.-. i,i O:ci{) 111.-) п. I , о т .п и ч а и Я с я TfiM, что в периоды, когn.j oiiiioTiiBJieuHe конта стов превыiiifKM паланную величину, напряжение на CFi;ipo4HOM трансформаторе отключают.
3. Способ по пп. 1 и 2, о т л и чают и и с я тем, что лапавае. величину сопротивления контактов, при которой производят регулирование напряжения, в процессе сварки изменяют по программе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки импульсным оплавлением | 1976 |
|
SU647079A1 |
| Способ контактной стыковой сварки импульсным оплавлением | 1980 |
|
SU946850A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1669663A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1989 |
|
SU1662788A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1512735A1 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1125111A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1459857A1 |
1. СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИМПУЛЬСНЫМ ОПЛАВЛЕНИЕМ на переменном токе и напряжении, при котором в процессе оплавления одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, о т л и чающийся тем, что, с целью повышения производительности пуTeji обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда сопротивление контактов между свариваемыми деталями превьаиает защанную величину. (Л 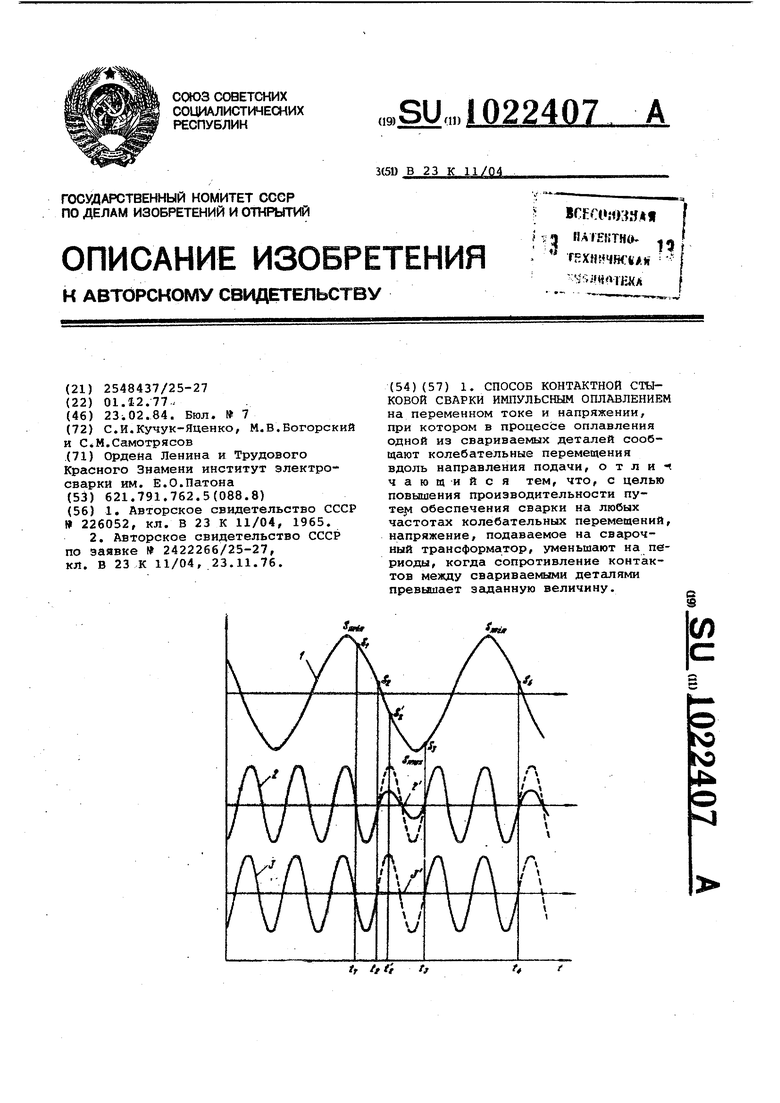
1
Изобретение относится к области сварки, а точнее к KOHTaKtHoft стыковой сварке оплавлением.
В последнее время все более пирокое применение в промьЕиленности находит способ контактной стыковой сварки импульсным оплавлением. Способу контактной стыковой сварки импульсным оплавлением присущи положительные стороны; как контактной стыковой сварки непрерывным оплавлением (равномерный нагрев по сечению, стабильность качества), так и контактной сварки сопротивлением (малые потери металла на оплавление, возможность использовать всю установленную мощность сварочных трансформаторов).
Сумма этих положительных качеств позволяет при сварке импульсным оплавлением получать сварные соединения с высокими механическими свойствами (на уровне основания металла) и снизить время сварки в 2-3 раза.
Сущность способа сварки импульсным оплавлением заключается в том, что на основное поступательное дви.жение подвижной колонны машины при оплавлении накладываются возвратно-поступательные колебания tl
Дополнительные колебательные движения вызывают изменение искрового зазора. При сварке импульсным оплавлением в каждом периоде механических колебаний можно выделить два момента: сближение и разведение
Линей ное изменение величины искрового зазора приводит к изменению сопротивления. Величина искрового зазора характеризуется как мерой длины, так и мерой сопротивления.
При разведении искровой зазор увеличивается, уменьшается площадь контактов, увеличивается сопротивление. При сближении искровой зазор уменьшается, увеличивается площадь контактов и уменьшается сопротивление.
В конечный момент разведения и в начальный момент сближения обычно происходят взрывы контактов (оплавление).
При этом количество выброшенного металла, термический КПД и скорость оплавления зависят от мгновенного значения сварочного напряжения в момент взрыва контакта. Надо также отметить, что при сближении вероятность взрыва контактов больших размеров мала.
При сварке известным способом определенному контактному сопротивлению могут соответствовать самые различные мгновенные значения сва рочного напряжения, что приводит к увеличению времени сварки и снижению термического КПД. Это является недостатком данного способа.
Известен также способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавления одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи С 2 J.
При этом способе период колебательных перемещений детали устанав.ливают кратньлм полупериоду колебаний сварочного напряжения. При этом минимум напряжения будет приходиться на период, в котором сопротивление контактов будет максимальным. Однако данным способом вопрос повышения производительности решается только для тех частот колебательных движений, период которых кратен полупериоду колебани сварочного напряжения. Для других частот вопрос не решен.
Целью изобретения является повышение производительности путем обеспечения сварки на любых частотах колебательных перемещений.
Это достигается тем, что напряжение, подаваемое на сварочный трансформатор, уменьшают или отключают на периоды, когда сопротивление контактов между свариваемыми деталями превышает заданную величину, которую в процессе сварки могут изменять по программе.
Это приводит к тому, что будут взрываться контакты только малых размеров. Значит выброс металла (безвозвратные потери металла и тепяа) будет меньшим. Уменьшится припуск на оплавление. Так как при взрыве контактов выбрасывается нагретый металл, то с уменьшением потерь металла увеличивается термический КПД. Нагрев свариваемых деталей происходит быстрее, что в конечном счете приводит к уменьшению времени сварки и повышениюпроизводительности.
На чертеже изображен график, иллюстрирующий процесс, протекающий при реализации предлагаемого способа.
Кривая 1 - график колебательных движений колонны машины; точки соответствуют минимальному искровому зазору, а точки максимальному; кривые 2,2, 3,3 графики мгновенных значений сварочного напряжения, с амплитудами для
2 - и|
кривой 2 и ,
3 -U-, 3 - Uj 0.
В момент увеличения искрового зазора (на кривой 1 от точек o до .5((.«кс) происходит увеличение сопротивления контактов между деталями и их уменьшение как по величине, так и по количеству.
Начиная с какого-то времени t (для определенного свариваемого сечения и сварочного напряжения довольно точно устанавливаются по осциллографу) искровой зазор 5 и величина контактов таковы, что произодет взрыв этого контакта. При этом потери металла и тепла, накопленного в нем, будут зависить от величины взорвавшегося контакта.
Для уменьшения потерь в момент времени 2 снижают сварочное напряжение (кривая 2, 2 ) Д° такого значения (кривая 2 U U ) , когда возможен взрыв только малого контакта в момент времени tj (на
кривой 1 точка , ) или совсем отключают напряжение (кривая З-з ). При сближении сварпваемьтх образцов искровой зазор уменьшается, при этом происходит оплавление малых
выступающих контактов на малом напряжении (и и ). с момента времени tj контакт начинает увеличиваться -и для его выплавления требуется очень большое мгновенное
напряжение. В этот момент на сварочНый трансформатор подают большое напряжение (кривая 2 и.„
Uo , ).
с увеличением нагрева свариваемых деталей в процессе оплавления н напряжении U U появляется возможность взрыва большего контакта, ,чем контакт, определяемый смещением . Sj . Для устранения этой возможности предусматривают прграммирование значения сопротивления, по величине которого производят уменьшение или отключение напряжения.
На чертеже это отражено тем, что при увеличении нагрева уменьшение напряжения производят с момента времени t .
Используя описанные приемы, возможно не только повысить производительность за счет уменьшения потерь тепла и металла, но и за счет установки большого сварочного напряжения в моменты, когда контакты велики, а сопротивление
5 мало. Сварка на повьвиенном йапрйжении (не используя наши приемы), не позволяет существенно увеличить нагрев, так как при этом взрываются и повышенные по своим
0 размерам контакты.
Лабораторные испытания показали возможность снижения времени свар,-и на 20-30%.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР W 226052, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДРЕВЕСИНЫ | 2009 |
|
RU2422266C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I ВГРГОлвЯА I I ИАГЕНТЖК -л f | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
