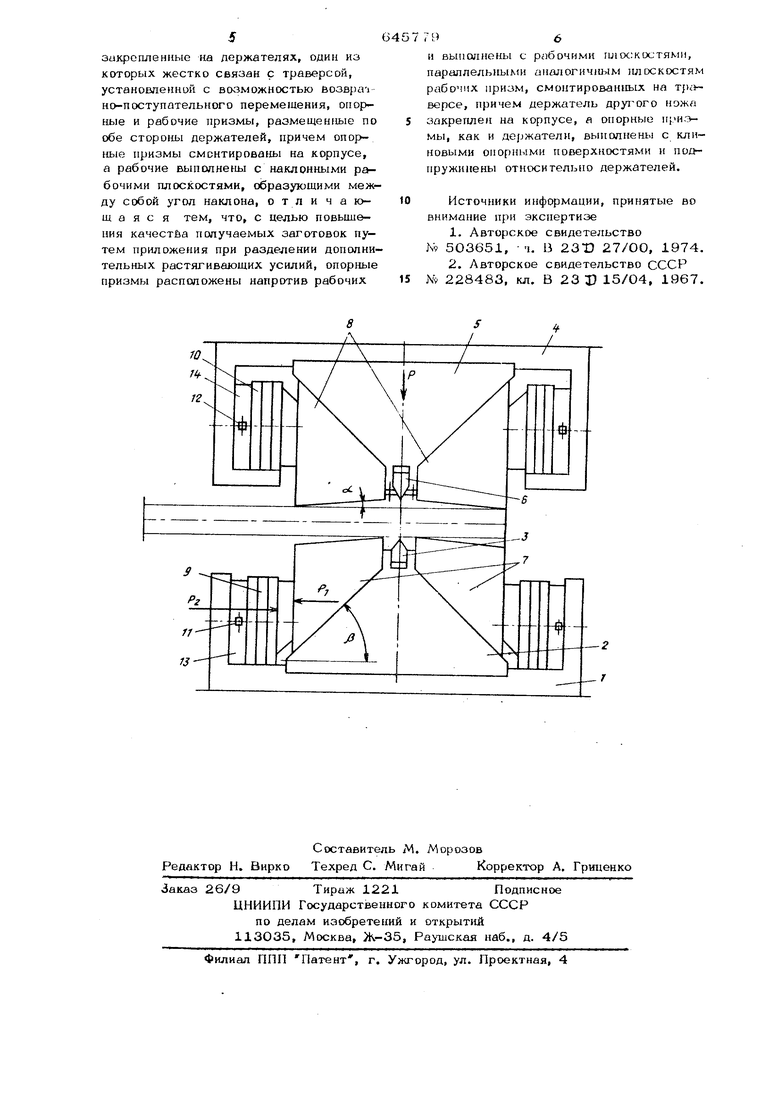
Известна установка для разделения проката, содержащая два ножа, расположенные диаметрально противоположно и закрепленные на держателях, один из которых жестко связан с траверсой, установленной с возможностью возвратно поступательного перемещения, опорные и рабочие призмы, размещен1гые по обе стороны держателей, причем опорные ириэмы смонтированы ЕШ корпусе, а рабочие выполнены с наклонными рабочими плоскостями, образующими между собой заданный угол наклона 2. Недостатком известной установки явгпяется низкое качество потучаемых заго товок. Целью изобретения является повышение качества получаемых заготовок пу- тем приложения дополнительных растягивающих усилий. Указанная цель достигается тем, что опорные призмы расположены напротив рабочих и вьшолнены с рабочими 1Ш1Х костями, параллельными а 1алогичным плоскостям рабочих призм, смонтированных 1На траверсе, причек держатель дру гого ножа закреплен на корпусе, а опорные приемы так же как держатели, вы- полне 1ы с клиновыми опорными поверхностями и подпружинены относительно держателей. Сущность изобретения поясняется чертежом, на котором схематично изображе- на установка. Установка состоит из корпуса 1, на котором закре1шен держатель 2 с ножом 3, траверсы 4, связанной С приводом (на чертеже привод условно не показан) и несущей держатель 5 с ножом 6, опор ные и рабочие призмы 7 и 8, смонтированные соответственно на корпусе 1 и на траверсе 4 и расположенные напротив друг друга. Призмы 7 и 8 и держатели 2 и 5 выполнены с клиновыми опорными поверхностями и подпружинены относительно держателей рессорами 9 и 10, регулируемыми, соответственно, винтами 11 и 12 и опирающимися на раздвиж ные башмаки 13 и 14. Рабочие поверхности призм 7 и 8 выполнены наклонными и параллельными между собой. Угол их наклона равен 180-2(Л/. Клиновые опорные поверхности выполнены под fb к поверхности траверсы. В варианте исполнения установки держатель 5 и рабочие призмы 8 выполнены в виде цилиндрических ломателей, обеспечивающих изгиб, зажим и обкггтывание проката при раздвижении опорных ризм 7. Установка может быть установлена на прессе. Установка работает следующим образом,, Раскраиваемый прокат размещают на опорных призмах 7 так, чтобы сечение предпол 1Гаемого разрущения совпало с Ш1оскост)лэ, проходяи1ей через рабочие кромки ножей 3 и 6, После этого включают привод ншфужаюшего держателя (усилие Р). Жесткость рессор 9 и 10 и угол jb 110добра1Ш1 так, что призмы 7 Л 8 раздвшаются на расстояние, даст. точное шш выполнения надрезов ножами 3 и 6 и проката в сечении предполагаемого разрушения на угол 2ой. При этом рабочие поверхности призм 7 и 8 зажимают изогнутый прокат по обе стороны от сечения предг1ола1аемого разрушения. С увеличением усилия Р после достижения надежного зажима горизонтальная состашшющая Pj , приложенная к призмам, превышает усилие Р2 , приложенное со стороны рессор 9 и 10, в результате чего призмы 7 и 8 стремятся,раздвинуться, нш ружая изогнутый прокат растягивающим усилием, реализуя таким образом наиболее жест- кую схему нагружение - растяжение с перекосом, приводящую к разрушению проката в плоскости надреза. Жесткость рессор 9 и 10 перемещением башмаков 13 и 14 можно подобрать такой, чтобы надрез выполнялся с одной стороны, с двух сторон, до изгиба, Б процессе изгиба, или после изгиба. Углы ей и и , а также условия выполнения надреза назначают в зависимости от марки раскраиваемого материала и размера получаемых заготовок. Если обеспечить призмам (при достаточном для изгиба усилии) перемещение в горизонтальном направлении на расстояние, превьплающее плечо изгиба, то на установке можно реализовать способ раскроя проката с обратным изгибом. На установке можно обеспечить зажмм проката усилием основного привода, можно также увеличить ее производительность. Нагружение проката растяливающим усилием после изгиба (в упругой или пластической зоне) исключает проскальзывание клиньев относительно проката и обеспечивает оптимальную схему нагружения, дающую высокое качество получаемых заготовок и расширение номе11клатур ы раскраиваемых материалов. Выполнение надреза в процессе нагруже- ния исключает необходимость в разметке и допол1 ительном yvЗлe надреза, что упрощает конструкцию установки и способствует повышению производительности процесса раскроя. Формула изобретения Установка для разделения проката, содержащая корпус два ЕШЖЛ, расположенные диаметрально противоположно и S закрепленные на держателях, один из которых жестко связан с траверсой, установленной с вскзможностью возврач но-поступательного перемешення, опорные и рабочие призмы, размещенные по обе стороны держателей, причем опорные призмы смонтированы на корпусе, а рабочие выполнены с наклонными рабочими плоскостями, образующими меж ду собой угол наклона, о т л и ч а loщ а я с я тем, что, с целью повышения качества получаемых заготовок путем приложения при разделении дополни тельных растягивающих усилий, опорные призмрл расположены напротив рабочих 96 и выполнены с рабочими плосжостямп, параплельиылп аналогичным шоскостям рабочих призм, смонтированных на т{); -версе, причем держатель дру1ого ножя закреплен на корпусе, а опорные ириэмы, как и держатели, выполнены с клиновыми опорными поверхностями и подпружинены относительно держателей. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство ч 5О3651, -ч, 13 2313 27/00, 1974. 2.Авторское свидетельство СССР № 228483, кл. В 233) 15/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения проката | 1977 |
|
SU674813A1 |
| Устройство для разделения проката | 1982 |
|
SU1055596A1 |
| Установка для раскроя проката | 1980 |
|
SU893321A1 |
| Устройство для разделения проката | 1978 |
|
SU831430A1 |
| Установка для ломки прутков наМЕРНыЕ зАгОТОВКи | 1978 |
|
SU841806A1 |
| Устройство для разделения проката | 1981 |
|
SU1030111A1 |
| КОМПЛЕКС ДЛЯ РАСКРОЯ ПРУТКОВОГО И ТРУБЧАТОГО МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ МЕТОДОМ ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ | 2000 |
|
RU2216436C2 |
| Устройство для ломки проката | 1980 |
|
SU870017A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
