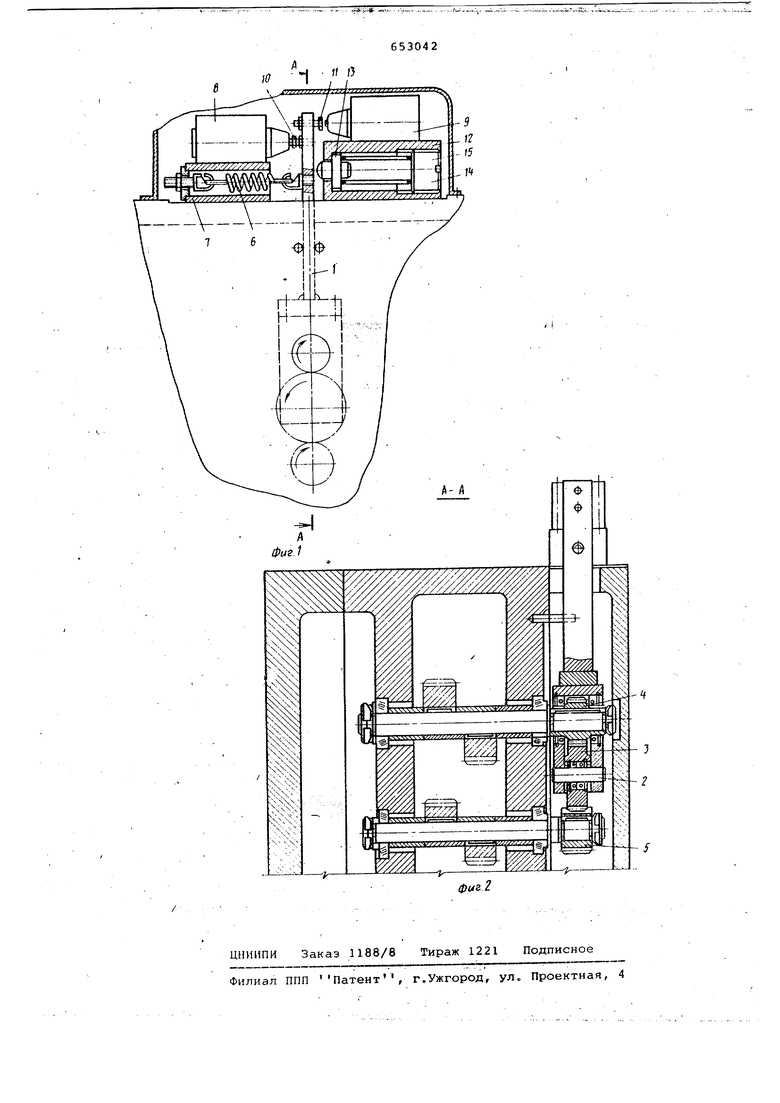
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЦИКЛОМ СТУПЕНЧАТОГО РЕЗАНИЯ СТЕРЖНЕВЫМ ИНСТРУМЕНТОМ на корпусе 12, внутри которогоразмещен плавающий плунжер 13 с пружнной сжатия 14, регулир:, ёмой винтом 15. Устройство работает следукяцим образом. Контроль величины предельно допустимого значения крутящего момента на шНинделе станка осуществляется аналогично контролю крутящего момента по основному авт.св.№258813 При этом паразитная шестерня 3,обка тываясь по ведущей шестерне 4, пово рачивает рычаг 1, который вэаимодей ствуя с измерительным наконечником датчика 8, подает команду на njpONieжуточный отвод силового узла с инструментом (на чертеже не показаны из зоны обработки с последующим вво дом инструмента в отверстие детсши При превышении величины предельного допустимого крутящего момента например, в аварийных случаях или при затуплении инструменте, качающийся рычаг 1 при указанном вращении шестеренной передачи отклоняется вправо, сминает подпружиненный плунжер 13 и воздействует-посредством расположенного на нем винта 11 на конечный датчик 9. Последний в свою очередь дает команду на вывод инструмента из зоны обработки и прекращение цикла работы силового узла. . Значение критического крутящего момента инструментального шпинделя устанавливается регулированием пружины сжатия 14 посредством винта 15 . Таким образом, узел контроля пре дельно допустимого значения крутя65.4042 щего момента осуществляет промежуточный отвод инструмента с продолжением его работы. Если величина крутящего момента на инструменте достигает значения критического момента, то Узел контроля обуществляет этвод силового узла в исходное положение и прекращение цикла работы до устранения причины появления критического значения. Изобретение позволяет повысить надежность работы устройства путем контроля предельно допустимого и критического значений крутящего момента; при перегрузках и в аварийных случаях устройство отводит стержневой инструмент в исходное положение и как следствие повышение надежности; а также позволит сократить частые поломки инструмента, сэкономить расход последнего, уменьшить простои, вызванные сменой режущего инструмента, исключить необходимость дополнительных работ по досверливанию непросверленных отверстий и извлечению поломанного инструмента. Формула изобретения Устройство для автоматического управления циклом ступенчатого резания стержневым инструментом по авт.св. .1 258813, о т л и ч а ющ е е с я тем, что, с целью повышения надежности работы, оно снабжено вторым узлом контроля крутящего момента, периодически взаимодействующим с качающимся рычагом.