Известно , ЧТО толщина металлических слоев, нанобимых на пьезокварцевую пластину, существенно влияет на изменение собственной частоты ее .колебаний. Для получения некото рой апределенной частоты колебаний пластины необходиаю учитывать и толщину металлическик слоев, ианоснмых на пластину с целью создания возбуждающего электрического поля. Практически нанести сразу металлические поверхиости; требуемой по расчету толщины затруднител;ьно, вследствие ч-eriO прЕходится или частично уменьщать тол1щину первоначального металл.ичесКОга слоя, или производить дополнительное его наращивание iB процессе подгонки частоты.
Наиболъщее распространение в гфоизво детве металлизированных пьезокварцевых пластин получил способ дополнительного нанесения слоя злектрическим путем. Пластина, на которую необходимо нанести дополиительный слой, зажимается в державку и опускается в ванну, в электролите которой помещены соответствующие аноды.
Основной; недостаток npHiMeHenHiH такого устройства состоит в том,
что наращиваемый слои получаетсч неоднороднььм по толщине. Вследствие краевого эффекта ванны наиболъщая толщина получается на краях пластины. Кроме того, есл1И первоначальный слой был слкщком тонким, то электрическое солротивление его может достигать значительной величины, HI тогда осаждение металла происходит еще более неравномерно. В этом случае процесс протекает аналогично поК|рытию по графиту.
Неравномерность покрытия ухудшает качество пьезокварцевого препарата, так как в ре зультате получающихся при этам внутренних напряжений иногда происходит отслаивание металлического слоя.
С точки зрения получения наиболее мощных колебаний пластины выгодно «аносить металл тонким слоем, но расп|ределять его таким образом, чтобы OiH оказывал достаточное влияние на необходимое изменен1ие частоты -и незначиггельно увеличивал затухание колебаний пластины.
Предлагаемый, согласно изобретению, прибор дает возможность производить электролитическое наращивание дополнительиого слоя металла по зарамее намеченному закону распределения его по поБегрхности ПфвоначальнО нанесенного слоя.
Для достижения этого прибогр выполняется в виде фасонного анода, позволяющего получить осадки рааной, и (Притом желаемой, толщины за счет широко известно:го факта получения утолщений в местах, ближе расположенных к аноДУОсобенЕость предлагаемого прибор-а заключается -в там, что фасонный а.нод диафрагмируется пористой тканью и монтируется на общей колодке с проводящей щружиной, осуществляющей контакт с первоначальным проводящим слоем пластины.
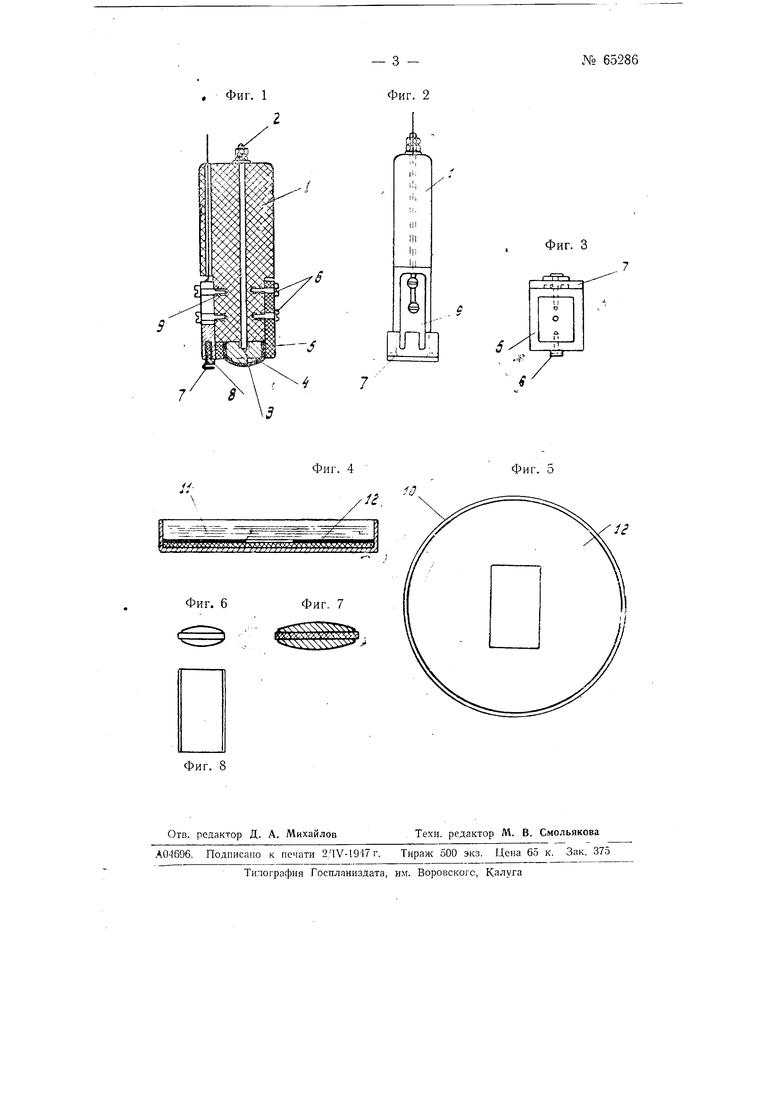
На чертеже фиг. 1-3 изображают предлагабмьгй прибор в трех прОекцИЯх, фиг. 4-5 - гальваничеокую ванну в двух проекциях и фиг. 6- 8 - готовую кварцевую пластину в трех проекциях.
Как показано на фиг. 1-3, на колодке / Й13 изоляционного материала укреплен при помощи щпильки 2 анод 3, имеющий некотО)рую определенную форму сечения. Анод 3 обтянут тканью 4 с помощью угольпичка 5, в одлой стороне которого сдела-н квадратный пропил- по размерам анода.
Угольничек 5 крепится к кол1одке / винтами 6. Отрицательный по.люс источника тока подводится к :м€талл1изир0 ванной поверхности пластииы через ленточную пружину 7, камотанную на резиновый брусочек 8. Последний туго вставляется в металлическую держааку 9, могущую перемещаться в на1правлении оси колодки У. Толщина контактной пружины 7 берется 45-50 микрон (никелевая фольга).
Кварцевая пластина, частоту которой требуется подогнать, погружается ,в ванночку JO (фиг. 4-5), наполненную электролитом У/. Пластина помещается в окно рамки J2, устано.вл енной на дне ванночки 10 Для нарапшвания дополнительно1го слоя в ванночку 10 опускается нижняя часть колодюи / с укрепленньши на ней анодом 5 ,и контактной пружиной 7 и устанавливается .контакт между последней и металлизированной поверхностью пластины путем легкого нажатия иа колощку. Показанная на фиг. I форма сечения анода позволяет получать максил1альную толщину naipaщивяемого слоя в .центральной части .поверхности пластины, изображенной в трех проекциях на фиг. 6-8.
Такое распределение слоя дает ему хорощую механическую прочность, и1, вследствие небольщой ere ТОЛЩИ1Н.Ы (в центральной части), пе ухудщает заметным образом колебательную мощность пластины. Возможны и ины-е формы распределения металла на по1Еерхности пластины, для чего «ужно соответствующИм образом изменить форму сечения анода 3.
Предмет изобретения
Прибор для дополнительной металлизации электролитическим споcoiSoiM металлизированных кварцевых пластин, с и,елък подгонки частотьг их колебаний, с применением фасонных а.нодов для получения металлич:ески1Х слоев переменной толщины по заранее намеченному закону распределения покрытия на поВ1ерх«ости покрываемого предмета, отличающи1Йся тем, что диафраг.мированный мористой тканью фасонный ано1д омонтирован на обп|ей колодке с проводящей пружиной, осуществляющей контакт с первоначальным щроводящим слоем пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения металлических покрытий методом испарения металлов в вакууме | 1941 |
|
SU65404A1 |
| Способ изготовления электрических конденсаторов | 1941 |
|
SU64723A1 |
| Плавящий элемент для испарения металла в вакууме | 1941 |
|
SU65570A1 |
| Непроволочное безындуктивное сопротивление | 1959 |
|
SU126168A1 |
| Способ изготовления контактного узла для электрического непроволочного сопротивления | 1959 |
|
SU131385A1 |
| Электрическое непроволочное сопротивление | 1955 |
|
SU103174A1 |
| Электрический конденсатор | 1945 |
|
SU66849A1 |
| Способ изготовления керамических электрических конденсаторов | 1945 |
|
SU67089A1 |
| Способ нанесения толстых металлических покрытий | 1945 |
|
SU69084A1 |
| ЭЛЕКТРОД СРАВНЕНИЯ | 2010 |
|
RU2411447C1 |