В (ранее предложенном автором способе вулканизации без заусениц формование и вулканизация изделий разделены «а два самостоятельных процесса, лроводи.мые раздельно на различном оборудовании.
Получаемая три формовании невулканизованная заусеница, до поступления изделия :на вулканизацию, удалялась через специальные окна в форме. Одним из недостатков этого способа является необходи ifOCTb применения специального оборудования для формования и разделения процесса- ;вулканизаци и на две операции.
По «овому предложению автора групповая контурная форма с заложенной в «ее .пластиной сырой резиновой смеси закладывается в вулканизационный гидропресс, где производится лоследовательно формование, удаление выпрессово-к и вулканизация.
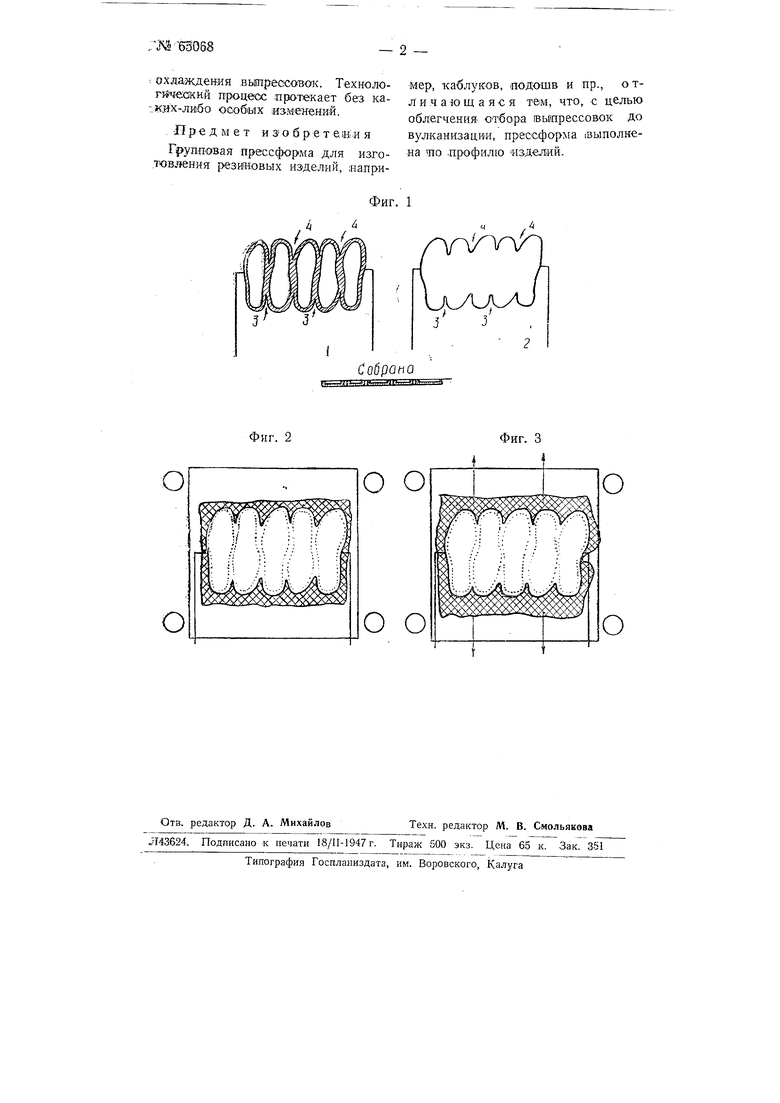
Контурная форма, применяемая в этом способе, имеет конструкцию груп1повой прессформы, показанную па чертеже. В (случае вулканизации поДошВ она состоит из дна 1 и «рыш;кл 2. |Как ДН)0, так и крышка отличаются от обьиных прессформ
наличием вырезов 3 и 4 по контуру изделия.
Перед загрузкой в пресс на дно формы закладывается пластина сырой смеси нужного калибра и покрывается крышкой. Затем форма обычным способом загружается в пресс (одна форма ,на плиту), где устанавлизается в центре плиты, как указано на фиг. 2.
Подъем пресса желательно производить возможно быстрее. Как только смесь окончательно разогреется и заполнит форли-, переставая выходить наружу в виде заусеницы (через 8-15 сек. п-лсле включения высокого давления), т. е. как только произойдет формование изделия, выпрессовки отрываются щипцами от формы через зазор между плитками с обеих сторон пресса, как указано на 1фиг. 3, и сразу же охлаждаются током холодной воды; изделие остается в прессе для окончательной вулканизации.
Для работы по предлагаемому ciiOico6y необходимо произвести выточку металла в обычных прессформах по профилю изделия и снабдить вулкани1зационные прессы баками с холодной 1водой для : охлаждевия .вьшрессовок. Технологйчеший процесс протекает без ка:.зк х-ли1бо особых изменений. .Предмет и з о б р е т eini.H я Групловая прессформа для изготовжння реэимовых из делий, иаприФиг. мер, каблуков, подошв и пр., о тл и .4 а ю щ а я с я тем, что, с целью облегчения, отбора вьшрессовок до вулканизации, прессформа 1вьшолнена ло .профилю изделий, 1
111.в ИГУ-г-Н
Собропо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования и вулканизации резиновых изделий | 1950 |
|
SU96842A1 |
| Пресс-форма для изготовления формованных каблуков | 1957 |
|
SU110482A1 |
| УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1939 |
|
SU56417A1 |
| Способ получения светлоокрашенных изделий из каучуков или синтетических с мол | 1951 |
|
SU97850A1 |
| Способ выделения нитей корда из каркаса покрышек | 1958 |
|
SU118974A1 |
| Способ получения волокна из кожи | 1949 |
|
SU86589A1 |
| Способ формования и прикрепления к верху обуви микропористого низа горячей вулканизацией | 1950 |
|
SU93467A2 |
| Пресс-форма | 1957 |
|
SU111169A2 |
| Прессформа для изготовления подошв сандалий и т.п. | 1940 |
|
SU60020A1 |
| Способ изготовления эластичных перфорированных пластин | 1982 |
|
SU1046115A1 |
Фиг. 2
Фиг. 3
О О
о о
