: 1 .
Изобретекие относится к области сварки, а именно к контактной стыковой сварке оплавлением.
Известен способ сварки импульсным оплавлением, которое проиэводится путем кратковременного изменения скорости подачи детали относительно ее средних значений l .
Недостатком этого способа явлйется невозможность,сварки деталей больших сечений из-за недостаточной интенсивности нагрева стыка.
Известен также способ контактно стыковой сварки импульсным оплаблением иа переменном сварочном токе и напряжении, при котором в процессе оплавления одной из свариваемых детгшей сообщают колебательные перемещения вдоль направления подачи 2 .
Данное техническое решениеявляется наиболее близким к предлагамому способу по технической сущнос и достигаемому результату.
Согласно известному способу дополнительные колебательные перемещения вызывают H3NieHeHHe величины искрового зазора. При сварке импульсным оплавлением в каждом периоде колебательных движений можно
-2- .
выделить два момента: сближение и разведение. При сближении сварйвавмих образцов искровой зазор уменьшается, увеличивается площадь контактов, образующихся на торцах свариваелвлх Я еталей, и уменьшается электрическое сопротивление.
При разведении искровой зазор увеличивается, уменьшается площадь контактов, увеличивается сопротив-ление. Разведение 0&J4HO заканчи-, вается взрывом контактод (опл.авлейие). При этом количество выброшенного металла, термический КПД и скорость оплавления существенно зависят от мгновенного значения сварочного напряжения в момент взрыва контакта. При сварке по известному способу контактнс 4у сопротивлению могут соответствовать самые раэличйыё мгновенные значения сварочного напряжения, что приводит к ув еличению времени сварки, сйижеиию термического КПД, Это являетсй недостке этого способа.
Целью изобретения является повышение производительности процесса путем интеисификгшии нагрева.
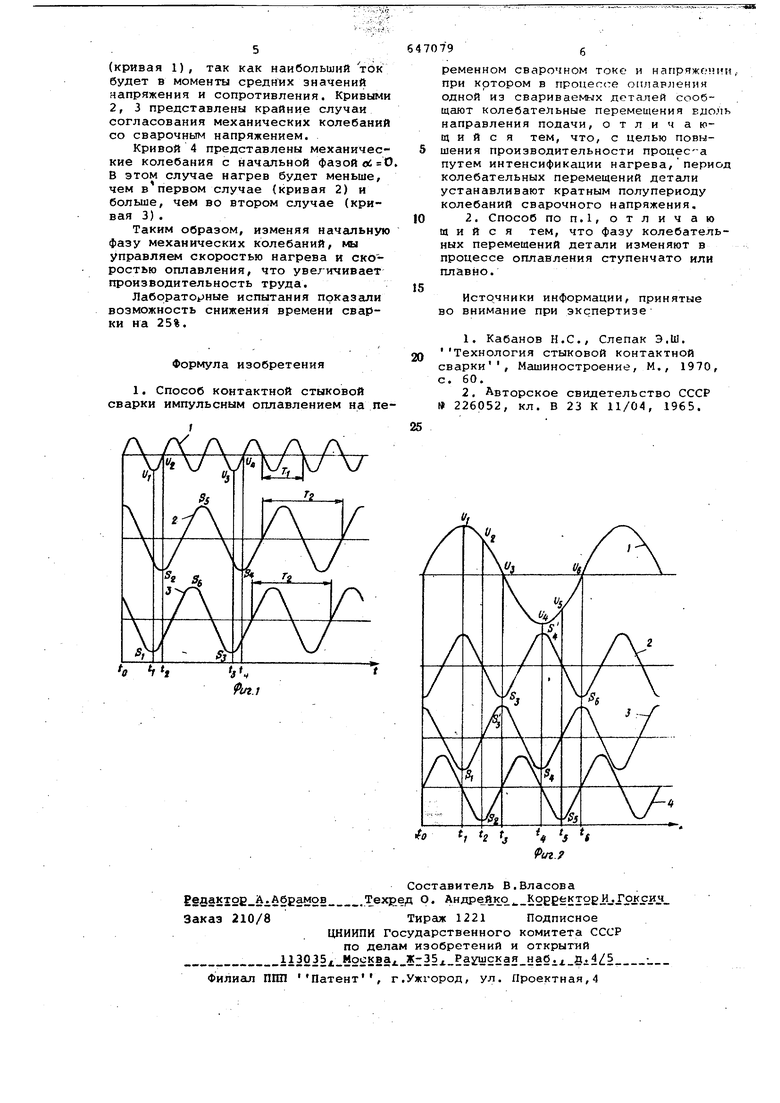
Указанная цель достигается тем, что период колебательных переметеНИИ детали устанавливают кратным, пояупериоду колебаний сварочного напряжения, Фазу колебательных пер мещениЯ детали изменяют в процессе оплавления ступ енчато или плавно Сущность предлагаемого .способа контактной стыковой сварки импульс ным оплавлением иллюстрируется фиг.1,2. На фиг. 1 кривая 1 - графи .мгновенных значений сварочного нап ряжения описывается - уравнением и --и -sincot. где и - мгновенные значения сварочного напряжения; Ufrt - амплитуда сварочного нап ряжения; CJt - круговая частота СО 5 TrTj - период колебаниЧ, t - время. Кривые 2 и J - графики колебател ных перемещений колонны машины, оп сываются уравнением (wt-foG)/ где 5 - мгновенные значения смещ ний; Sm - амплитуда смещений; . cot - круговая частота; ) T-Tg- период ко тебаний; t - время; di - начальная фаза; (65t+ot) - фаза колебаний IF i т If Л. , Смещения б ; бд 5 4 соответствуют максимальному искровому зазору, смещения. 65 S - минимал ному искровому зазору. Установив в момент времени t t начальную фазу колебагельйых движе d - + tio (кривая 2) , мы тем саглым абсолютному мгновенному -значению н ряжения, в данном случае О, ста в соответствие максимальный искров зазор. - , , :,- .. При Мгксимальном искровом зазор когда площадь контактов минимальна (в этот момент наиболее вероятен взрыв контактов), и сварочном напряжении, стремящемся к нулю, взрыв контакта происходит с малым выброс металла, что существенно повышает термический КПД и тем самым интенсифицируется нагрев и повышается производительность труда. . Установив в момент времени -tzlo начальную фазу колебательных движ ний ОС 135 {кривая 3), мы тем са мым максимальному искровому зазору ставим в соответствие абсолютное мгновенное значение сварочного нап ряжения, равное амплитудному (максимальному) . при напряжении, стремящемся к максимальному, контакта прои Iит с большим выбросом металла, чт позволяет повысить скорость при оп.;;аилении. Повышенная скорость оплавления необходима в конечной стадии сварки для создания газовой защиты поверхности оплавления от окисления. Особенно ярко преимущества предлагаемого способа проявляются, когда устанавливают колебания с пеР1ИОДОМ, равным полупериоду сварочного напряжения, т.е. I TI 1, где Tj - период механических колебаний свариваемой детали; TI - период .колебаний сварочного напряжения, В этом случае регулирование начальной фазы механических колебательных движений оказывает влияние не только на размеры взрывающихся контактов, но и на нагрев деталей. Па фиг. 2 представлены: 1 - график мгновенных значений сварочного напряжения;2, 3, 4 - графики колебательных перемещений колонны машины с различными начальными фазами Тг : |-Ti 1. Кривой 2 представлены механические колебания с начальной фазой Лг-эо. В этом случае максимальному искровому зазору (точки смещения 6.3 и 5 ) будут cqoTBejrcTBOBaTb минимальные напряжения TI О и 0 0. По мере уменьшения искрового зазора до точки Sj, а следовательно, и уменьшения сопротивления напряжение увеличивается и достигает амплитудного зн.ачения в момент времени t t, ток будет повышаться. В дальнейшем зазор увеличивается (сопротивление увеличивается) от точки 5 до точки 5 , . Напряжение также уменьшается и стремится к О в момент времени t t,. В этот момент произойдет взрыв контактов с малым выбросом металла. Кривой 3 представлены механические колебания с начальной фазой л + 90°. В этом случае максимальному искровому зазору, (точки 5 иб) будут соответствовать максимальные значения сварочного чапряжения TJ и И . Ток будет мал ввиду большого сопротивления контактов. С уменьшением искрового зазора от точки 5 до точки Sg и уменьшением сопротивления напряжение будеТ уменьшаться до значения 11 0. В этом случае ток будет стремиться к 0. с увеличением зазора и увеличением сопротивления напряжение увеличивается доИ Um при максимальном зазоре 64 В момент времени происходит взрыв с большим выбросом металла. При таком согласовании механичес.ких колебаний с колебаниями сварочного напряжения электрическая энергия за один период колебаний будет меньше., чем в первом случае
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки импульсным оплавлением | 1977 |
|
SU1022407A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1669663A1 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1125111A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1459857A1 |
| Способ контактной стыковой сварки импульсным оплавлением | 1980 |
|
SU946850A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2323072C2 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1512735A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1989 |
|
SU1662788A1 |
