Изобретение предназначено для использования в установках для термической обработки проволоки с нагревом ее электрическим током в процессе перемотки.
Известно устройство, содержащее регулируемый источник электроэнергии, соединенный последовательно с нелинейным элементом (квадратором), датчик напряжения на участке отжига, датчик усилия начала пластической деформации и датчик скорости перемотки, подключенные к регулируемому источнику через сумматор и оптимизированный усилитель 1|. В таком устройстве благодаря наличию контура регулирования, в котором использован датчик механических свойств провода решается задача стабилизации степени отжига при изменения состава примесей в материале, начальной температуры входящего провода, величины наклепа.
Недостатком известного устройства является недостаточное быстродействие контуров регулирования и точности регулирования степени отжига.
Целью изобретения является увеличение быстродействия и точности регулирования степени отжига проволоки.
Указанная цель достигается за счет того, что предлагаемое устройство содержит регулируемый источник электроэнергии, соединенный последовательно с нелинейным элементом, датчик напряжения, датчик усилия начала пластической деформации со схемой определения сигнала рассогласования с задатчиком усилия и датчик скорости перемотки, подключенные к регулируемому источнику через сумматор и усилитель. Кроме того, устройство содержит умножитель, генератор, интегрирующее устройство и реле, соединенное через генератор с датчиком скорости, размыкающий контакт реле включен между выходом схемы определения сигнала рассогласования и интегрозапоминающим устройством, первый вход умножителя соединен с датчиком скорости, второй вход умножителя соединен с выходом интегрозапоминающего устройства, а выход умножителя соединен с сумматором.
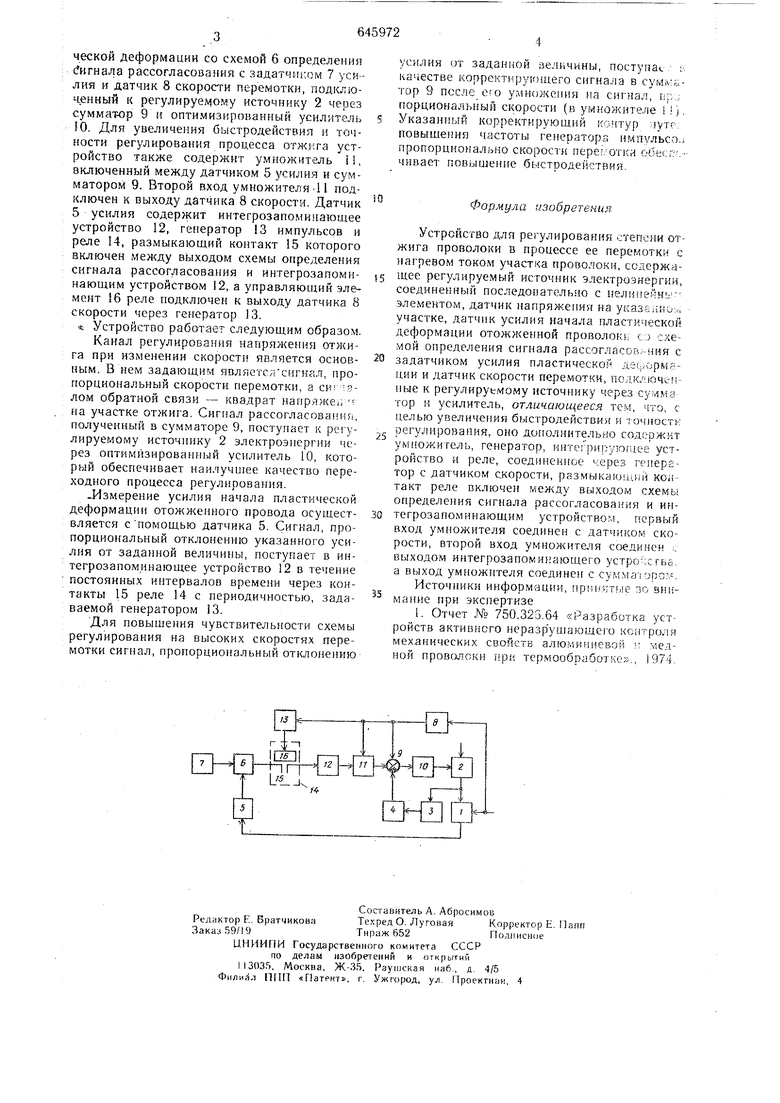
На чертеже представлена блок-схема устройства, которая содержит объект управления - проволоку I, регулируемый источник 2 электроэнергии, соединенный последовательно с нелинейным элементом 3, датчик ( напряжения, датчик 5 усилия начала пластической деформации со схемой 6 определения (Сигнала рассогласования с задатчш.ом 7 усилия и датчик 8 скорости перемотки, под1и;юченный к регулируемому источнику 2 через сумматор 9 и оптимизированный усилитель 10. Для увеличения быстродействия и точности регулирования процесса отжига устройство также содержит умножитель 11, включенный между датчиком 5 усилия и сумматором 9. Второй вход умножителя 1 подключен к выходу датчика 8 скорости. Датчик 5 усилия содержит интегрозапомииающее устройство 12, генератор 3 импульсов и реле 14, размыкающий контакт 15 которого включен между выходом схемы определения сигнала рассогласования и интегрозапоминающим устройством 12, а управляюнхий элемент 16 реле подключен к выходу датчика 8 скорости через генератор 13. « Устройство работает следующим образом.
Канал регулирования нагфпжения отжига при изменении скорости является основным. В задающим яоляетслсигкал, пропорциональный скорости перемотки, а си :злом обратной связи - квадрат напря.ке, на участке отжига. рассогласованн, полученный в сумматоре 9, поступает к регулируемому источ ику 2 электроэнергии через оптимизированный усилитель 10, который обеспечивает наилучшее качество переходного процесса регулирования.
-Измерение усилия начала пластической деформации отожженного провода осуществляется спомощью датчика 5. Сигнал, пропорциональный отклонению указанного усилия от заданной величины, поступает в интегрозапоминающее устройство 12 в течение постоянных интервалов времени через контакты 15 реле 14 с периодичностью, задаваемой генератором 13.
Для повышения чувствительности схемы регулирования на высоких скоростях перемотки сигнал, пропорциональный отготонению
усилия ит заданной величины, поступяс. :. качестве корректирую цего сигнала в сумматор 9 пссле его умножения на сигнал, пр.; порциона. скорости (в угиножнтеле 11. Указанный корректирующий колтур путе, повыщения частоты reFieparopa и,вдпyльco.J пропорционал.ьно скорости перег/отки обеспечивает повышение быстродействия.
Формула изобретения
Устройство для регулирования степени отжига проволоки в процессе ее перемотки с нагрево.м током участка проволоки, содержащее регулируемый источник электроэнергии, соединенный последовательно с пелипейнь элементом, датчик напряжении на указаими:,. участке, датчик усилия начала пластической деформации отожженной проволоки сэ схемой определения сигнала рассогласов -ния с
задатчиком усилия пластической дец-ормяции и датчик скорости перемотки, подк. HSiie к регулируемому источнику через сумма тор и усилитель, отличающееся тем, что, с целью увеличения быстродействия и точностк
регулирования, оно дополнительно содер.жит умножитель, генератор, интегрирующее устройство и реле, соединенное через reiiepaтор с датчиком скорости, размыкающий кол такт реле включен рлежду выxoдoJM схемы определения сигнала рассогласования и интегрозапоминающим устройством, первый вход умножителя соединен с датчиком скорости, второй вход умножителя соединен L выходом интегрозапоми)ающего устро ;сгьа, а выход умножителя соединен с суммаюроу. Источники информации, прпиятЕле по вн манне при экспертизе
1. Отчет № 750.323.64 «Разработка устройств активного неразруша още1о кснтро: я мех.анических свойств алюминиевой медной проволоки при термообработке., 197-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования степени нагрева движущейся проволоки перед волочением | 1981 |
|
SU977504A1 |
| Устройство для регулирования температуры | 1980 |
|
SU877491A1 |
| Источник технологического тока | 1977 |
|
SU733220A1 |
| Регулятор для объектов с запаздыванием | 1989 |
|
SU1786468A1 |
| Следящая система | 1984 |
|
SU1216773A1 |
| Устройство автоматического регулирования температуры при электроконтактном нагреве металла | 1983 |
|
SU1130610A1 |
| Индукционная установка | 1979 |
|
SU847529A1 |
| Система автоматического управления относительным удлинением жилы, провода | 1989 |
|
SU1837268A1 |
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
/J
