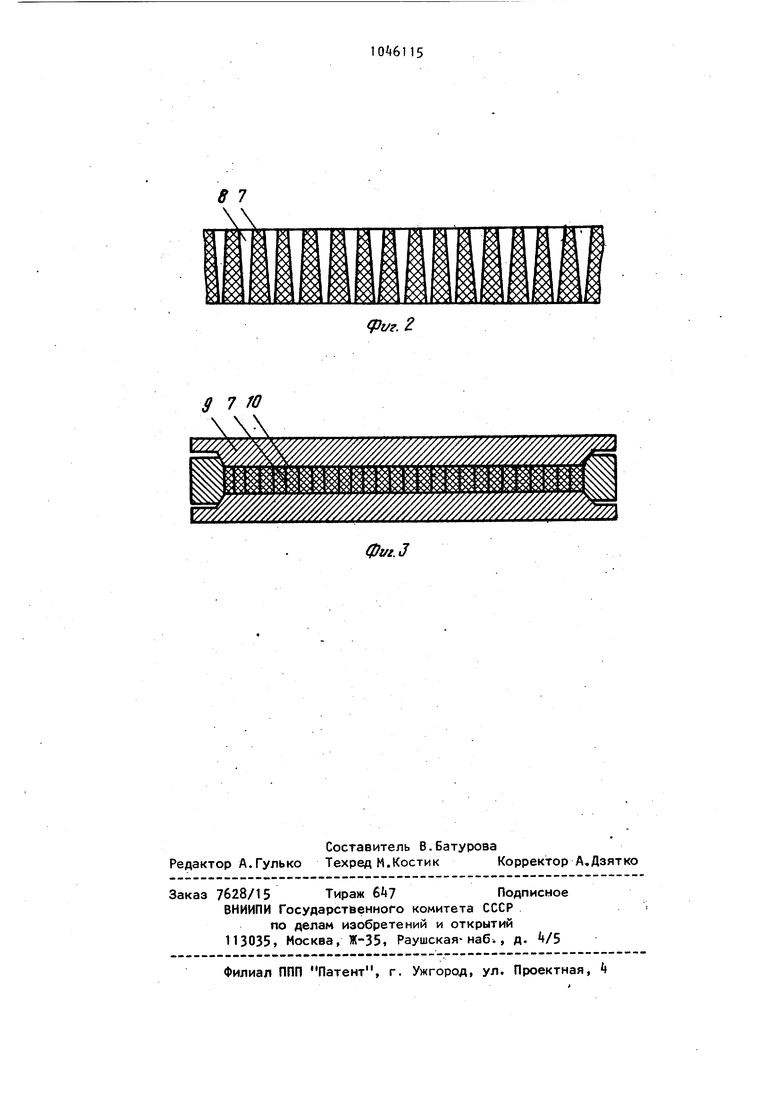
Изобретение относится к производству резиновых технических изделий и предназначено для изготовлени эластичных перфорированных пластин, например, для пневматических флотац онных устро ств. Известен способ изготовления эластичных перфорированных пластин, при котором формуют пластины из эла тонера, вулканизуют и затем, пробивают отверстия с помощью перфорационного устройства 1 J. Основным недостатком перфорирова ных пластин, полученных этим способом, является их недолговечность, так как каждое отверстие представляет собой концентратор напряжений, в котором возникает очаг нарушения, и дальнейший рост его приводит к разрыву отверстия. Кроме того, при воздействии кислорода воздуха элас томер в таком механическом повреждении подвержен ускоренному старению из-за наличия свободных ра зорванных химических связей. Наиболее близким к изобретению по технической сущности и достигаем му результату является способ изготовления эластичных перфорированных пластин, при котором пластины формуют из эластомера в пресс-форме с jодновременным образованием отверстий с помощью иголок и вулкаиизуют/ Однако по известному способу получают пластины с открытыми отверстиями, что ограничивает их область применения. Целью изобретения является изго/, товление пластин с сомкнутыми стенками отверстий, Поставленная цель достигается тем, что согласно способу изготовления эластичных перфорированных пластин, при котором пластины из эластомера формуют в пресс-форме с одновременным образованием отверсти с помощью закрепленных в пресс-форме игл и вулканизуют, при вулканизации сначала производят подвуяка5г , низацию участков пластин, соприкасающихся с формующими поверхностями пресс-формы и игл, а затем извлекают иглы из пластины и производят окончательную вулканизацию. На фиг.1 изображено формование пластины в пресс-форме с иголками; на фиг,2 - снятие с чиголок пластины с подвулканизованными поверхностями; на фиг.З - окончательная вулканизация пластины в пресс-форме без иголок. Способ изготовления эластичных перфорированных пластин осуществляется следующим образом. Верхнюю плиту 1 пресс-Формы с закрепленными в ней иголками 2 крепят на верхней плите пресса, на нижнюю плиту 3 с мягким слоем 4, например, из стеклоткани, помещают раму 5 и закладывают в нее лист 6 невулканизованной резины. Пресс закрывают и формуют пластину в пресс-г форме с одновременным образованием отверстий с помощью игл 2. После этого производят подвулканизацию участков пластин, соприкасающихся с формующими поверхностями прессформы и игл 2. Затем открывают пресс.форму и извлекают из нее подвулканизованную пластину 7, имеющую открытые отверстия 8. Далее пластину 7 закладывают в пресс-форму 9, не имеющую иголок,закрывают пресс-форму, и производят окончательную вулканизацию пластины 7. При этом получаются отверстия 10 с сомкнутыми стенками. Пластины с такими отверстиями находят широкое применение в устройствах для подачи и распределения жидкостей, где отверстия работают как клапаны, закрываясь в нерабочем положении, в частности В пневматических, флотационных устройствах. Пластины, полученные предлагаемымспособом, надежны и долговечны в работе.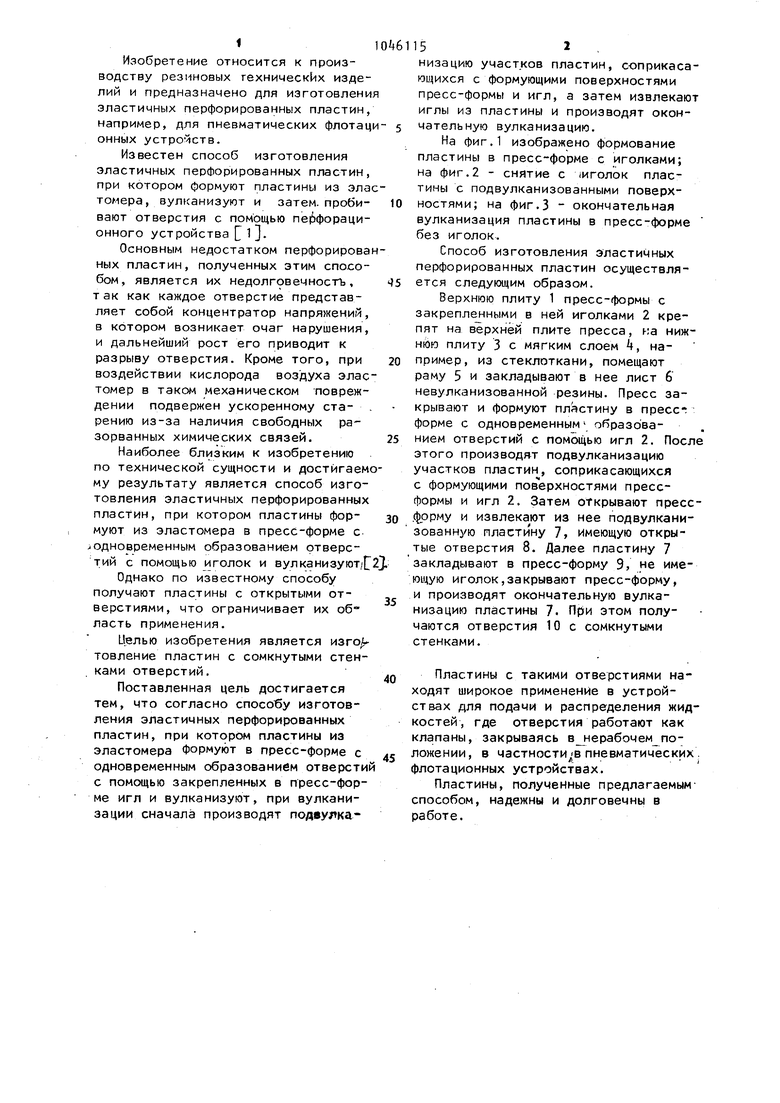
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| Способ изготовления варочной камеры | 1978 |
|
SU870178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Способ нанесения защитной пленки из сверхвысокомолекулярного полиэтилена на резину | 2016 |
|
RU2641816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА НА РЕЗИНУ | 2021 |
|
RU2762570C1 |
| Способ изготовления пневматических шин | 1985 |
|
SU1296436A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИЙ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА С ПОЛИСИЛОКСАНОМ | 1997 |
|
RU2119429C1 |
| Способ изготовления флексографской печатной формы | 1984 |
|
SU1234223A1 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНЫХ ПЕРФОРИРОВАННЫХ ПЛАСТИН, при котором пластины из эластомера формуют в пресс-форме с одновременным образованием отверстий с помощью закрепленных в пресс-форме игл и вулканизуют, отличающийся тем, чтОуС целью изготовления пластин с сомкнутыми стенками отверстий, при вулканизации сначала производят подвулканизацию участков пластин, соприкасающихся с форг4ущими поверхностями пресс-формы и игл, а затем извлекают иглы из пластины и производят окончательную вулканизацию. / Л (pi/f. /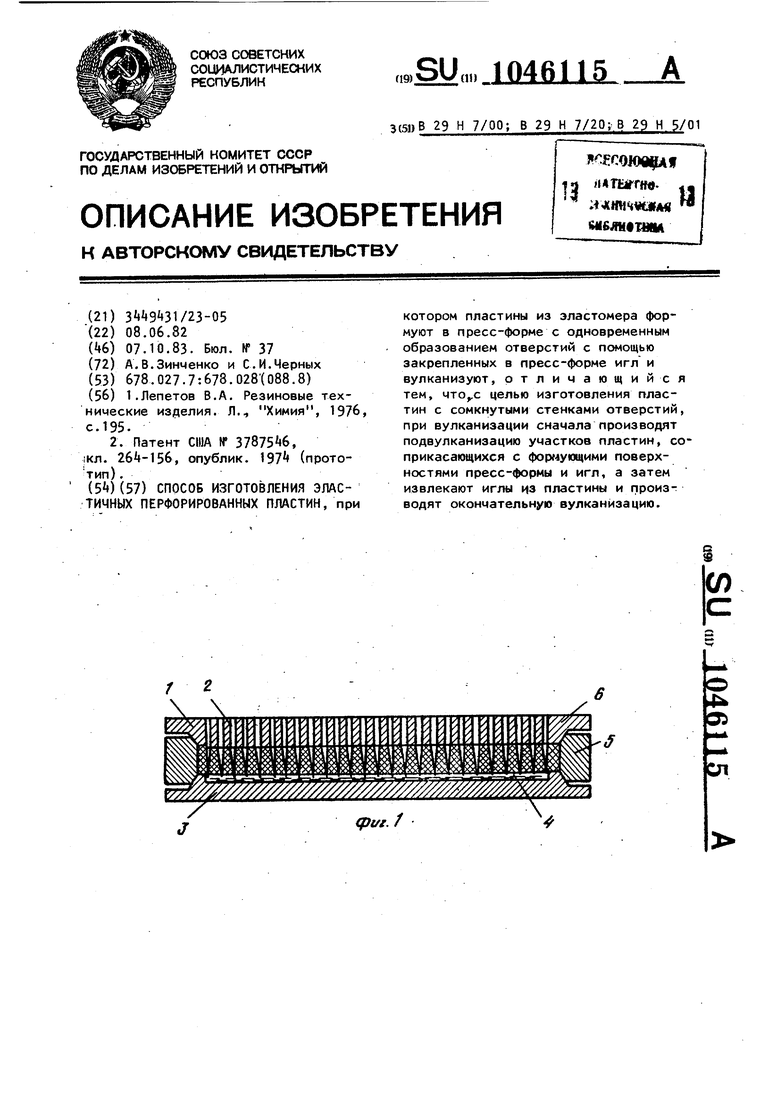
S 7 го
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резиновые технические изделия | |||
| Л., Химия, 1976, с.195 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для выдергивания щетины | 1925 |
|
SU7875A1 |
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
