Изобретение относится к металлургии, в частности к футеровке металлургических печей, и может быть использовано в печах кислородно-факельной плавки.
Известна футеровка металлургической печи, содержаид,ая огнеупорную кладку с встроенными охлаждаемыми элементами, выполненными из медных профилированных труб 1.
Недостатком такой футеровки является то, что она недостаточно надежна и долговечна при высоких температурах, например при кислородно-факельной плавке, а это создает опасность прорыва кессонов.
Цель изобретения - повышение надежности, долговечности и безопасности футеровки в эксплуатации.
Для этого охлаждаемые элементы снабжены приспособлениями для крепления их к каркасу печи и кладке, отношение толщины стенки элемента к меньшей его толщине составляет 0,25-0,5, отношение обшей плопхади огневой поверхности элементов к плошади кессонированного участка кладки в реакционной зоне составляет 0,3-0,5, а в газовой зоне - О 1-0,3. Отношение длины
рабочей части охлаждаемых элементов к длине печи составляет 0,1-0,25.
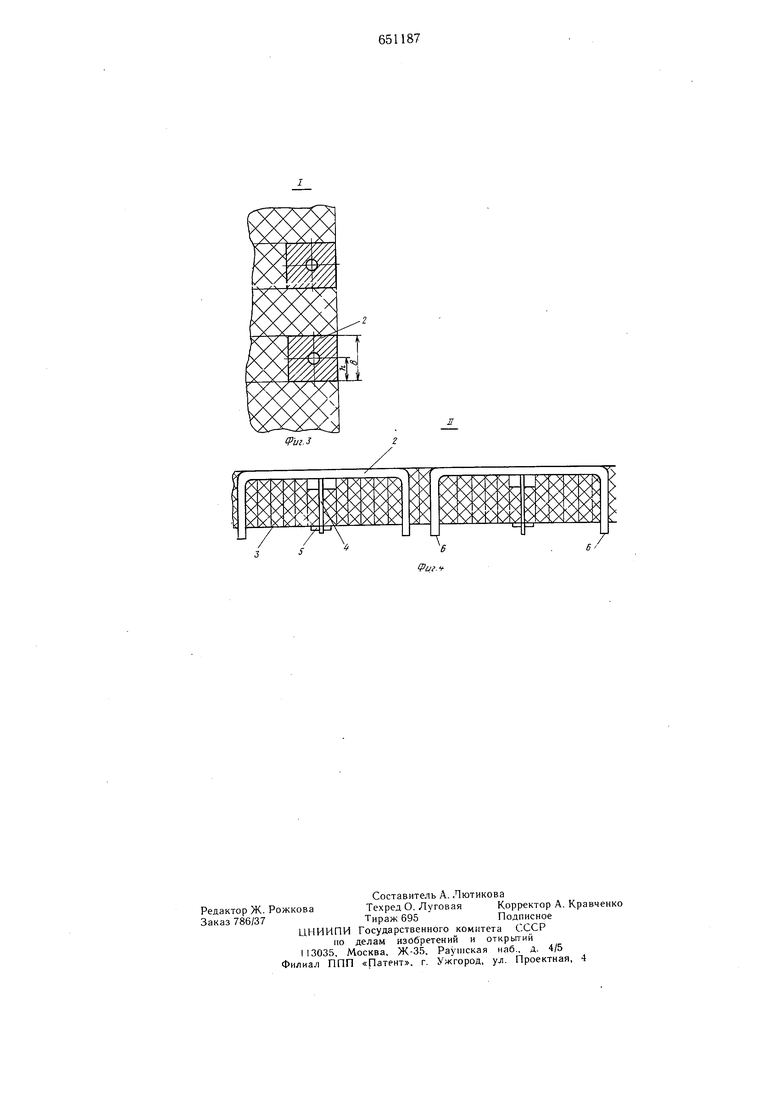
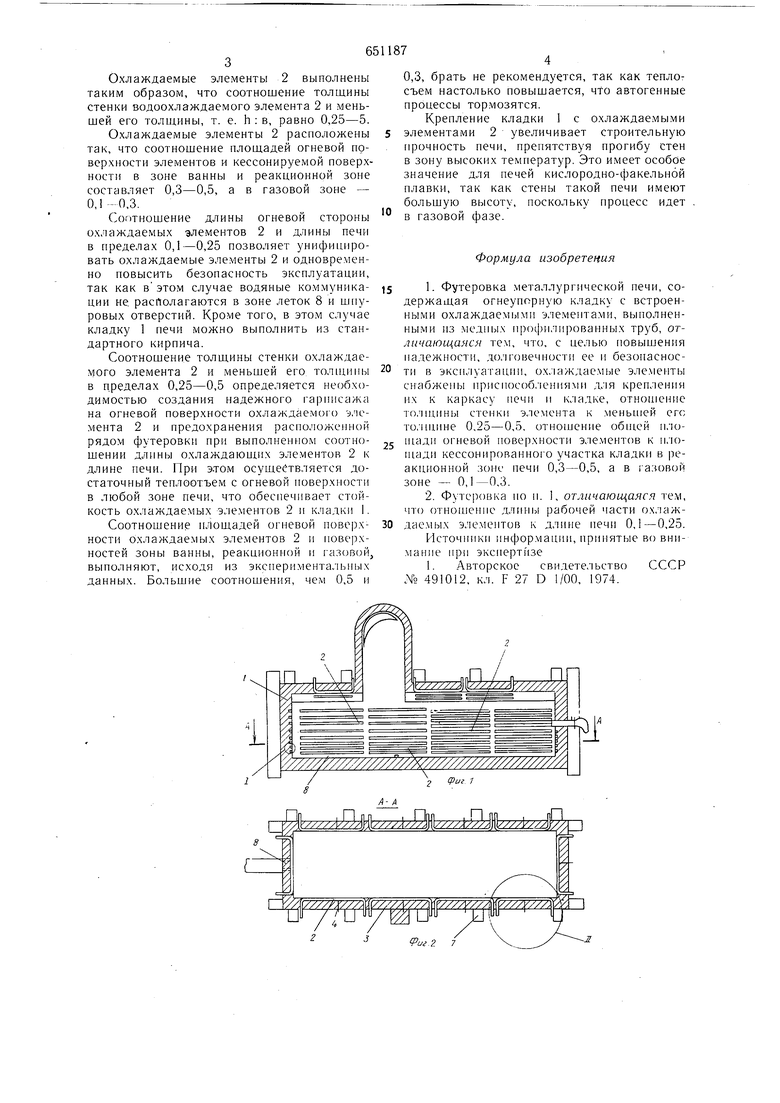
На фиг. 1 изображена печь с предлагаемой футеровкой, вертикальный разрез; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - узел I фиг, 1: на фиг. 4 - узел П фиг. 2.
Футеровка содержит огнеупорную кладку I из хромомагнезитового кирпича, охлаждаемые элементы 2 с приспособлениями для крепления их к каркасу 3 и кладке 1, выполненными в виде тяг 4, шарнирно соединенных с охлаждаемыми элементами 2 и закрепленных на каркасе 3 или кладке 1 с помощью, например, клиньев 5. Охлаждаемые элементы 2 установлены с огневой стороны кладки 1, при этом расстояние между, ними по высоте печи в зоне ванны и в реакционной зоне составляет одну или две высоты кирпича, т. е. 65 или 130 мм, а в газовой зоне - две или четыре высоты кирпича, т. е. 130 или 260 мм.
Выводы 6 охлаждаемых элементов 2 расположены между колоннами 7 каркаса 3 и летками 8 для вывода расплавленных продуктов. Расстояние между соседними охлаждаемыми элементами 2 по длине печи 130 мм.
Охлаждаемые элементы 2 выполнены таким образом, что соотношение толщины стенки водоохлаждаемого элемента 2 и меньшей его толнхины, т. е. h : в, равно 0,25-5.
Охлаждаемые элементы 2 расположены так, что соотношение плошадей огневой поверхности элементов и кессонируемой поверхности в зоне ванны и реакционной зоне составляет 0,3-0,5, а в газовой зоне - 0,1-0,3.
Соотношение длины огневой стороны охлаждаемых элементов 2 и длины печи в пределах 0,1-0,25 позволяет унифицировать охлаждаемые элементы 2 и одновременно повысить безопасность эксплуатации, так как вэтом случае водяные коммуникации не располагаются в зоне леток 8 и шпуровых отверстий. Кроме того, в это.м случае кладку 1 печи можно выполнить из стандартного кирпича.
Соотношение толщины стенки охлаждаемого элемента 2 и меньщей его толщины в цределах 0,25-0,5 определяется необходимостью создания надежного гарписажа на огневой поверхности охлаждаемого :j,ieмента 2 и предохранения расположенной рядом футеровки при выполненном соотнощении длины охлаждающих элементов 2 к длине печи. При этом осуществляется достаточный тенлоотъем с огневой поверхности в любой зоне печи, что обеспечивает стойкость охлаждаемых элементов 2 и кладки I.
Соотношение нлощадей огневой поверхности охлаждаемых элементов 2 и поверхностей зоны ванны, реакциониой и газовой, выполняют, исходя из экспериментальных данных. Больщие соотношения, чем 0,5 и
0,3, брать не рекомендуется, так как теплосъем настолько повышается, что автогенные процессы тормозятся.
Крепление кладки I с охлаждаемыми элементами 2 увеличивает строительную прочность нечи, препятствуя прогибу стен в зону высоких темнератур. Это имеет особое значение для печей кислородно-факельной плавки, так как стены такой печи имеют большую высоту, поскольку процесс идет в газовой фазе.
Формула изобретения
1.Футеровка металлургической печи, содержащая огнеупорную кладку с встроенными охлаждаемыми элементами, выполненными из медных профилированных труб, отличающаяся тем, что, с целью повышения надежности, долговечности ее и безопасности в эксп.пуатацип, ох.паждаелние элементы спабл еиы приспособлениями для крепленпя их к каркасу печи и кладке, отношение то.чшины стенки элемента к меньшей его толишне 0,25-0,5. отношение общей и.чоП1ади огиевой поверхности элементов к и.чощади кессонированного участка кладки в реакционной зоне печи 0,3-0,5, а в газовой зоне - 0,1-0.3.
2.Футеровка но п. 1, отличающаяся тем, что отношение длшпз рабочей части охлаждаемых элементов к длине иечи 0,1-0,25.
Источники информации, ирииятые во внимание при эксиертйзе
. Авторское свидетельство СССР JM-g 491012, кл. F 27 D 1/00, 1974.
fy.2 7
Пг-З
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВКА СТЕНКИ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2013 |
|
RU2555697C2 |
| Футеровка металлургической печи | 1979 |
|
SU866391A2 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ПЛАВКИ СУЛЬФИДНЫХ МАТЕРИАЛОВ | 1990 |
|
RU2093767C1 |
| Футеровка стен печи | 1978 |
|
SU771434A1 |
| Электротермическая ванная печь для металлургической обработки цветных металлов | 1987 |
|
SU1836614A3 |
| Термитная масса для факельного торкретирования кладки коксовых печей | 1985 |
|
SU1320198A1 |
| Способ факельного торкретирования футеровки тепловых агрегатов | 1986 |
|
SU1476286A1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| Огнеупорная футеровка плавильной печи и способ ее изготовления | 1980 |
|
SU1015223A1 |
| Печь для непрерывной плавки металлургического сырья | 1991 |
|
SU1801196A3 |